Ремонт и установка трубопроводов играют важную роль в обеспечении эффективной работы водоснабжения и отопления. Современные трубопроводы могут быть выполнены как из металла, так и из пластика, что определяет их характеристики и область применения. Ключевым элементом в системе являются арматура, которая отвечает за управление потоками и герметичность соединений.
Важность правильного выбора арматуры нельзя недооценивать, так как она должна соответствовать материалу труб и условиям эксплуатации. Монтаж трубопроводов требует навыков и знаний, особенно при работе с различными соединениями и типами труб. Правильный подход к ремонту и установке не только обеспечивает надежность системы, но и помогает избежать будущих затрат на обслуживание.
Дефектация отдельных элементов (труб, арматуры) в судовых условиях заключается в периодическом наружном осмотре и, при необходимости, гидравлическом испытании. Элементы, не отвечающие эксплуатационным требованиям, подвергаются ремонту.
Металлические и пластмассовые трубопроводы
Трубопроводы, арматура и устройство судовых системМеталлические трубы широко применяются на судах для различных систем. К основным дефектам относятся местное и общее коррозионное разъедание, свищи, трещины, вмятины, нарушения плотности во фланцевых и штуцерных соединениях. Устранению повреждений предшествует тщательная очистка внутренних полостей и наружной поверхности (в месте ремонта). Для внутренней очистки из труб спускают остатки перекачиваемой жидкости, производят промывку и дегазацию путем продувки сжатым воздухом. После этого очищают наружную поверхность механическим, термическим или химическим способом и устраняют повреждение (табл. 1).
| Таблица 1. Основные повреждения металлических труб и способы их устранения | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Нарушение плотности во фланцевых и штуцерных соединениях | Заменяют прокладку и поджимают фланцевые болты или накидные гайки штуцерного соединения |
| Повреждение лакокрасочных покрытий | Очищают дефектный участок до металлического блеска и восстанавливают покрытие |
| Отдельные вмятины и прогибы | Устанавливают заглушки на фланцы трубы, соединяя штуцер одной из них с магистралью сжатого воздуха. Поднимают давление до 4-4,5 кгс/см2 и нагревают район вмятины газовой горелкой до 650-700 °С. После ее выправления разогретый участок охлаждают водой или струей сжатого воздуха. Если длина вмятины превышает 3/2 диаметра трубы или 1/6 окружности, участок трубопровода заменяют |
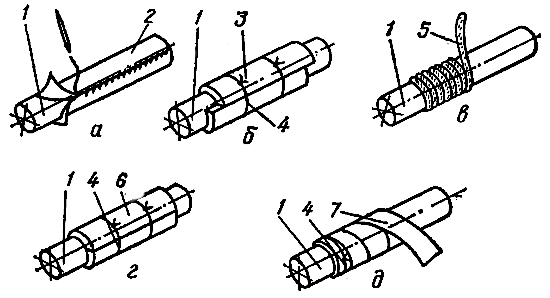
| Свищи и мелкие отверстия, трещины | Производят временное восстановление работоспособности одним из способов, приведенных на рис. 1. Свищи и мелкие отверстия разделывают до чистого металла с последующей установкой стеклоткани, покрытой слоем эпоксидного компаунда (при низких параметрах рабочей среды) или заваривают |
| Местная и общая коррозия | Вырезают дефектный участок трубы, по шаблону изготавливают новый и вваривают его электродуговой или газовой сваркой. При длине дефектной области более 1/3 общей длины участок трубопровода меняют полностью |
| Истирание трубы в месте крепления | Меняют расположение места крепления, устанавливая при сборке мягкие прокладки. На ранее изношенный участок наносят необходимое покрытие (лакокрасочное, изоляционное) |
| Деформация фланцев | Устраняют путем припиловки и шабрения на краску по плите до пяти пятен на участке 25×25 мм, соблюдая перпендикулярность плоскости фланца и оси трубы. Одновременно меняют прокладку |
| Разрывы трубы | Заменяют трубу новой |
При изготовлении участка трубопровода толщина стенки новой трубы должна соответствовать замененной (минимальная толщина определяется по табл. 2).
| Таблица 2. Минимальная толщина стенок стальных труб, мм | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Рабочая среда | Наружный диаметр трубы не более, мм | ||||||||
| 35 | 50 | 90 | 165 | 215 | 270 | 320 | 370 | 425 | |
| Пар свежий, масло, топливо дизельное, хладагенты инертные | 2 | 2,5 | 3 | 4 | 5 | 6 | 7 | 8 | 8,5 |
| Пар отработанный, конденсат, вода пресная, воздух | 2,5 | 3 | 3,5 | 4,5 | 5 | 6 | 7 | 8 | 9 |
| Змеевики для обогревания нефтепродуктов и воды | 3 | 4 | 5 | – | – | – | – | – | – |
| Вода морская холодная | 3 | 3,5 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Вода морская теплая, грузовые трубопроводы | 3,5 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 |
Заменяя дефектные участки, необходимо соблюдать соосность фланцев. Максимальное отклонение от нее не должно превышать 1-2 мм, а непараллельность – 0,2-0,5 мм на диаметр фланца.
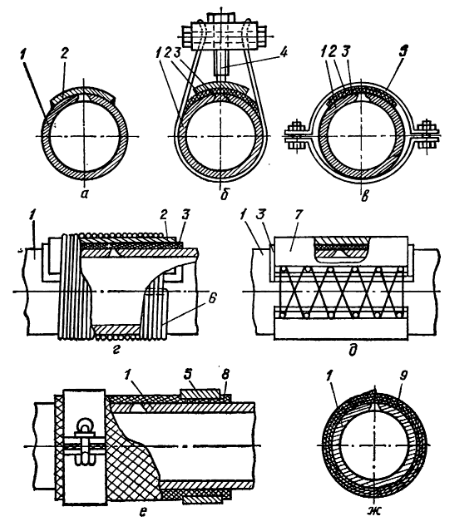
а, б – постановкой накладок; в – с помощью бугелей; г – клетневанием; д – корсетным зажимом; е – с помощью дюритового шланга; ж – бинтованием;
1 – труба; 2 – накладка; 3 – прокладка; 4 – винт; 5 – бугель; 6 – проволока; 7 – корсетный зажим; 8 – дюритовый шланг; 9 – стеклоткань, покрытая слоем эпоксидного компаунда
Для облегчения центровки применяют различные приспособления. Приваривая фланцы и сваривая стыки, расположенные недалеко от торца трубопровода, используют центровку по внутреннему диаметру (рис. 2, а).
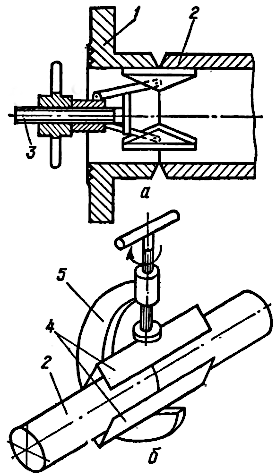
а – по внутреннему диаметру; б – по наружному диаметру;
1 – фланец; 2 – труба; 3 – приспособление для внутренней центровки; 4 – угольник; 5 – струбцина
Если шов выполняется на значительном удалении от торца, лучше производить установку по наружному диаметру (рис. 2, б).
После этого соединяемые детали «прихватывают», снимают центровочное приспособление и выполняют обварку по всему периметру.
Основные характеристики судовых насосов и системПластмассовые трубы характеризуются высокой стойкостью в агрессивных средах, хорошо обрабатываются резанием, свариваются, имеют высокие диэлектрические свойства и малый удельный вес.
Чаще всего в пластмассовых трубопроводах встречаются течи в сварных и разъемных соединениях, деформация труб вследствие ползучести, поломка труб, гидроэрозионный износ (табл. 3). Их подготавливают к ремонту так же, как и металлические.
| Таблица 3. Основные повреждения пластмассовых труб и способы их устранения | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Нарушение плотности в разъемных соединениях | Заменяют прокладку и поджимают фланцевые болты до восстановления плотности |
| Трещины, течь в сварных соединениях полиэтиленовых труб | Осушают трубу путем продувки сжатым воздухом. Электропаяльник, нагретый до 250 °С, вставляют в место повреждения, нагревают кромки до оплавления и обжимают их до закрытия трещины |
| Значительные деформации, обрыв, поломка трубы | Заменяют трубу новой |
При замене пластмассовой трубы отрезают новую с учетом припуска на разделку ее концов и производят их отбортовку или развальцовку. Для этого концы нагревают до температуры 120-130 °С горячим воздухом, газом или маслом и дают прогреться материалу на всю глубину в течение 30-40 мин. Затем при помощи пуансонов и оправок придают концам трубы нужную форму (рис. 3).
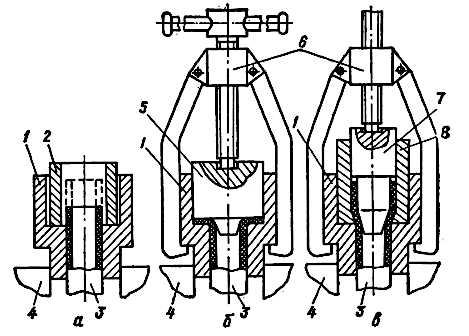
а – предварительный нагрев; б – отбортовка; в – развальцовка;
1 – оправка; 2 – втулка для нагрева; 3 – труба; 4 – тиски; 5 – пуансон для отбортовки; 6 – съемник; 7 – пуансон для развальцовки; 8 – разъемная втулка
Развальцованные трубы соединяют в «раструб», применяя для этого клей из 15-20 %-ного раствора перхлорвиниловой смолы в дихлорэтане. Отработанные пластмассовые трубы стягивают предварительно заведенными на них фланцами через прокладки.
Арматура
Распространенными повреждениями судовой арматуры являются потеря плотности по сопрягаемым поверхностям, коррозионные разрушения корпусов и крышек, заедания при открытии и закрывании (табл. 4).
| Таблица 4. Основные повреждения арматуры и способы их устранения | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Потеря плотности, небольшие повреждения рабочих поверхностей тарелок и седел клапанов | Очищают поверхности и притирают с помощью абразивных паст (ГОИ или алмазных) с последующей проверкой «на карандаш». Притирку выполняют вручную на месте или при снятой арматуре |
| Риски и забоины на сопрягаемых поверхностях корпусов и клиньев клинкетной арматуры | Устраняют путем шабрения по плите на краску до получения 5 пятен на площади размером 25×25 мм с последующей притиркой на тонкой пасте ГОИ |
| Деформация, механические и коррозионные разрушения фланцев и сопрягаемых поверхностей крышек арматуры | Устраняют припиловкой и последующим шабрением на краску до 5 пятен на площади размером 25×25 мм. Отдельные раковины предварительно заваривают электродуговой и газовой сваркой или заполняют эпоксидными компаундами (при низких параметрах рабочей среды) |
| Глубокие риски на рабочих поверхностях тарелок и седел клапанов | Протачивают поверхности и осуществляют совместную притирку на абразивных пастах с последующей проверкой взаимного прилегания «на карандаш». При уменьшении толщины тарелок более чем на 20 % заменяют или наплавляют поверхность с последующей механической обработкой и притиркой |
| Поломка пружины | Меняют пружину |
| Несовпадение пролетов пробок и гнезд в пробковой арматуре | Меняют арматуру |
| Наработки | Устраняют проточкой или пропиловкой с последующей притиркой на абразивных пастах |
| Заедание при открытии или закрывании | Проверяют состояние штоков и втулок, устраняют повреждения на сопрягаемых поверхностях |
При восстановлении работоспособности на месте арматуру очищают от остатков перекачиваемой жидкости путем продувки сжатым воздухом. Если ремонт осуществляют в механической мастерской, дополнитель- но очищают внутренние поверхности от продуктов корозии.
Читайте также: Расчет элементов систем трубопроводов на судне
Для оценки качества притирки в судовых условиях производят проверку «на карандаш» (рис. 4)
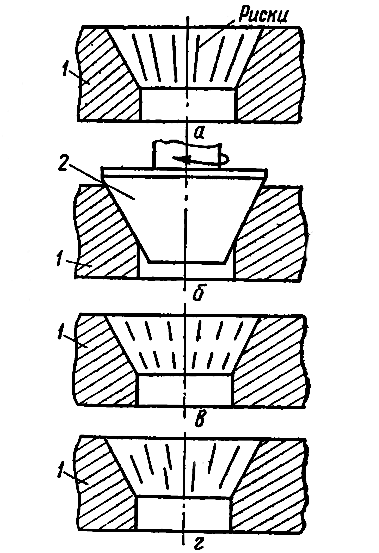
а – нанесение рисок; б – проворачивание клапана; в – правильно притертая поверхность; г – неправильно притертая поверхность;
1 – седло клапана; 2 – клапан
Для этого притертые поверхности тщательно вытирают и проводят на одной из них поперечные риски ка- рандашом. Затем сопрягаемые поверхности приводят во взаимный контакт и выполняют их перемещение. Притирка выполнена качественно, если риски сотрутся равномерно по всей длине.
Монтаж трубопроводов
Закончив ремонт, производят Монтажные операции, общие для всех вспомогательных механизмов на суднемонтажные работы. В судовых условиях отремонтированные или новые элементы устанавливают и подгоняют по месту. При этом важно правильно уложить трубы, установить арматуру и собрать фланцевые соединения.
При укладке трубопроводов обеспечивают необходимый уклон и расстояние их от корпуса судна и трасс электрокабелей. Сварные стыки, для контроля за их состоянием, располагают на расстоянии не менее 50 мм от опоры. Трубы укладывают на мягкие прокладки, поверхность рпор предварительно очищают от ржавчины и покрывают антикоррозионным лакокрасочным покрытием.
При установке арматуры следят за тем, чтобы:
1 направление указательной стрелки на корпусах вентилей и невозврат- ных клапанов совпадало с направлением движения транспортируемой жидкости;
2 шпиндель вентилей с ручным приводом находился в удобном для обслуживания положении;
3 задвижки с электроприводом вертикального исполнения находились в вертикальной плоскости, а горизонтального – в положении «на ребро» (перемещение горизонтальное).
Фланцы сначала собирают на двух болтах (шпильках) и ставят между ними резиновые и паронитовые прокладки. Для облегчения последующей разборки и повышения герметичности соединения перед установкой их протирают с обеих сторон сухим графитом. Затем устанавливают остальные болты или шпильки так, чтобы гайки болтов располагались с одной стороны фланцевого соединения. Затяжку резьбы осуществляют равномерно крест-накрест, поджимая каждую гайку не менее 2-3 раз.
Завершив монтажные работы, производят контроль правильности сборки и плотности соединений. Заполняя трубопровод жидкостью, принимают меры по предотвращению образования воздушных мешков. За время нахождения труб под пробным давлением осматривают отремонтированные элементы. Система считается выдержавшей испытание, если отсутствует течь перекачиваемой жидкости.
После проверки и устранения всех выявленных дефектов наносят антикоррозионное лакокрасочное покрытие и, если это необходимо, производят изоляцию трубопровода. Окраска или маркировка выполняется в соответствии с его назначением. Изоляцию труб и арматуры осуществляют асбестовым шнуром или тканью, стекловатой или стекловолокном, войлоком, прессованными элементами (рис. 5).
а – асбестовой тканью; б – прессованными элементами; в – асбестовым шнуром; г, д – стекловойлоком;
1 – труба; 2 – асбестовая ткань; 3 – прессованный элемент; 4 – проволочный бандаж; 5 – асбестовый шнур; 6 – стекловойлок; 7 – полоса из стекловойлока
Рекомендуется также наносить на трубопроводы стрелки, указывающие направление движения рабочей среды. Это в значительной степени облегчает возможность быстрого отсечения поврежденного участка трубопровода в аварийной ситуации.

- Беньковский Д. Д. Технология судоремонта. М., Транспорт, 1976.
- Блинов И, С. Справочник технолога механосборочного цеха судоремонтного завода. М., Транспорт, 1968.
- Гуревич И. М., Зеличенко А. Я., Кулик Ю. Г. Технология судостроения и судоремонта. М., Транспорт, 1976.
- Держилов Ф. С., Ботштейн Б. Харитонов В. А. Технология судоремонта. М. Транспорт, 1970.
- Искра Е. В., Куцевалова Е. П., Фаворов Б. П. Малярные работы в судостроении. Л., Судостроение, 1968.
- Кропивницкий Н. Н. Общий курс слесарного дела. М., Машиностроение, 1974.
- Мамонов М. Т. Ремонт дизелей типа «Бурмейстер и Вайн», М., Транспорт, 1972.
- Меграбов Г, А. Технология и организация судоремонта. М. Транспорт, 1969.
- Пособие судовому сварщику /Под ред. А. В. Немцева. М., Рекламинформбюро ММФ СССР, 1969.
- Справочник по пайке /Под ред. С. Н. Лоцманова, М., Машиностроение, 1975.
- Справочник судового механика /Под общ. ред. канд. техн, наук Л. Л. Грицая, т. 1. М., Транспорт, 1973. 696 с.; т, 2. М., Транспорт, 1974.
- Шелученко В. М. Ремонт и монтаж судовой дизельной установки. Л., Судостроение, 1970.
- Яковлев В. Н. Справочник слесаря-монтажника, М., Машиностроение, 1975.





