Ремонт теплообменного оборудования играет ключевую роль в обеспечении стабильной работы промышленных процессов. Он включает в себя диагностику, техническое обслуживание и замену изношенных элементов. Своевременный ремонт помогает предотвратить аварии и повысить эффективность работы системы.
Важно следить за состоянием поверхностей теплообменников и арматуры, чтобы избежать серьезных поломок. Также следует учитывать технику безопасности во время проведения ремонтных работ. Компетентный подход к ремонту способствует долговечности и надежности оборудования.
Основные элементы парового котла находятся под постоянным воздействием высокого давления и температуры, а также агрессивной среды: пара и продуктов сгорания топлива. Это приводит к перегреву металла труб, коррозионному износу, нарушению плотности трубных соединений.
Крупные повреждения устраняют на судоремонтных заводах. Небольшие дефекты элементов котла исправляют силами экипажа. При этом выполняют следующие операции:
- заглушку испарительных труб;
- притирку клапанов;
- подтяжку неплотных соединений фланцев арматуры и трубопроводов;
- заделку трещин кирпичной кладки.
Особенности техники безопасности
Для осмотра и работ внутри котла его необходимо надежно разобщить от действующих. С этой целью ставят стальные заглушки между фланцами всех присоединенных к котлу трубопроводов.
До начала Ремонт трубопроводов и арматурразборки трубопроводов, вентилей, вскрытия горловин и т. д. устраняют поступление к месту работы пара, воды, топлива – закрывают соответствующие запорные устройства и принимают меры, чтобы они случайно не открылись. Необходимо также открыть клапаны, краны или другие устройства для стравливания давления. Если это сделать невозможно, следует немного ослабить болты на фланце со стороны, противоположной месту работы, применяя защитные средства (рукавицы, очки, щитки). Дальнейшую разборку производят после падения давления до атмосферного и полного осушения трубопроводов.
Проверяют также, чтобы в котле не возникал вакуум после его опорожнения, даже если был открыт воздушный кран. Для этого ослабляют гайки крышек лаза, последние снимают при достижении атмосферного давления. Лазы и горловины открывают в присутствии механика, в соответствии с рекомендациями по подготовке к разборке оборудования, которое находилось под давлением.
Перед началом работ в топке котла закрывают регистр в дымоходе или надевают чехол на верхний конец дымовой трубы, чтобы избежать сквозняков. Работать разрешается при температуре не выше 35 °С. Если температура до 50 °С, то в исключительных случаях допускается только осмотр котла, время пребывания в нем не более 15 мин. Осматривающего одевают в теплозащитную одежду, снаружи находится наблюдающий, готовый в любой момент оказать помощь.
Повторный допуск этого же работника для осмотра разрешается только после 10-минутного отдыха в помещении, где поддерживается нормальная температура.
Поверхности нагрева котлов
Перед общим осмотром котла очищают его наружные огневые поверхности – стальными, дымогарные трубы – ершистыми щетками. Снятые механическим путем сажу, золу, окалину и ржавчину удаляют обдувкой сжатым воздухом или промывкой горячей водой.
Пароводяное пространство очищают от накипи, шлама и маслянистых веществ. Наиболее рыхлые составляющие удаляют сильной струей воды, твердые компоненты – механическим или химическим способами. Для работы применяют:
- кирки;
- цепи;
- скребки;
- стальные щетки;
- шарошки с электрическим, пневматическим, гидравлическим приводами.
Использование химических средств, несмотря на их эффективность, может привести к разъеданию металла котла, а также затруднить удаление силикатной накипи.
Оспины, свищи, трещины, надрывы, неплотности в вальцованных соединениях, а также другие дефекты, нарушающие герметичность котла, обычно обнаруживают по течи. Желательно это делать пока котел находится под давлением. Если при осмотре испарительных поверхностей нагрева со стороны топки или открытых щитов обшивки не удается обнаружить поврежденную трубку, применяют один из следующих способов:
- подают в котел через пароводяной коллектор новую порцию и по течи обнаруживают дефектную трубку;
- сливают воду из котла, последовательно заглушают испарительные трубки со стороны водяного коллектора деревянными или резиновыми пробками, затем заполняют водой из пароводяного коллектора заглушенные трубки (в дефектной трубке уровень воды не будет удерживаться и быстро уйдет);
- резиновой грушей с надувным баллоном последовательно накачивают воздух в трубки через отверстие в пробке, которую устанавливают со стороны пароводяного коллектора (при наличии отверстия в трубе создать давление в надувном баллоне невозможно);
- используют приспособление для опрессовки водогрейных трубок (рис. 1).
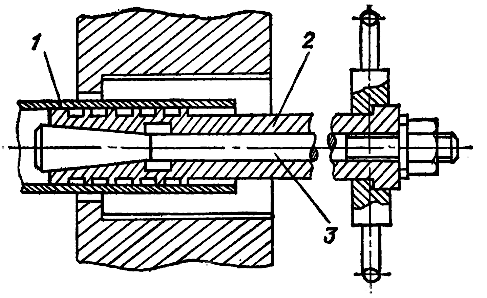
а – при определении течи в местах вальцовки; б – при определении течи в стенках трубки;
1 – пробка для выпуска воздуха; 2 – штуцер; 3 – гайка 4 – шайба; 5 – прокладка; 6 – стакан; 7 – прокладка; 8 – трубная доска; 9 – испытуема трубка; 10 – разборная стяжка; 11 – прокладка 12 – штуцер для присоединения шланга
После обнаружения дефекта его устраняют одним из способов, приведенных в табл. 1.
| Таблица 1. Основные дефекты поверхностей нагрева котлов и способы их устранения | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Отдельные участки испарительных трубок поражены неглубокой коррозией | Зачищают пораженные места стальными щетками, закрашивают суриком или графитом. |
| Появление течи в вальцовочных соединениях труб. Появление солевых отложений (белого цвета) на трубах и наружных поверхностях коллекторов | Устраняют подвальцовкой неплотности соединений труб. Затем котел подвергают гидравлическому испытанию. |
| Лопнула испарительная или дымогарная труба в котле | Выводят котел из действия. После его остывания лопнувшую трубу заглушают или заменяют. Окончив работы, производят гидравлические испытания. |
Для заглушки труб используют конические гладкие пробки из мягкой стали или с конической резьбой из твердой стали, а также колпачковые заглушки. Гладкие пробки (рис. 2, а) устанавливают ударами молотка, а резьбовые – вращением ключом. Колпачковые заглушки (рис. 2, б) монтируют с помощью вальцовки.
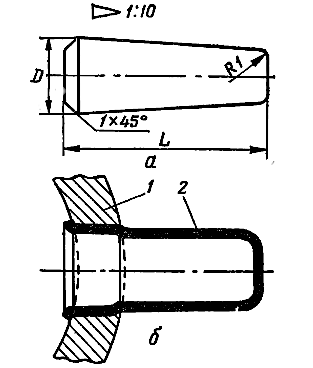
а – гладкая; б – колпачковая;
1 – трубная доска; 2 – заглушка
В дефектных трубах, имеющих мелкие сквозные трещины, свищи, чрезмерный износ (свыше 40 % толщины трубы), после установки пробок пробивают отверстия, так как при вводе котла в действие воздух, оставшийся в трубе, может выбить заглушки.
При эксплуатации котла допускается глушение 10-12 % труб от общего количества по элементам котла. Если число их больше, вместо вышедших из строя устанавливают новые.
Работы по замене начинают с наружной чистки поверхностей, чтобы исключить возгорание сажи при вырезании трубок кислородно-ацетиленовыми горелками или образования густого сажевого облака в случае их вырубания. Если трубу удаляют с помощью газовой горелки, перерезание выполняют на расстоянии не менее 100-150 мм от коллектора при обязательной защите его и соседних труб асбестовыми листами.
Вырубание трубок целесообразно производить заподлицо с поверхностью коллектора. Для удаления их концов прежде всего отгибают колокольчик внутрь. Затем в зазор между отверстием коллектора и наружной поверхностью трубки вводится рабочая часть зубила и с помощью пневматического молотка или небольшой кувалды конец удаляется (рис. 3).
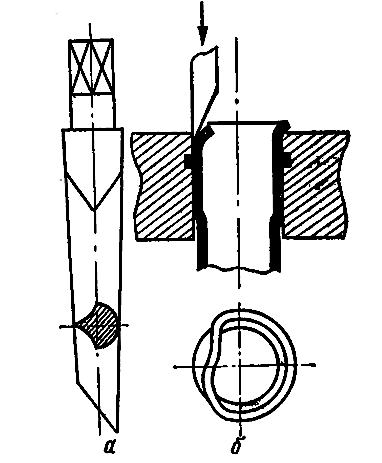
а – зубило для удаления трубок; б – ослабление вальцовочного соединения с помощью зубила
Освобожденное отверстие подготавливают к установке новой трубки: поверхность очищают, обращая внимание на состояние канавок, где могут скапливаться масло или продукты коррозии.
Перед установкой концы трубки зачищают до металлического блеска на длине, равной трехкратной толщине трубной доски, затем ее вводят в гнездо и проверяют размер выступающего конца. Он должен составлять 6-7 мм для труб с наружным диаметром до 45 мм и 8-9 мм – при больших диаметрах.
Положение трубки относительно коллекторов фиксируют с помощью двух хомутиков, закрепляемых на ней и упирающихся в коллектор с наружной стороны. Длина прямого участка за пределами наружной поверхности доски должна составлять не менее 15 мм. В гнезде коллектора ее закрепляют путем развальцовки.
Эту операцию начинают с применения винтовой вальцовки. При периодической подаче конуса и непрерывном его вращении трубку раздают до требуемых пределов. не двигается в гнезде и не издает дребезжащего звука при легких ударах молотка. На втором заканчивается, когда она этапе применяется косая бортовочная вальцовка, то есть одновременное вальцевание и отбортовка конца трубы под углом 15-18° к оси. Процесс считается завершенным, когда осевое перемещение конуса вальцовки от начального положения составит величину, указанную в табл. 2.
| Таблица 2. Величина осевого перемещения конуса при развальцовке и отбортовке труб, мм | ||||||
|---|---|---|---|---|---|---|
| Наружный диаметр трубы | Толщина трубной доски коллектора | |||||
| 20 | 25 | 30 | 35 | 40 | 45 | |
| 38 | 13 | 11 | 10 | 9 | 9 | 9 |
| 51 | 17 | 14 | 12 | 11 | 11 | 11 |
| 60 | – | 16 | 14 | 13 | 13 | 13 |
| 78 | 25 | – | – | – | – | – |
| 83 | 30 | 27 | 24 | 23 | 22 | 22 |
Для оценки Сборка типовых соединений судна и их балансировкакачества вальцовочного соединения производят гидравлическое испытание котла, а также оп- ределяют величину утонения отбортованного конца трубки (колокольчика).
| Таблица 3. Минимально допустимые толщины стенок колокольчиков в зависимости от номинальной | |||||||
|---|---|---|---|---|---|---|---|
| Толщина стенок трубок, мм | 2,5 | 2,75 | 3,0 | 3,25 | 3,50 | 3,75 | 4,0 |
| Минимальная толщина стенки колокольчика, мм | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 |
Если обнаружена неплотность в вальцовочных соединениях, выполняют подвальцовку, используя косую бортовочную вальцовку. При этом необходимо, чтобы ранее эта операция не производилась, а толщина стенок колокольчика‚ была не ниже минимальных значений.
Арматура котлов
В результате коррозии, эрозии, попадания на уплотняющие поверхности твердых частиц (окалины, накипи), заклинивания, прикипания арматура котлов изнашивается. По этой причине запорная арматура (стопорные и разобщительные клапаны, воздушные краны) не обеспечивает необходимого перекрытия трубопроводов, а предохранительные клапаны не срабатывают при достижении предельных величин давления, илиене садятся на место. В результате неплотности сальников или фланцевых соединений возникает утечка пара, конденсата.
В связи с этим в обязанность обслуживающего персонала при восстановлении арматуры входит выполнение таких работ, как притирка клапанов и кранов, замена деталей – прокладок, стекол в водоуказательных приборах (табл. 4).
| Таблица 4. Основные повреждения арматуры котлов и способы их устранения | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Нарушение – плотности во фланцевых соединениях трубопроводов | Заменяют дефектную прокладку новой. Плотность соединения проверяют при гидравлических испытаниях. |
| Нарушение плотности сальника парового, водяного клапана | Подтягивают сальник. При отсутствии положительных результатов снижают давление рабочей среды до атмосферного и меняют набивку. |
| Предохранительный клапан пропускает пар при рабочем давлении | Приподнимают клапан вручную и вновь опускают на гнездо. В случае необходимости его притирают или протачивают (с последующей притиркой). Порядок разборки каждого клапана указывается в инструкции по обслуживанию. |
| На шпильках и гайках после разборки клапана наблюдаются мелкие задиры и забоины резьбы | Устраняют дефект леркой, метчиком или проточкой на токарном станке. Шпильки и гайки с сильно поврежденной резьбой (вытянутость по шагу, срыв более 2-х ниток, износ) заменяют новыми. |
| После разборки клапана на поверхности штока обнаружены коррозионные повреждения, шток имеет изгиб | Шлифуют или полируют шток на токарном станке, Непрямолинейность устраняют правкой на прессе или, при небольшом изгибе, проточкой на токарном станке. Если после проточки диаметр уменьшится более чем на 20%, шток заменяют. |
| Поверхности прилегания клапана и гнезда имеют риски, царапины, забоины | Протачивают на токарном станке и притирают. Операцию заканчивают, если на поверхности по всей окружности поля появляется сплошной матовый ободок (полоса). |
| Водоуказательный прибор неисправен (неподвижный уровень воды в стекле) | Закрывают краны. Каналы очищают медной или латунной проволокой до секущих клапанов, пропуская ее через отверстия в гайках. Продувают стекло. |
| Вышло из строя стекло водоуказательного прибора | Закрывают клапаны. Заменяют дефектное стекло. |
К проточке деталей арматуры прибегают в исключительных случаях, когда обнаружены забоины, вмятины, коррозия на полях притирки и на штоках.
Чтобы устранить неплотности во фланцевых соединепиях арматуры или трубопроводов, заменяют прокладки. После снижения давления, охлаждения и спуска воды ослабляют болты и несколько разводят фланцы для удаления дефектной прокладки. Оставив два болта, между фланцами заводят и аккуратно устанавливают заранее подготовленную прокладку, материал которой соответствует рабочей среде, давлению и температуре (см. Материалы, применяемые в судоремонте“Клеи (по ГОСТ 2199-66, 3056-74, 3252-75, 12172-74 и нестандартные)”), а размеры – чертежу. Затем вставляют все болты и заворачивают гайки вручную. Затягивание их выполняют постепенно на диаметрально расположенных болтах. Плотность соединения проверяют при гидравлических испытаниях и окончательно – при постепенном подъеме давления пара в котле до рабочего.
Важное значение при ремонте клапана имеет правильная набивка и затяжка сальника. Материал выбирается в соответствии с рабочей средой и параметрами (давлением и температурой), при которых клапан работает. После разборки сальникового уплотнения проверяют состояние шпинделя в месте прохода через набивку.
У арматуры высокого давления овальность не должна превышать – 0,02 мм, износ – 0,05 мм, а конусность на длине 300 мм – 0,08 мм. Величину зазора между шпинделем и сальниковой набивкой при высоком давлении принимают в пределах 0,06-0,1 мм, а при среднем – 0,1-0,25 мм. Если указанные требования не удовлетворяются, шпиндель отшлифовывают и в случае необходимости заменяют сальниковую набивку.
Собирая клапан с крышкой, шток поднимают в крайнее верхнее положение. Окончательно затягивают сальник при паровом испытании котла, когда все детали прогреваются до рабочей температуры. Если при этом наблюдается пропуск пара, его подтягивают дополнительно. Когда шток ходит туго, сальник слегка ослабляют. Колец набивки должно быть столько, чтобы после окончательной сборки нажимная втулка вхо- дила в коробку на глубину 10-25 % своей высоты.
Часто дефектами арматуры являются пропуски клапанов, которые устраняют притиркой по гнезду. Трещины в корпусах паровой арматуры ремонтировать опасно, так как при некачественной заварке клапан может разорвать давлением пара.
При выходе из строя водоуказательного стекла его заменяют, предварительно перекрыв краны водоуказательного прибора. За уровнем воды следят по второму прибору и проверяют его через каждые полчаса пробными кранами. Удалив лопнувшее стекло, очищают гнездо в рамке и крышках от старых прокладок. Новые прокладки вырезают по размерам старых, затем, пропарив их в кипящей воде и прографитив, устанавливают в гнездо. Для снятия напряжения стекло кипятят в масле 30 мин с последующим медленным охлажденим и проверкой на плите. После этого крышками его прижимают к рамке с помощью болтов с гайками. Гайки поджимают равномерно крест-накрест, иначе возникают перекосы и стекло во время работы котла может лопнуть.
Футеровка котлов
Своевременный Дефектация и ремонт судовых паровых котлов и теплообменных аппаратовремонт топочных устройств обеспечивает экономичную работу котла. Повреждение футеровки приводит к прожогам элементов каркаса и обшивки котла, перегреву труб.
Наиболее часто кирпичная кладка выходит из строя в результате расплавления (образования стекловидной массы на поверхности кладки), растрескивания (являющегося следствием неравномерности нагрева, вибрации, недостаточной жесткости фронтов), деформирования (выпучин, искривлений в связи с неравномерностью температурных полей) и разрыхления (образования множества мелких поверхностных трещин) (табл. 5).
| Таблица 5. Основные неисправности футеровки и способы их устранения | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Разрушение или выпадение пробок крепительных болтов | Зачищают отверстие в кирпиче, удаляют окись железа и обмазывают отверстие мертелем |
| Выгорели швы, растрескались отдельные кирпичи | Расчищают отдельные поврежденные места и обмазывают их мертелем |
| Разрушение кирпичной кладки, появление трещин | Заделывают трещины между кирпичами огнеупорным мертелем (смесь шамота с огнеупорной глиной). Разрушенные и выкрошившиеся кирпичи заменяют новыми и тщательно заделывают мертелем |
| Значительные нарушения креплений кирпичей на большом участке кладки и в фурмах | Производят полную перекладку футеровки в поврежденном районе |
| Повреждение кладки фурменных отверстий | Заполняют выкрошившиеся части смесью толченного огнеупорного кирпича и огнеупорной глины. При ремонте сохраняют диаметр фурменного отвёрстия и концентричность фурм относительно центров форсунок |
При замене отдельных кирпичей снимают крепления и устанавливая новый кирпич, заполняют зазоры и отверстия под головку болта мертелем. Материалы для ремонта кладки вы- бирают согзасно маркам, указанным в формуляре (табл. 6).
| Таблица 6. Рекомендуемые материалы для кирпичной кладки топок | ||
|---|---|---|
| Тип котлов | Материал обмуровки | |
| основной | заменяющий | |
| Вспомогательные водотрубные неэкранизированные | Высокоглиноземистый легковесный кирпич ГОСТ 5040-68 | Многошамотный каолиновый кирпич не ниже класса «0», ГОСТ 7940-56 |
| Огнетрубные и комбинированные главные и вспомогательные | Шамотный кирпичне ниже марки ША, ГОСТ 390-69 | Шамотный кирпич не ниже марки ШБ, ГОСТ 390-69 |
Форма, размеры и установка кирпичей определяется чертежом. Кладку начинают с углов и последовательно укладывают ряд за рядом так, чтобы вертикальные швы у соседних рядов были разнесены не менее чем на 1/4 длины кирпича. Между кирпичами наносят слой мертеля толщиной 2-3 мм.
Читайте также: Материалы, применяемые в судоремонте
Для кладки из высокоглиноземистых изделий применяют мертель ВТ-1, шамотных – ШТ-1. Первый состоит из 80-85 % высокоглиноземистого шамота и 15-20 % огнеупорной глины, второй изготавливают из молотого шамота и огнеупорной глины (в тех же пропорциях).
Для повышения пластических свойств мертелей обоих типов в них добавляют пластификатор: раствор кальцинированной соды (9 кг на 50 л воды) и 12,5 кг сульфитноспиртовой барды.
Мертели замешивают на воде или жидком стекле до полужидкого состояния. Нормальная консистенция раствора определяется следующим образом: при нажиме верхнего кирпича раствор мертеля должен выдавливаться и полностью заполнять шов. Раствор пластифицированного мертеля сохраняет свои рабочие свойства в течение 24-48 ч.
После ремонта кирпичную кладку сушат. Для этого открывают воздухонаправляющие устройства и лазы. Котел заполняют водой и в топке разводят костер. Температура кладки повышается не более чем на 5-7 °С в час. При 150 °С кирпичную кладку выдерживают в течение 12 ч. Затем включают форсунку, и прогрев кладки производится быстрее (20-30 °С в ч).
Утилизационные котлы
Особенность конструкций утилизационных котлов заключается в отсутствии топки. При их эксплуатации могут выходить из строя приборы, появляться неплотности в обшивке котла, повреждаться змеевик и т. д. (табл. 7).
| Таблица 7. Основные неисправности утилизационных котлов и способы их устранен | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Поломка водомерного стекла на сепараторе | Заменяют без выключения котла, если система автоматического регулирования питанием и защита работают исправно. При ручном управлении питанием для смены водомерного стекла котел выводят из действия по водяной стороне |
| Неплотности обшивки, отходящие газы двигателя попадают в машинное отделение | Подтягивают болты, при неработающем двигателе заменяют прокладки |
| Неплотности сварных соединений обшивки | Останавливают двигатель. Подварку швов производят на участках, тщательно очищенных от гудрона |
| Появление воды из трубы змеевика, отведен ной от водяного затвора к воронке, расположенной у поста управления | Останавливают двигатель. Определяют течь и ставят заглушки. Котел подвергают гидравлическому испытанию |
Теплообменные аппараты
В процессе работы теплообменные аппараты теряют технико-эксплуатационные качества из-за износа, повреждений, коррозии. К характерным неисправностям относятся:
- ухудшение процесса теплопередачи в результате загрязнения и эксплуатационных отложений;
- появление неплотностей в соединениях трубок и трубных досок;
- корродирование корпусов, трубных досок, трубок теплообменных аппаратов;
- обесцинкование трубных досок и трубок;
- разрушение слоя полуды водяных камер, цинковых протекторов.
Во время ремонта экипаж выполняет следующие типовые работы:
- восстановление плотности соединений трубок с трубными досками;
- замену протекторов и прокладок;
- устранение мелких дефектов корпусов и крышек аппаратов;
- ремонт арматуры;
- гидравлические испытания для проверки плотности соединений.
| Таблица 8. Основные неисправности теплообменных аппаратов и способы их устранения | |
|---|---|
| Характер повреждения | Основные способы устранения |
| Появление течи в местах соединения трубок с трубными досками | Устраняют течь соединений с набивкой подворачиванием уплотнительной втулки. Если плотность восстановить не удается, набивку заменяют. Плотность вальцовочных соединений восстанавливают подвальцовкой |
| Трещины, значительные прогибы, глубокие коррозионные разрушения в трубках | Глушат трубки, забивая оба конца конусными пробками (см. рис. 2) |
Плотность соединений трубок с трубными досками может быть нарушена при перегреве теплообменника, при сильных ударах корпуса, вибрации.
| Таблица 9. Размеры заглушек в зависимости от внутреннего диаметра трубки, мм | ||
|---|---|---|
| Внутренний диаметр трубки | Диаметр заглушек | Длина заглушек |
| 7 | 9 | 30 |
| 8 | 9,5 | 30 |
| 9 | 11 | 40 |
| 10 | 12 | 40 |
| 12 | 15 | 40 |
| 13 | 15 | 40 |
| 14 | 16 | 40 |
| 15 | 17 | 40 |
| 16 | 18 | 40 |
| 17 | 19 | 40 |
| 20 | 22,5 | 50 |
За время эксплуатации разрешается глушить не более 10 % всех трубок. К трубкам из стали марки 10 заглушки изготавливают из стали Ст.3, а к трубкам из меди, латуни, мельхиора, медно-никелевых сплавов – из меди МЗ. Перед глушением отверстия с двух концов зачищают до чистого металла; заглушку забивают ударами молотка.
1 – трубка; 2 – распорная втулка; 3 – стержень с конусным наконечником
Для удаления старых трубок из трубных досок выворачивают резьбовые втулки и вырезают старые фибровые и свинцовые кольца. Затем в трубку вводят приспособление (рис. 4) и удаляют ее. Если она имеет вальцовочное соединение, его нарушают или вырезают специальным приспособлением. Установка и вальцевание трубок выполняются как и при ремонте котла.

- Беньковский Д. Д. Технология судоремонта. М., Транспорт, 1976.
- Блинов И, С. Справочник технолога механосборочного цеха судоремонтного завода. М., Транспорт, 1968.
- Гуревич И. М., Зеличенко А. Я., Кулик Ю. Г. Технология судостроения и судоремонта. М., Транспорт, 1976.
- Держилов Ф. С., Ботштейн Б. Харитонов В. А. Технология судоремонта. М. Транспорт, 1970.
- Искра Е. В., Куцевалова Е. П., Фаворов Б. П. Малярные работы в судостроении. Л., Судостроение, 1968.
- Кропивницкий Н. Н. Общий курс слесарного дела. М., Машиностроение, 1974.
- Мамонов М. Т. Ремонт дизелей типа «Бурмейстер и Вайн», М., Транспорт, 1972.
- Меграбов Г, А. Технология и организация судоремонта. М. Транспорт, 1969.
- Пособие судовому сварщику /Под ред. А. В. Немцева. М., Рекламинформбюро ММФ СССР, 1969.
- Справочник по пайке /Под ред. С. Н. Лоцманова, М., Машиностроение, 1975.
- Справочник судового механика /Под общ. ред. канд. техн, наук Л. Л. Грицая, т. 1. М., Транспорт, 1973. 696 с.; т, 2. М., Транспорт, 1974.
- Шелученко В. М. Ремонт и монтаж судовой дизельной установки. Л., Судостроение, 1970.
- Яковлев В. Н. Справочник слесаря-монтажника, М., Машиностроение, 1975.





