Правка сварных корпусных конструкций представляет собой исправление погрешностей сварных швов, по технологии постепенного нагрева и одновременной работы сварочным аппаратом.
Методы правки и требования, предъявляемые к ней
Методы правки. Правку корпусных конструкций выполняют холодным, тепловым безударным и комбинированным методами.
Холодный метод правки конструкций выполняют одним из перечисленных способов:
- изгибом конструкций на прессе;
- растяжением сварных конструкций на правильно-растяжных машинах;
- прокаткой сварных соединений конструкций (полотнищ, обечаек, труб и т. п.) в листоправильных машинах;
- прокаткой зоны сварных соединений конструкции в специальных установках и листогибочных вальцах;
- проколачиванием зоны сварных соединений конструкций.
При тепловом безударном методе правку конструкций осуществляют путем нагрева пламенем газовых горелок, теплом плазменной струи или электрической дуги с последующим охлаждением.
В качестве горючих газов используют ацетилен или его заменители (пропан-бутан, природный газ и др.). При этом допускается применение многосопловых горелок.
Комбинированный метод правки конструкций предусматривает местный нагрев и применение механического поджатия или раскрепления при помощи:
- талрепов;
- скоб;
- стяжек;
- домкратов;
- грузов и т. п.
Домики по стыковым сварным соединениям следует устранять в результате строжки сварного шва по выпуклой стороне домика на глубину до двух третей его высоты с последующей заваркой выстроганных участков. Если стрелка прогиба домиков превышает значения трех допусков, до деформации необходимо устранять путем роспуска этих соединений с последующими разделкой кромок, выравниванием, стыкованием и заваркой. Для конструкций из алюминиевых сплавов сварные соединения допускается распускать при значении стрелки прогиба уже более двух допусков.
Считается допустимым исправлять:
- бухтины со стрелкой прогиба, превышающей значения трех допусков, для чего производят надрез по центру бухтины с последующими разделкой кромок, выравниванием и заваркой разрезанного участка. Перед резкой бухтины в начале и конце участка должны быть просверлены отверстия диаметром 3—6 мм;
- единичные бухтины по свободным кромкам (волнистость) на алюминиевых конструкциях со стрелкой прогиба более двух допусков (на длине не более 0,5 м) в результате надреза их дисковой пилой с последующими разделкой кромок, выравниванием и заваркой;
- Определение и классифицирование нарушения целостности корпуса судов при дефектациибухтиноватость обшивки, для чего устанавливают дополнительные подкрепляющие рёбра жесткости, толщина которых не должна превышать 0,6—0,8 от толщины подкрепляемой обшивки, а высота — 8—10 толщины ребра. В одной ячейке обшивки можно устанавливать не более одного дополнительного ребра жесткости. При этом ребра не должны достигать перекрестного набора на 10—15 мм. Концы ребер жесткости следует срезать на «ус» (рис. 1).
Правка корпусных конструкций должна производиться только в тех случаях, когда общие и местные деформации, возникающие в процессе их изготовления, превышают допустимые значения, регламентируемые чертежом и отраслевыми стандартами.
Общие требования правки
Правка узлов и конструкций состоит либо в удлинении волокон сварных соединений, получивших пластические деформации укорачивания, либо в сокращении волокон других участков, имеющих излишнюю длину.
Удлинение волокон материала производят холодным методом, или методом тепловых домкратов, а укорочение волокон — тепловым безударным методом посредством концентрированного нагрева или комбинированным методом путем местного концентрированного нагрева и механического воздействия.
а — на конструкциях из алюминиевых сплавов; б — на стальных конструкциях
Правку узлов и секций следует выполнять после окончания всех сборочно-сварочных работ. Участки конструкций в районе установки насыщения, оборудования, фундаментов и вышележащих конструкций должны быть выправлены до установки последних.
При правке многоярусных надстроек в первую очередь нужно править наружные стенки, а затем перекрытия между ними. Правку надстроек по ярусам следует производить, начиная с первого яруса.
Правку гофрированных конструкций осуществляют методами, принятыми для плоских секций. При этом важно, чтобы количество нагреваемых участков конструкции было минимальным, снижающим деформации до допускаемых значений.
Требования к правке холодным методом. Сварные плоские полотнища без набора правят на правильно-растяжных машинах или в многовалковых листоправильных машинах и в исключительных случаях на гидравлических прессах. Перед правкой нужно очистить рабочую поверхность валков от металлической пыли, окалины, грязи и масла. Валки не должны иметь выступающих «гребешков» и других дефектов.
Во избежание смятия сварных швов необходимо применять прокладки.
Сварные полотна могут быть также выправлены проколачиванием зоны сварных соединений пневматическим молотком со специальным зубилом или кувалдой через гладильный молоток (рис. 2 и 3).

Правку конструкций (балок и секций) пластическим изгибом холодным методом следует производить на прессах, домкратами или грузами (рис. 4).
Режим правки конструкций холодным методом регламентирован отраслевыми стандартами. Ширина зоны прокатки или проколачивания сварных соединений при правке корпусных конструкций должна составлять 60—100 мм (по 30—50 мм с каждой стороны сварного соединения). Допустимые размеры конструкций (сечение балок, высота набора и ширина секций), подвергаемых правке пластическим изгибом холодным методом, определяются максимально возможным усилием P, создаваемым прессом, домкратами или грузом, а также устойчивостью элементов балок и набора секций. Ширина опор и прокладки В должна быть не меньше высоты набора H секции или узла.

1 — пуансон; 2 — опорные балки; 3 — секция
Требования к правке конструкций тепловым безударным и комбинированным методами. Корпусные конструкции, местные деформации которых не превышают трех допустимых для данной конструкции значений, следует править тепловым безударным методом.
При правке тепловым безударным и комбинированным методами нагрев рекомендуется производить:
- штрихами (короткими полосами) — при правке бухтин обшивки и волнистости по свободным кромкам;
- полосами по обшивке с обратной стороны приварки набора — при правке ребристости;
- «треугольниками» — при правке общего изгиба балок; «пятнами» — при правке бухтин обшивки тонколистовых конструкций (толщиной 4 мм и менее).
При нагреве исправляемых участков теплом электрической дуги правка осуществляется путем наплавки холостых валиков или в результате нагрева поверхности конструкции холостыми проходами. Кратеры должны быть тщательно заделаны.
В случае нагрева конструкций пламенем газовых горелок, плазменной струей, а также электрической дугой перемещение источника тепла производится прямолинейно или зигзагообразно с постоянной скоростью.
Читайте также: Судостроительные чертежи и конструкторские документы по принятым стандартам
При выполнении холостых валиков или холостых проходов их следует располагать параллельно один другому с невидимой внутренней стороны конструкции или со стороны, подлежащей покрытию. Пересечение полос нагрева или участков нагрева не допускается.
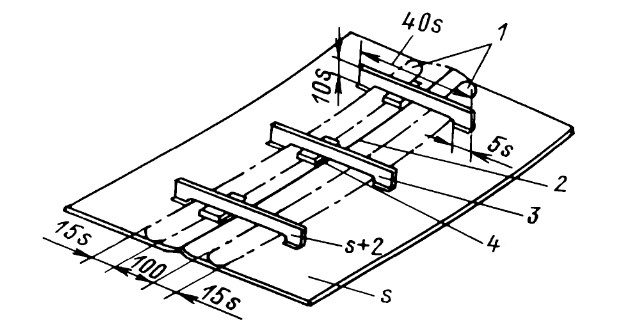
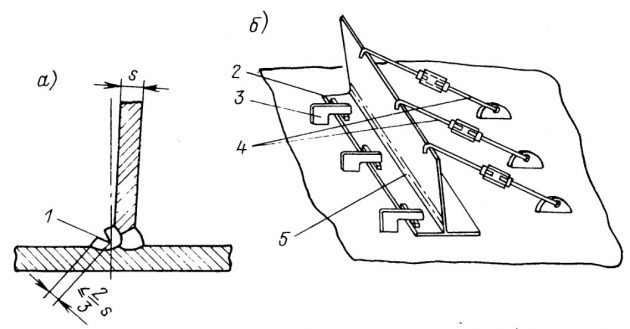
Если холостые валики или холостые проходы одним концом выходят на свободную кромку детали (при правке изгиба балок или волнистости по свободным кромкам конструкции), то к этой кромке в районе нагрева следует установить технологическую планку для вывода кратера (рис. 5).
а — нагрев пламенем ацетиленокислородной горелки и плазменной струей; б — нагрев электрической дугой.
1 — пятно пламени; 2 — участки нагрева; 3 — технологическая планка. Стрелка показывает направление движения источника
После удаления технологической планки кромка должна быть зачищена механическим способом. Оплавление кромки не допускается. Если выпрямляемые кромки обработаны по торцу под сварку или имеют технологический припуск, установка технологических планок не требуется. В первом случае валики следует доводить до кромки заделывая кратеры, во втором — кратеры должны быть выведены на припуск.
Механическое воздействие при правке комбинированным методом рекомендуется производить специальными балками, талрепами, грузами, приспособлениями типа «рыбий хвост», которые устанавливаются до нагрева конструкции.
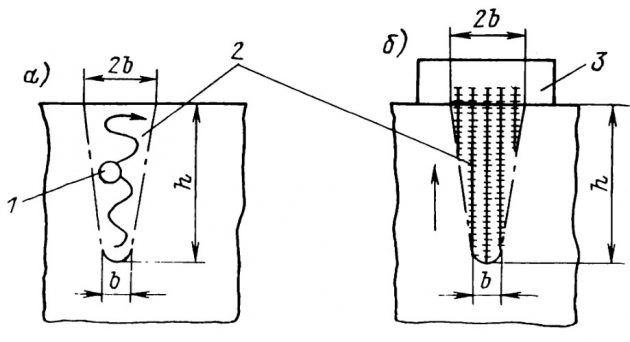
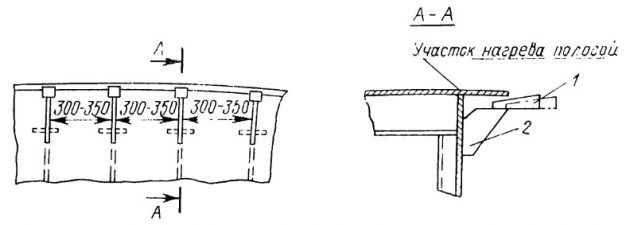
Провалы криволинейных стыков в конструкциях следует устранять низкотемпературным нагревом прилегающих к стыковому шву участков (тепловыми домкратами). Нагрев производят полосами шириной по 15 толщин одновременно с каждой стороны сварного соединения (рис. 6).
1 — участки нагрева; 2 — сварной шов; 3 — технологическая планка; 4 — клин
Криволинейные участки рекомендуется выжимать наружу посредством приспособлений типа «рыбий хвост» или поперечными технологическими планками с клиньями.
Правка конструкций с общими и местными деформациями
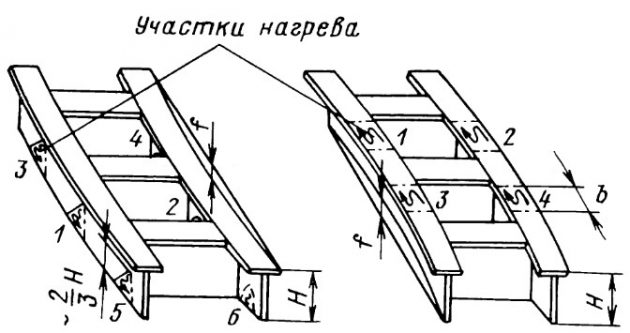
Правка конструкций с общими деформациями. Правка сварных балок, узлов и фундаментов. При общем изгибе балок, превышающем допустимые нормы, правку их следует производить до установки на секции холодным методом на прессах. Допускается выполнять правку сварных балок путем нагрева отдельных участков по выпуклой стороне пояска или стенки (рис. 7).
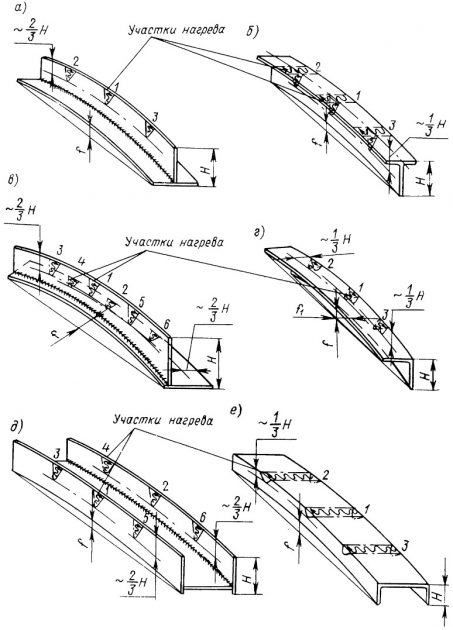
а, в, д — в случае изгиба на поясок; б, г, е — при изгибе на стенку.
1, 2, 3… — очередность нагрева
При правке балок набора комбинированным методом дополнительную подсадку металла следует производить с помощью груза, закреплений или других приспособлений (рис. 8).
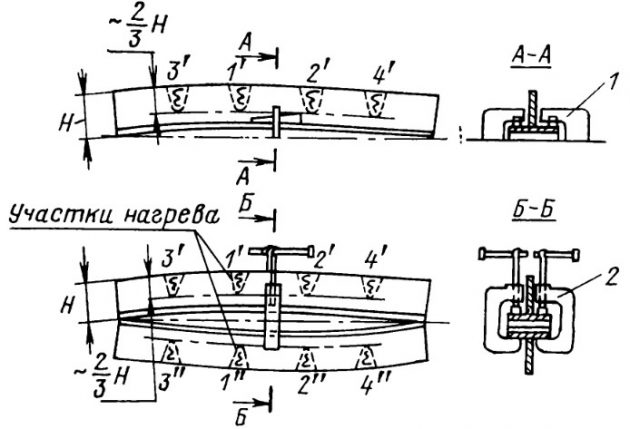
1 — скоба; 2 — струбцина сборочная; 1′, 1″, 2′, 2″, 3′, 3″ … — очередность нагрева
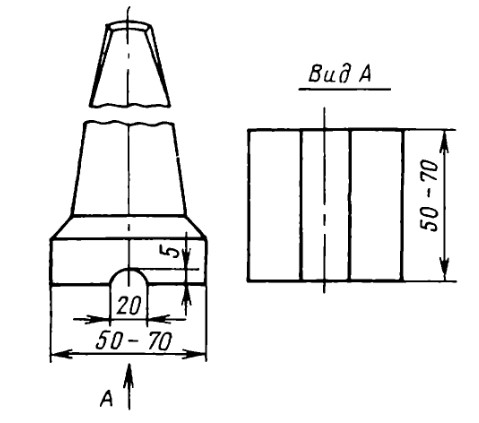
Если высота стенки тавровой балки больше двадцати пяти ее толщин, перед нагревом необходимо устанавливать «рыбину» на скобах вдоль свободной кромки стенки (рис. 9). Деформации балки можно также устранить ударами кувалдой с применением обмедненной стальной поддержки. При одновременном изгибе балки в двух плоскостях (в плоскости стенки и в плоскости пояска) правку следует начинать в плоскости стенки.
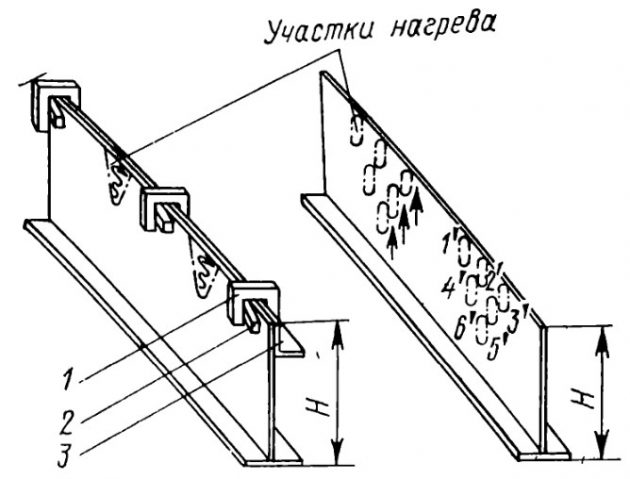
1 — скоба; 2 — клин; 3 — «рыбина»; 1′, 2′, 3′ . . . — очередность нагрева
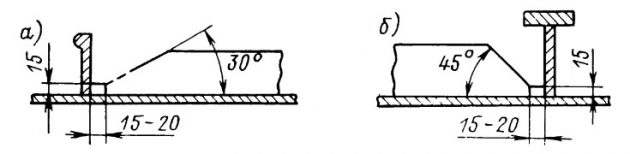
Завал стенки относительно пояска или ребра правят путем нагрева полосами вдоль стенки со стороны тупого угла на расстоянии 20—30 мм от сварного шва. Следует применять упоры, стяжки и другие приспособления (рис. 10, б).
а — наложением сварного шва по предварительно выстроганной канавке; б — нагревом с упругим отгибом стенки.
1 — канавка в шве; 2 — клин; 3 — скоба; 4 — талрепы (стяжки); 5 — участок нагрева (со стороны тупого угла)
В исключительных случаях допускается правка завала стенки относительно пояска наложением шва со стороны тупого угла. При этом необходимо выстрогать в сварном шве канавку газовым или воздушно-дуговым строгачом на глубину не более двух третей толщины стенки (рис. 10, а), затем тщательно ее зачистить и заварить.
Правку простейших сварных узлов выполняют холодным методом на прессе. Простейшие сварные фундаменты необходимо править холодным методом на прессе или местными нагревами аналогично правке тавровых балок. Расположение и количество мест нагрева выбирается в каждом случае в зависимости от жесткости фундамента и стрелки его изгиба (рис. 11).
1, 2, 3… — очередность нагрева
Правка общего изгиба секций. Правка секций, получивших общую деформацию изгиба, может производиться холодным, тепловым безударным или комбинированным методами.
Общий изгиб небольших секций, имеющих набор одного направления, следует править холодным методом, путем обратного пластического выгиба их посредством грузов, домкратов или прижимных балок.
При правке общего изгиба конструкций тепловым безударным или комбинированным методами используют местный нагрев набора или полотнища в зависимости от вида конструкции и характера деформации.
Рекомендуется к прочтению: Как, и где изготавливают составные детали корпусных конструкций?
Правку секций, получивших изгиб в сторону набора («завал»), следует производить путем местных нагревов обшивки полосами перпендикулярно плоскости изгиба. При этом нужно совмещать правку бухтиноватости и ребристости полотнища секции. Полосы нагрева необходимо располагать по обшивке с обратной стороны приварки набора (в случае ребристости полотнища обшивки) и между набором (в случае бухтиноватости полотнища обшивки).
Для секций, получивших изгиб в двух взаимно перпендикулярных направлениях, нагрев полосами следует производить в этих направлениях. Пересечение полос нагрева не допускается. В первую очередь нужно править наибольший изгиб. Для этого полосы нагрева располагают перпендикулярно плоскости изгиба.
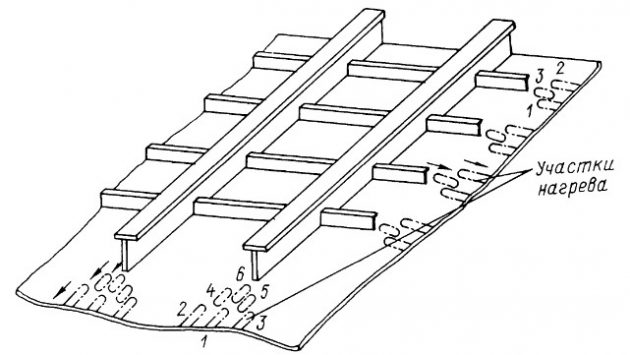
Правку поперечного «завала» днищевых секций выполняют путем нагрева полосами по наружной обшивке с обратной стороны приварки вертикального киля, стрингеров и продольных ребер жесткости (рис. 12). Наряду с нагревом обшивки допускается нагрев участков набора.
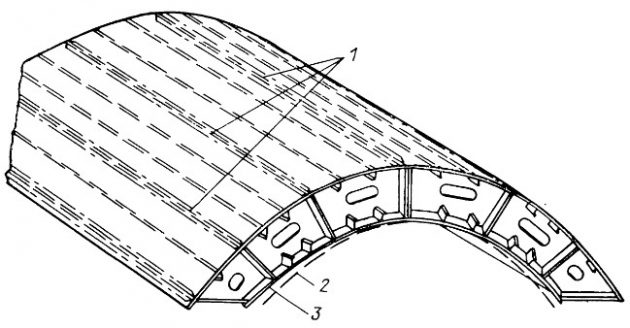
1 — участки нагрева; 2 — положение секции до правки; 3 — то же после правки
Правку «развала» днищевых секций с настилом второго дна выполняют в результате нагрева полосами настила второго дна с обратной стороны приварки набора (рис. 13).
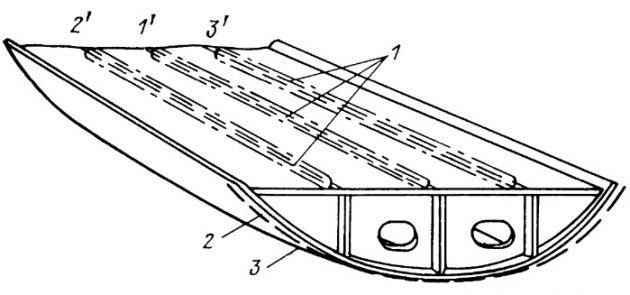
1 — участки нагрева; 2 — положение секции до правки; 3 — то же после правки; 1′, 2′, 3′ … — очередность нагрева
Правку плоскостных секций, получивших изгиб в сторону обшивки («развал»), следует производить путем местных нагревов набора, параллельного плоскости изгиба (рис. 14). Участки нагрева по набору одного направления необходимо располагать в одной плоскости сечения конструкции.
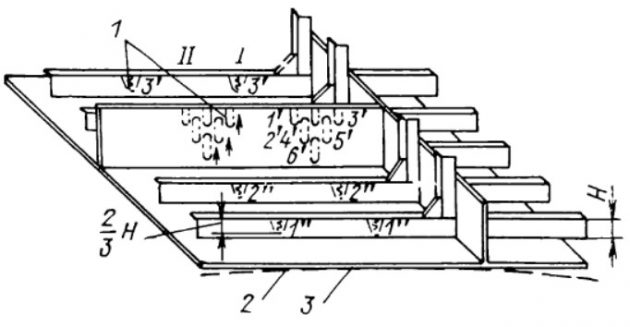
1 — участки нагрева; 2 — положение секции до правки; 3 — то же после правки; 1′, 1″, 2′, 2″, 3′, 3″. . . – очередность нагрева;
I, II — очередность ряда нагревов
Правка общего изгиба перьев рулей, стабилизаторов и подобных конструкций должна производиться нагревом полосами по обшивке с обратной стороны приварки набора. Нагрев следует начинать с обратной стороны приварки набора, перпендикулярного плоскости большого изгиба.
Правка конструкций с местными деформациями
Метод правки конструкций с бухтинами необходимо выбирать в зависимости от типа бухтин, размеров, назначения и жесткости конструкции, а также жесткости опорного контура.
Бухтины тонколистовых конструкций (наружные стенки надстроек, незашиваемые переборки и выгородки обитаемых помещений, палубы, мостики и другие конструкции) устраняют тепловым безударным методом. Невидимые (внутренние) и зашиваемые тонколистовые конструкции из листов толщиной более 10 мм допускается править комбинированным методом.
Правку обшивки с набором одного направления (палубы, платформы и т. п.) исправляют тепловым безударным методом путем нагрева штрихами. Штрихи следует располагать под углом 45 ° к набору (рис. 15).
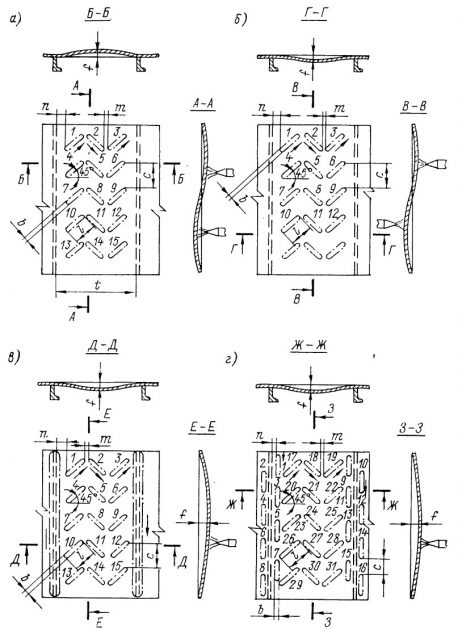
а, б — при бухтинах переменного знака; в, г — при бухтинах одного знака.
t — расстояние между набором; l — длина штриха; n = (0,10÷0,15)t, n1 = 30÷50 мм — расстояние ряда штрихов от набора; m = 2 b — расстояние между рядами штрихов; с — расстояние между штрихами;
1, 2, 3… — очередность нагрева
Бухтины обшивки с перекрестным набором исправляют путем нагрева участков обшивки с обратной стороны приварки набора (рис. 16).
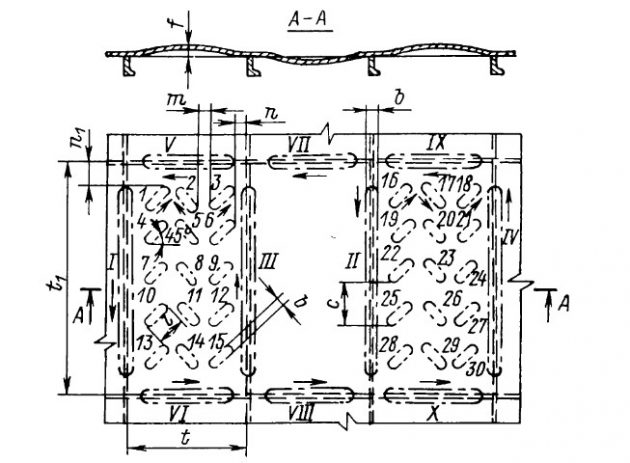
t, t1 — расстояние между набором; l — длина штриха; m = 2b — расстояние между рядами штрихов; n = (0,10÷0,15) t, n1 = (0,10÷0,15) t1 — расстояние ряда штрихов от набора; с — расстояние между штрихами;
1, 2, 3 …— очередность нагрева штрихами;
I, II, III … — очередность нагрева полосами
Бухтины тонколистовых конструкций при толщине обшивки 4 мм и менее допускается править нагревом пятнами (рис. 17). При этом штрихи (пятна) следует наносить рядами равномерно по всему деформированному участку конструкции. Нагревать, конструкции необходимо через одну ячейку. Если после остывания выпрямляемой конструкции прогиб бухтины будет превышать допустимый, правку следует продолжить, т. е. нагреть пропущенные ячейки.
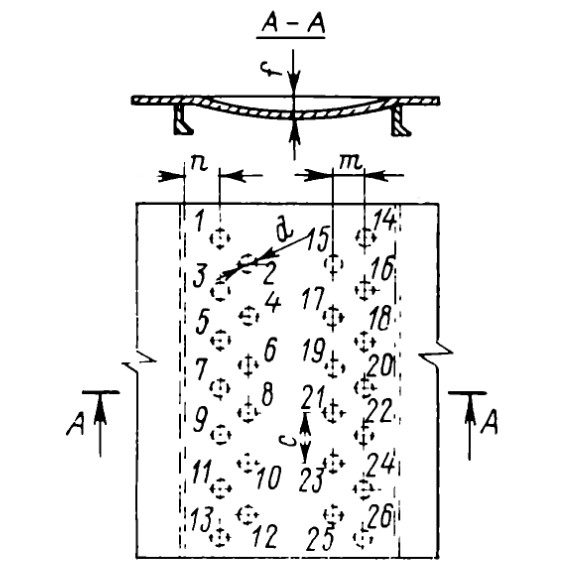
d — диаметр пятна; n ≥ 100 мм — расстояние ряда пятен от набора; m = 6d — расстояние между рядами пятен; c = 6d — расстояние между пятнами в ряду;
1, 2, 3 … — очередность нагрева пятнами
Впадины на криволинейных конструкциях устраняют комбинированным методом. Необходимо перед правкой впадину выжать наружу механическим путем и после этого произвести нагрев обшивки над набором по контуру впадины. Если описанным приемом не удалось выправить впадину до допустимого размера, следует правку ее продолжить механическим воздействием (домкратами, талрепами), т. е. создать пластические деформации растяжения в волокнах впадины, или упруго выжать ее наружу и подкрепить дополнительным ребром жесткости, для чего приварить его к перекрестному набору (рис. 18).
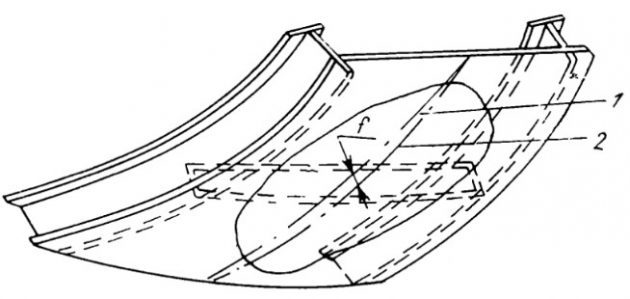
1 — положение обшивки до правки; 2 — то же после правки
Конструкции с ребристостью. Бухтины типа впадин, обращенных к набору (ребристость) устраняют путем нагрева участков обшивки с наружной стороны над набором.
Нагрев обшивки необходимо вести через одно ребро. Если после остывания ребристость будет превышать допустимую, правку следует продолжить нагревом над пропущенными промежуточными ребрами. Ширина зоны нагрева обшивки над набором должна быть такой же, как при правке конструкций с грибовидностью таврового набора.
Если набор был приварен прерывистыми швами, ребристость таких конструкций правят путем нагрева штрихами, длина которых должна соответствовать длине участка сварного прерывистого шва. Располагать штрихи следует со стороны, обратной приваренному набору, над участками сварных швов.
Конструкции с волнистостью и заломом свободных кромок. Такие конструкции правят в результате нагрева участков в виде расширяющихся к кромке полос (треугольников), как указано на рис. 19. Участки нагрева располагают в первую очередь вдоль торцов приваренного набора (как продолжение нагрева от приварки набора), а при необходимости и между набором.
1, 2, 3 … — очередность нагрева
Правку обшивки конструкций с заломом свободных стыковых монтажных кромок секций выполняют механически при помощи «вилки» (обратного пластического отгиба кромки) либо путем обратного упругого выгиба при нагреве полотнища обшивки полосой с наружной стороны вдоль линии приварки крайнего набора (рис. 20).
1 — клин; 2 — кница
Конструкции с «домиками». Местные деформации листовых деталей полотнища в виде прогибов (домиков), образующиеся в районе стыковых сварных соединений узлов, секций и блоков, устраняют следующими способами:
- нагревом полотнища полосами или штрихами вдоль сварного соединения;
- повторной заваркой сварного соединения после предварительной газовой или воздушно-дуговой строжки части шва (в виде канавки глубиной не более чем ⅔ высоты этого шва) с выпуклой стороны «домика».
Правку конструкций из алюминиевых сплавов производят холодным методом, прокаткой или пластическим деформированием зоны сварных соединений. Допускается правка конструкций из алюминиевых сплавов тепловым безударным или комбинированным методами: путем нагрева выпрямляемых участков конструкций электрической дугой неплавящимся вольфрамовым электродом без присадки и с присадкой (холостыми валиками).
Будет интересно: Охрана труда судовых сборщиков и пожарная безопасность
Расстояние между холостыми валиками, а также между холостыми валиками и швами сварных соединений должно быть не менее 100 мм.
Правку конструкций, составленных из алюминиевых панелей, следует производить методами, применяемыми для конструкций с набором.






Спасибо за информацию, картинки очень показательны, узнал много нового