Материалы для судоремонта играют ключевую роль в обеспечении надежности и долговечности морских судов. В этой области используются как металлические, так и неметаллические материалы. Сталь и чугун обеспечивают прочность и устойчивость к коррозии, в то время как медь и алюминий предлагают легкость и хорошие антикоррозийные свойства.
Сплавы титана становятся все более популярными благодаря своим выдающимся механическим характеристикам. Не менее важными являются и лакокрасочные материалы, которые защищают поверхности от воздействия окружающей среды. Выбор правильных материалов критически важен для гарантии безопасности и долговечности судов.
Металлические материалы
Качество ремонта в судовых условиях во многом определяется умением правильно выбрать материал для изготовления детали ремонтируемого механизма из имеющихся в кладовых судна, используя данные о его свойствах.
В настоящее время основными материалами судостроения являются:
- черные (сталь, чугун);
- цветные (медь, алюминий, титан, бронза, силумин и т. д.) металлы и сплавы (табл. 1).
| Таблица 1. Металлические материалы для судоремонтных работ | ||||
|---|---|---|---|---|
| Марка | Режим термической обработки при изготовлении детали | Механические свойства | Область применения | |
| предел прочности, кгс/мм2 | относительное удлинение, % | |||
| не менее | ||||
| Стали (по ГОСТ 380-71, 1050-74, 1435-5654, 4573-71, 5632-72, 5950-73, 14959-69 и 19281-73) | ||||
| ВСТт. 3 | – | 37 | 23 | Малоответственные или слабонагруженные валики, рычаги, болты, гайки, элементы сварных конструкций |
| ВСт. 4 | – | 41 | 21 | Корпуса и крышки подшипников, оси, валики, штыри, муфты |
| 10 | – | 34 | 31 | Трубки, прокладки, заклепки и т. п. |
| 20 | – | 42 | 25 | Элементы трубных соединений, штуцеры, фланцы; элементы сварных конструкций |
| 30 | – | 50 | 21 | Оси, рычаги, фланцы, крепежные детали |
| 45 | 3,840 В, О, 600, В и М | 75 | 10 | Ответственные детали: шестерни, шатуны, штоки, плунжеры |
| У7 | З, 800-820, В, О, 275-350 | – | – | Зубила, отвертки, бородки, кернеры |
| У12 | З, 760-780, В, О, 180-200 | – | – | Резцы, сверла, напильники, шаберы |
| 10ХСНД | – | 54 | 19 | Элементы сварных конструкций корпуса судна |
| 30ХМ | З, 880, М, О, 540, В и М | 95 | 11 | Высоконагруженные детали дизелей и турбин: шатуны, штоки, болты |
| 40Х | З, 860, М, О, 500, В и М | 100 | 10 | Крупные ответственные детали, работающие в условиях больших удельных нагрузок: коленчатые валы, штоки, зубчатые колеса, диски |
| 40ХН | З, 820, В и М, О, 500, В и М | 100 | 11 | |
| 50ХФА | З, 850, М, О, 520, М | 130 | 8 | Ответственные пружины из проволоки диаметром до 20 мм и рессоры, работающие при температуре до 300 °С |
| 65Г | З, 840, М, О, 480, М | 100 | 8 | Цилиндрические и конические пружины, пружинные кольца и шайбы, упорные кольца |
| 12Х13 | З, 1 000-1 100, М, О, 700-775 | 60 | 20 | Детали повышенной пластичности, работающие в слабокорродирующих средах при невысоких температурах: штоки, рубашки, валы насосов |
| 40Х13 | З, 1 000-1 050, М, О, 180-200 | 168 | 3 | Режуший инструмент и износостойкие детали, работающие в условиях пара, растворах солей: клапаны, штуцеры, иглы насосов |
| 12Х18Н9Т | З, 1 100- 1 150, В | 55 | 40 | Детали, находящиеся в морской воде, растворах солей, во влажной среде: элементы теплообменных аппаратов, коллекторы выхлопных систем |
| 40Х9С2 | З, 1 000-1 050, М, О, 800, В | 87 | 24 | Выпускные клапаны ДВС, теплообменники, форкамеры, распылители |
| Медь и ее сплавы (по ГОСТ 493-54, 613-65, 856-66, 15527-70, 17711-72 и нестандартные) | ||||
| М1 | – | 22 | 35 | Токопроводящие детали |
| М3 | – | 22 | 35 | Трубы, листы, прутки, прокладки для емкостей высокого давления |
| Л68 | – | 32 | 55 | Детали, не соприкасающиеся с морской водой и работающие при температуре до 250 °С: детали маслоохладителей конденсаторов, диафрагм турбин |
| ЛО70-1 | – | 35 | 60 | Детали, находящиеся в морской воде: трубные доски, сальниковые втулки, шпиндели и штоки арматуры и насосов |
| ЛС59-1 ЛМц58-2 | – | 40 40 | 45 40 | Несложные детали, находящиеся в среде воздуха, морской и пресной воды, масла, топлива и пара при температуре до 250 °С: крепежные детали арматуры, узлов трения |
| ЛМцЖ55-3-1 | – | 50 | 10 | Ответственные детали, работающие в морской воде, масле, жидком топливе и паре при температуре до 250 °С: крыльчатки насосов, крышки сальников, пробки кранов |
| БрОЦ10-2 | – | 20 | 2 | Ответственные детали, работающие в морской воде: крыльчатки, корпуса, облицовки валов |
| БрОЦС5-5-5 | – | 15 | 6 | Антифрикционные детали, не соприкасающиеся с морской водой: червячные шестерни, втулки, вкладыши |
| БрАМц9-2 | – | 40 | 20 | Детали, работающие в морской и пресной воде, жидком топливе и паре при температуре до 250 °С: корпуса, крышки, поршни, втулки, детали арматуры |
| БрАЖН10-4-4 | – | 65 | 35 | Ответственные детали, работающие в тяжелых условиях износа при температуре до 500 °С: седла клапанов, направляющие втулки выпускных клапанов, шестерни |
| Алюминий и его сплавы (по ГОСТ 2685-63, 4784-63 и 12592-67) | ||||
| АД1 | – | 7 | 5 | Переговорные трубы, емкости для хранения пишевых продуктов, воды |
| АЛ2 | – | 15 | 1 | Малонагруженные детали, работающие в сухих помещениях и не соприкасающиеся с морской водой: кожухи, маховики, рукоятки |
| АМг3 | – | 18 | 6 | Детали, работающие при температуре до 150 °С и подвергаюшиеся сварке: переборки, выгородки, трубы пресной воды, топлива, масла, дельные вещи |
| Д1 | З, 505-510, В, ЕС | 36 | 10 | Детали, работающие в сухих помещениях и не соприкасающиеся сморской водой: стойки, тяги, двери, мебель |
| Д16 | З, 495-505, В, ЕС | 40 | 8 | Ответственные детали, работающие в сухих помещениях и не соприкасающиеся с морской водой: трапы, настил пола, топливные и масляные цистерны |
| Титан и его сплавы | ||||
| ВТ1 ВТ5 | – | 30 75 | 25 12 | Ответственные детали, работающие в морской воде, азотной кислоте, при температурах до 300 °С: обшивка судов, детали насосов, гребные винты |
| Баббиты (по ГОСТ 1209-73 и 1320-74) | ||||
| Б88 | 240-320 | 8 | 9 | Подшипники быстроходных и сред необоротный дизелей, PV =750 кгс. м/см2c, где P – удельная нагрузка подшипника, кгс/см2; V – скорость скольжения в подшипнике, м/с |
| Б83 | 240-370 | 9 | 6 | Подшипники турбин, крейцкопфные и мотылевые подшипники малооборотных дизелей PV = 500 кгс-м/см2c |
| БН | 240-400 | 7 | 1,7 | Заменитель баббита Б83 PV = 200 кгс-м/см2c |
| Б16 | 240-410 | 7,8 | 0,2 | Подшипники неответственных механизмов, работающих при спокойной нагрузке: брашпилей, лебедок PV = 300 кгс-м/см2c |
| Припои (по ГОСТ 5.9151-73) | ||||
| ПОС90 | 183-220 | 4,9 | – | Лужение и пайка внутренних швов пищевой посуды |
| ПОСу30-2 | 185-250 | 4 | 45 | Лужение и пайка черных металлов,меди, латуни, алюминиевых бронз, цинка, лужение подшипников из латуни и бронзы под заливку оловянно-свинцовыми баббитами |
| П150А | 150-150 | 6,5 | – | Пайка алюминия с применением флюса |
| 34А | 525-525 | 18 | 1 | Пайка алюминия и его сплавов |
| ЛК62-0,5 | 905-905 | 20 | 35 | Пайка меди, латуни и меди с латунью в соединениях, не работающих в морской воде |
| МЦФЖ-24-6-0,75 | 690-700 | 22 | – | Пайка сплавов на медной основе в узлах приборостроения, не подвергающихся вибрации и не работающих в морской воде |
| ПСр45 | 660-725 | 18 | – | Пайка нержавеющих сталей, меди, латуни, бронз в соединениях, подвергающихся вибрации |
| Примечания: 1. В графе.2 введены следующие обозначения: З – закалка, В – охлаждение в воде, О – отпуск, М – охлаждение в масле, ЕС – естественное старение. При отсутствии буквы после температуры охлаждение производят на воздухе 2. В графе 2 для баббитов и припоев указаны температуры начала и конца расплавления | ||||
Сталь
Сталь – сплав железа с углеродом и другими элементами, содержащий:
- до 2,14 % углерода (температура плавления tпл – 1 250-1 540 °С;
- линейный коэффициент термического расширения α = (10-14) × 10-6 1/°С;
- плотность γ = 7,5-8,4 г/см3).
Неболышая стоимость, высокий комплекс механических, технологических и других свойств способствуют ее широкому применению в судостроении.
По химическому составу стали делятся на углеродистые (обыкновенного, качества и качественные) и легированные (качественные и высскокачественные).
Углеродистая сталь обыкновенного качества обозначается буквами Ст. и условными номерами от 0 до 7. Ее подразделяют на группы А, Б и В; в маркировке указываются только группы Б и В. Сталь группы А поставляется по механическим свойствам и применяется без дополнительной термообработки, группы Б – по химическому составу, в дальнейшем подвергается термической обработке, группы В – по-химическим свойствам и химическому составу, используется в сварных конструкциях. Пример маркировки: сталь Ст.0, сталь ВСт3.
Материалы, применяемые в судоремонтеКачественные углеродистые стали поставляют по химическому составу и механическим свойствам, что дает возможность в дальнейшем применять термообработку. Маркировка их зависит от назначения.
Марка качественной конструкционной стали включает двузначное число, указывающее среднее содержание углерода в сотых долях процента. Пример маркировки: сталь 08, сталь 45.
Марка инструментальной углеродистой стали обозначается буквой У и числом, показывающим содержание углерода в десятых долях процента. Пример маркировки: сталь У7, сталь У13.
Легированная сталь содержит специально введенные элементы: хром, никель, алюминий и т. д. Ее поставляют по химическому составу и, как правило, подвергают термической обработке.

Источник: wikipedia.org
Марка стали состоит из букв и чисел: буквы обозначают входящие в данную сталь легирующие элементы, а следующие за ними числа – среднее содержание данного элемента в процентах.
Если число отсутствует, то содержание элемента в стали примерно 1 % или меньше. Легирующие элементы обозначают буквами:
- Х – хром;
- Н – никель;
- М – молибден;
- В – вольфрам;
- К – кобальт;
- Т – титан;
- А – азот;
- Г – марганец;
- Д – медь;
- Ф – ванадий;
- С – кремний;
- П – фосфор;
- Ю – алюминий;
- Р – бор;
- Б – ниобий;
- Ц – цирконий.
Число, стоящее в начале марки, указывает содержание углерода: двузначное – в сотых долях процента, однозначное – в десятых. Если такое число отсутствует, то в стали содержится около 1 % углерода.
Буква А в конце марки указывает на повышенное качество сплава. Пример маркировки: сталь 10ХСНД, сталь 9ХС, сталь Г13, сталь 30Х19Н9МВБТ.
Чугун
Чугун – сплав железа с углеродом, содержащий от 2,14 % до 6,67 % С (tпл = 1 147-1 400 °С, α = (10-11) × 10-6 1/°С, γ = 6,6-7,6 г/см3). Наибольшее распространение в судостроении нашли серые, ковкие и высокопрочные чугуны.
Серый чугун маркируют буквами СЧ и двумя числами. Первое указывает величину предела прочности при растяжении, второе – на изгиб (кгс/мм2). Пример маркировки: чугун СЧ 15-32, чугун СЧ 44-64.
Ковкий чугун обозначают буквами КЧ и двумя числами, указывающими соответственно предел прочности при растяжении и величину относительного удлинения ($). Пример маркировки: чугун КЧ 56-4, чугун КЧ 30-6.
Высокопрочный чугун маркируют буквами ВЧ и двумя числами, значение которых аналогично маркировке ковкого чугуна. Пример маркировки: чугун ВЧ 80-3, чугун ВЧ 45-5.
Медь и ее сплавы
Медь (tпл = 1 083 °С; α = 16,5 × 10-6 1/°С, γ = 8,9 г/см3) имеет ряд существенных преимуществ по сравнению со сталью: высокую электро- и теплопроводность, коррозионную стойкость и др.; маркируется буквой М с последующими цифрами. Чем больше цифра, тем больше примесей содержится в меди, тем ниже ее электро- и теплопроводность. Пример маркировки: медь М0, медь М1, медь М4.
Латунь – сплав меди с цинком и другими элементами, в котором цинк является основным легирующим элементом. Марка состоит из букв и чисел. Первая буква Л обозначает латунь, последующие – легирующие элементы:
- О – олово;
- Ц – цинк;
- Ф – фосфор;
- С – свинец;
- К – кремний;
- Мц – марганец;
- Т – титан;
- Б – бериллий;
- Ж – железо;
- А – алюминий;
- Н – никель.
Числа указывают процентное содержание в сплаве компонентов: первые – меди, последующие – леги- рующих элементов. Буква Л в конце марки говорит о принадлежностьк литейным сплавам. Пример маркировки: латунь ЛК 80-3Л, латунь ЛНМцЖА 60-1-2-1-1, латунь ЛН 65-5.
Бронза – сплав меди со специально введенными элементами, в котором цинк не является основным легирующим элементом. Основной элемент упоминается в названии бронзы, например: оловянистая бронза, алюминиевая бронза.
Маркируется буквами и числами. Две первые буквы Бр обозначают бронзу, последующие – легирующие элементы (см. маркировку латуней). Числа указывают соответственно процентное содержание легирующих добавок. Пример маркировки: бронза Бр.ОЦ 10-2, бронза Бр.АЖН 10-4-4, бронза Бр.АМц 9-2Л.
Алюминий и его сплавы
Алюминий (tпл = 660 °С, α = 23,4 × 10-6 1/°С, γ = 2,7 г/см3) по свойствам во многом аналогичен меди. Марка алюминия включает букву А и следующее за ней число. Чем оно больше, тем чище алюминий. Пример маркировки: алюминий А999, алюминий А85, алюминий А7, алюминий А0.
Литейные сплавы алюминия маркируют буквами АЛ и условными числами, обозначающими порядковый номер сплава. Пример маркировки: сплав АЛ2, сплав АЛ13.
Малотоннажные суда из алюминиевых сплавовДеформируемые сплавы обозначаются буквами АМц, АМг, Д и В (в зависимости от химического состава) и числами, которые обозначают порядковый номер сплава. В конце марки может стоять буква, указывающая состояние поставки или вид термообработки. Пример маркировки: сплав АМц,, сплав АМг 5П (плакированный), сплав Д16, сплав В65.
Титан и его сплавы
Титан (tпл = 1 665 °С, α = 9,9 × 10-6 1/°С, γ = 4,54 г/см3 и сплавы на его основе обладают исключительно высокой коррозионной стойкостью, превышающей стойкость нержавеющей стали, удельной прочностью (отношение предела прочности к плотности) и т. д. Однако при ремонте в судовых условиях, вследствие их высокой агрессивности, применение нагрева выше 300-400 °С недопустимо. Марка титана и его сплавов включает в себя буквы и числа. Буквы ВТ указывают на вакуумный способ производства материалов, а число обозначает порядковый номер сплава. Пример маркировки: сплав ВТ1, сплав ВТ15, сплав ВТ23.
Баббиты. Баббит – сплав олова и свинца с медью, сурьмой и другими элементами, отличающийся высокими антифрикциопными свойствами (tпл = 230 ÷ 320 °С, α = (23 ÷ 36) × 10-6 1/°С, γ = 7,4 ÷ 10,5 г/см3).
Оловянный баббит представляет сплав олова с медью и сурьмой. Число, входящее в марку, показывает содержание олова. Пример маркировки: баббит Б83, баббит Б88.
Свинцовый баббит – сплав свинца с оловом, сурьмой и медью, а также никелем, теллуром и кальцием, на что указывают буквы Н, Т и К в марке. Число после букв отвечает процентному содержанию олова. Пример маркировки: баббит Б16, баббит БК2.
Припой. Припой – металл или сплав, применяется для соединения деталей с помощью пайки, температура его плавления ниже, чем у материала соединяемых деталей (tпл = 150 ÷ 905 °С, γ = 3,5 ÷ 10,0 г/см3). По температуре плавления припои делятся на мягкие (ниже 450 °С) и твердые – (выше 450 °С). По химическому составу различают оловянно-свинцовые, медноцинковые и серебряные и др.
Буква П в маркировке указывает на принадлежность сплава к группе припоев, последующие буквы обозначают основные компоненты (аналогично латуням). Стоящее за буквами двухзначное или однозначное число показывает процентное содержание первого из указанных компонентов. Если за буквой П следует число, оно является характеристикой припоя. Пример маркировки: припой ПОС90 (90 % олова), припой ПСр72 (72 % серебра), припой П250А (температура плавления 250 °С).
Качественное определение марки материала.
При отсутствии сертификата в судовых условиях может возникнуть необходимость определить марку металла. Эту задачу решают путем:
1 сравнения материала по цвету;
2 определения твердости царапанием или по методу Польди;
3 проведения пробы «на искру»;
4 сопоставления плотности
материалов.
Сравнение материала по цвету позволяет безошибочно выделить медь и сплавы на ее основе (цвет от желтовато-красного до светло-желтого). Идентификация сталей и чугунов, баббитов и алюминиевых сплавов без дополнительного учета их плотности в ряде случаев бывает затруднительной.
Существенную информацию дает сравнение твердости металлов с помощью царапания. Однако для его проведения необходимо знать марку и термообработку одного из сравниваемых материалов и учитывать, что риски наносятся более твердым из них.
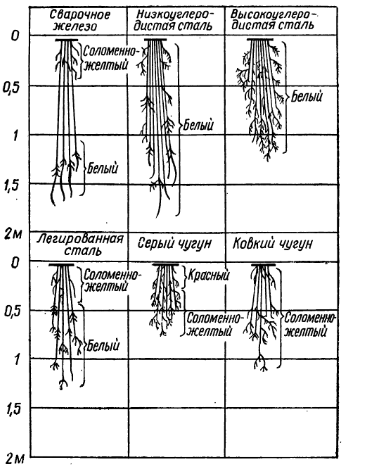
Для сталей применима также проба «на искру, которая позволяет по цвету, форме и размерам искр, образующихся при обработке материала наждачным камнем, судить о его марке (рис. 2).
Неметаллические материалы
Наряду с широким применением металлов и сплавов на их основе в современном судостроении и судоремонте используют все болышее количество пластмасс, изоляционных и других неметаллических материалов. Они обладают достаточно высокой удельной прочностью, электротепло- и звукоизоляционными свойствами, стойкостью в среде агрессивных жидкостей и т. д. (табл. 2) Использование неметаллических материалов, основанное на знании их свойств и условий применения, позволяет увеличить надежность и долговечность судовых механизмов и устройств.
| Таблица 2. Неметаллические материалы для судоремонтных работ (по ГОСТ 2718-74, 9639-71, 10007-72, 10587-76, 10667-74, 13913-68, 14613-69, 15809-70, 20966-75 и нестандартные) | |
|---|---|
| Марка | Область применения и основные свойства |
| Термопластичные пластмассы | |
| Винипласт ВН ВП | Судовые трубопроводы и арматура, детали насосов. Электроизоляция. Прокладочный материал, футеровка емкостей для кислот, щелочей и растворов солей. tраб < 65-80 °С, σв = 5-8 кгс/мм2 |
| Капрон А, Б; капролон | Подшипники судовых механизмов, втулки, вкладыши, лопасти гребных винтов. ‘Арматура трубопроводов. Детали электротехнической аппаратуры. tраб < 50-60 °С, σв = 4-9 кгс/мм2 |
| Стекло органическое СТ-1, СОЛ, СО-95, СО-140 | Шкалы, индексы, сигнальные глазки. Окна кабин, смотровые и иллюминаторные стекла. Декоративные изделия. tраб < 80-130 °С, σв = 4-7 кгс/мм2 |
| Полиэтилен, полипропилен | Детали судовой арматуры, емкости для агрессивных ‘жидкостей. Малонагруженные детали. Электроизоляционный материал. tраб < 60-130 °С, σв = 0,5-5 кгс/мм2 |
| Фторопласт-4 | Прокладки, манжеты, подшипники скольжения. Изоляционный материал. Трубы, шланги, детали насосов для агрессивных жидкостей. tраб < 260 °С, σв = 1,4-2,4 кгс/мм2 |
| Термореактивные пластмассы | |
| Асбаволокнит К-6, КФ-3, КФ-6 | Электрические коллекторы и контактные планки повышенной прочности, корпуса идетали электроприборов. tраб < 200-300 °С, σв = 3 кгс/мм2 |
| Асботекстолит А, Б | Термоизоляционный материал. Элементы тормозных устройств и механизмов сцепления. Прокладки, лопатки ротационных насосов. tраб < 150-200 °С, σв = 3 кгс/мм2 |
| Гетинакс электротехнический | Панели электрощитов, крышки, прокладки в электротехнических изделиях, отделка электроприборов. tраб < 150 °С, σв = 6-10 кгс/мм2 |
| Пластик древеснослоистый ДСП-А, ДСП-Б, ДСП-В, ДСП-Г | Радиотехнические детали. Зубчатые колеса, подшипники скольжения и втулки. tраб < 180 °С, σв = 11-30 кгс/мм2 |
| Пластмасса самотвердеющая АСТ-Т | Устранение дефектов литья, восстановление резьбы. Изготовление копиров и шаблонов. tраб < 45 °С, σв = 4,5 кгс/мм2 |
| Эбонит А, Б | Поршневые кольца для насосов жидкого топлива, масла и воды. Рукоятки и декоративные изделия. tраб < 50-80 °С, σв = 6 кгс/мм2 |
| Эпоксидная смола ЭД-5, ЭД-6, ЭД-10, Э-41, Эпокси 2100, Аральдит | Клей для разнообразных материалов. Препитка материалов, шпаклевки, замазки для устранения дефектов в отливках и деталях. Электроизоляционные слои. tраб < 60-100 °С, σв = 2-8 кгс/мм2 |
| Резина антифрикционная 8075, 8130 | Наборы дейдвудных подшипников. Уплотнения поршневых, гидравлических и пневматических устройств. tраб < 60-70 °С |
| Фибра ФТ, ФПК, КГФ, ФСВ | Прокладочный материал воды, масел, бензина, Различные детали. tраб < 80-100 °С, σв = 3 кгс/мм2 |
| Бакаут | Наборы дейдвудных подшипников. |
| Обозначения: tраб – рабочая температура, °С; σв – предел прочности, кгс/мм2 | |
Пластическая масса – высокомолекулярный материал полученный путем синтеза продуктов органического происхождения. Основой пластмасс являются связующие вещества (смола, эфир, целлюлоза и др), в которые вводят наполнители, пластификаторы, красители и прочие добавки. Требуемый комплекс эксплуатационных свойств материала получают путем подбора и соотношения отдельных компонентов.
В зависимости от поведения связующего вещества при нагреве пластмассы делят на термопластичные и термореактивные. Термопластичные композиции (капрон, оргстекло) размягчаются при повторном нагреве, поэтому изделия из них можно многократно перерабатывать. Термореактивные материалы (гетинакс, текстолит) такой способностью не обладают, что исключает их повторную переработку.
Клей – вещество, способное прочно соединять поверхности деталей благодаря силам сцепления с склеиваемыми поверхностями (адгезии) и внутримолекулярных связей (когезии).
По прочности полученного соединения клеи подразделяют на силовые (конструкционные) и несиловые (неконструкционные) (табл. 3).
| Таблица 3. Клеи (по ГОСТ 2199-66, 3056-74, 3252-75, 12172-74 и нестандартные) | ||||||
|---|---|---|---|---|---|---|
| Марка | Наименование кбмпонентов | Содержание % веса | Режим склеивания | Назначение и основные свойства | ||
| температура °С | давление кгс/см2 | время ч | ||||
| Силовые | ||||||
| БФ-2 БФ-4 | Однокомпонентный, поставляется в готовом виде | 100 | 140-150 | 10-20 | 1 | Склеивание металлов, пластмасс, керамики, фибры, бумаги. Масло- и бензостоек. σсдв = 1-1,5 кгс/мм2, tраб = +60 ÷ +125 °С |
| ВС-10Т | Однокомпонентный, поставляется в готовом виде | 100 | 140-180 | 0,5-2 | 1-2 | Склеивание конструкций из металлов, термореактивных пластмасс, графита, работающих при повышенных температурах. Стоек во всех средах. σсдв = 1,7-2,2 кгс/мм2, tраб +60 ÷ +300 °С |
| МПФ-1 | Однокомпонентный, поставляется в готовом виде | 100 | 155 | 0,5-2 | 1 | Склеивание металлов и пластмасс в конструкциях, работающих на неравномерный отрыв. Стоек в среде масла, бензина и керосина; в воде нестоек. σсдв = 0,9-2,2 кгс/мм2, tраб = ±60 °С |
| Циакрин | Однокомпонентный, поставляется в готовом виде | 100 | 18-23 | 0,2 | 12 | Склеивание металлов, резины, стекла, дерева, керамики, пластмасс. Водо-, масло- и бензостоек. σсдв = 0,8-1,8 кгс/мм2, tраб = -60 ÷ +100 °С |
| ВК-9 | Эпоксидная смола ЭД.-5, ЭД-6 Полиамидная смола ПО-300 Продукт № 4 Асбестовая мука Эпоксидная смола ЭД-5, ЭД-6 Дибутилфталат Полиэтиленполиамид Наполнитель (свыше 100 %) | 57 38 0,5 4,5 79 12 | 18-23 18-23 | 0,1-0,5 0,2 | 24 58 | Склеивание чугуна, стали, алюминиевых и титановых сплавов, стеклотекстолитов, пенопластов и других материалов; клеерезьбовые и клеесварные соединения. Хорошая водо-, масло- и бензостойкость. σсдв = 1,5 кгс/мм2, tраб = -60 ÷ +125 °С Приклеивание чугунных, текстолитовых, капроновых, винипластовых и стальных накладок к чугунным корпусным деталям; клеерезьбовые соединения; заделка дефектов литья и герметизация сварных соединений. Стоек в среде масла, бензина и керосина; в воде неустойчив. σсдв = 0,9-1,5 кгс/мм2, tраб < +70 °С |
| Несиловые | ||||||
| БФ-6 | Однокомпонентный поставляется в готовом виде | 100 | 18-23 | 0,2 | – | Склеивание тканей пластмасс и тканей с металлами. Водо-, масло- и бензостоек. tраб = ±60 °С |
| `88-Н | Однокомпонентный, поставляется в готовом виде | 100 | 18-23 | 0,2 | 24 | Склеивание вулканизированных резин с металлами, деревом, стеклом, бетоном; кожи с кожей; сукна, фетра и войлока с металлами. Стоек в условиях тропиков. Низкая стойкость в среде минерального масла и топлива. tраб = -40 ÷ +60 °С |
| Резиновый торговый | Однокомпонентный, поставляется в готовом виде | 100 | 18-20 | 0,5-4 | 10 | Склеивание вулканизированной резины и резино-тканевых материалов без последующей вулканизации |
| ЛК-1, ЛКС-Т | Однокомпонентный, поставляется в готовом виде | 100 | – | 0,05 | 48 | Приклеивание линолеума, поливинила, поролона, металла и древесины. σсдв = 0,01 кгс/мм2, tраб = -40 ÷ +60 °С. |
| Казеиновый | Порошок Вода | 35 65 | 18-23 | – | – | Склеивание деревянных изделий, приклеивание защитных тканей. Хорошая водостойкость. σсдв = 1,0 кгс/мм2 |
| Мездровый | Плитки, чешуйки Вода | 18 82 | 18-23 | – | – | Склеивание деревянных изделий, не подвергающихся воздействию влаги. σсдв = 1 кгс/мм2 |
| Пентафталевый | Лак Мел | 40 60 | – | – | – | Наклеивание линолеума |
| Обозначения: σсдв – предел прочности при сдвиге, кгс/мм2, tраб – интервал рабочих температур,°С. | ||||||
Единые принципы их маркировки отсутствуют. В марку клея могут входить название организации – разработчика, порядковый номер разработанного клея, а также буквы, указывающие на его природу. Пример маркировки: клей МАТИ-КГМ, клей ЭЛ-Т, клей БФ-2.
Прокладочный материал применяют для уплотнения плоских стыков взаимно неподвижных деталей (крышки и корпуса редукторов, фланцевые соединения).
Набивочный материал используют для уплотнения стыков деталей, взаимно перемешающихся в процессе работы (сальников валов, подвижных штоков).
При выборе материалов и монтаже соединений необходимо руководствоваться условиямй работы узла или механизма (табл. 4).
| Таблица 4. Прокладочные и набивочные материалы | ||||
|---|---|---|---|---|
| Условия работы | Материал прокладок | Материал набивок | ||
| среда | максимальное давление кгс/см2 | максимальная температура °С | ||
| Вентиляционные газы | 6 6 | 40 90 | Пластикат полихлорвиниловый Картон, резина теплостойкая | Асбестовая сухая – АС Пеньковая пропитанная – ПП (проварить в говяжьем сале) |
| Вода питьевая Вода техническая пресная | 6 6 10 10 50 50 | 50 50 90 140 50 250 | Резина пищевая Резина кислотощелочестойкая Картон, прессшпан Резина теплостойкая с тканью Паронит ПМБ Паронит ПОН | Хлопчатобумажная сухая – ХБС Тальковая сухая – ТС, тальковая пропитанная – ТП Тальковая сухая ТС, тальковая пропитанная – ТП Тальковая сухая – ТС |
| Воздух, нейтральные и инертные газы | 6 25 | 90 40 | Резина теплостойкая Пластикат полихлорвиниловый, фторопласт-4 | Асбестовая сухая – АС Асбестовая сухая – АС, асбестовая пропитанная – АП Асбестовая сухая – АС, асбестовая пропитанная – АП |
| Выхлопные газы | 25 | 600 | Картон асбестовый, шнур асбестовый, асбестткань | Асбестовая пропитанная – АП |
| Кислород и азот | 50 | 150 | Паронит ПОН, ПМБ | Асбестовая пропитанная – АП |
| Пар насыщенный и перегретый | 15 45 60 | 300 400 400 | – Паронит ПОН Железо «Армко», сталь Ст. 2 | Комбинированная фторопластовая КФ-В, асбестовая, пропитанная фторопластом и тальком – АСТ Асбестовая сухая – АС Прорезиненная асбестовая – ПА, прорезиненная асбестометаллическая – ПАМ |
| Топливо нефтяное, масло минеральное | 10 25 | 50 40 | Картон, прессшпан Пластикат полихлор-виниловый | Комбинированная фторопластовая КФ-В, асбестовая пропитанная фторопластом и тальком – АСТ, асбестовая масло-бензостойкая – АМБ Асбестовая маслобензостойкая – АМБ Асбестовая маслобензостойкая – АМБ Манжета асбестовая – МА Асбестопроволочная прорезиненная, пропитанная – АПРПП |
| Углекислота | 80 200 | 32 32 | Фибра Медь М1 | |
Флюс – вещество, обеспечивающее при пайке защиту металла в зоне нагрева от окисления, удаление окисных пленок и улучшение смачиваемости металла припоем.
Читайте также: Лакокрасочные материалы для защиты судов и кораблей
В зависимости от температуры пайки их делят на две группы:
- для твердых (высокотемпературные);
- и мягких (низкотемпературные) припоев (табл. 5).
| Таблица 5. Флюсы (по ОСТ 5.9151-73 и нестандартные) | ||||
|---|---|---|---|---|
| Марка | Компоненты | Содержание % веса | Интервал активности, °C | Область применения |
| Для низкотемпературной пайки | ||||
| ФКСп | Канифоль Спирт этиловый | 25 75 | 225-300 | Пайка меди припоями с содержанием олова более 30 %, для латуней и бронз менее эффективен |
| ЛТИ120 | Канифоль Диэтиламин солянокислый Триэтаноламин Спирт этиловый | 22 4,5 1,5 72 | 200-400 | Углеродистая сталь, медь и ее сплавы, цинк, оцинкованное железо, бронзы, кремнистые латуни, серебро с медью. Паяные соединения не имеют высокой коррозионной стойкости |
| ФИМ | Ортофосфорная кислота Этиловый спирт Вода | 0,2 1 1 | – | Алюминиевые, бериллиевые бронзы и нержавеющие стали (содержание дано в объемах) |
| №3 | 30-40 %-ный водный раствор хлористого цинка Соляная кислота Канифоль Цинк хлористый Вазелин Хлористый цинк Хлористый аммоний Вода | 66 34 | 180-330 200-300 150-320 | Нержавеющие стали типа 12Х18Н9Т Флюс-паста для пайки меди и латуни Углеродистые и низколегированные |
| Для высокотемпературной пайки | ||||
| Бура | Бура | 100 | 850-905 | Для пайки углеродистых сталей, чугунов, меди, латуни, бронз и твердых сплавов медноцинковыми и серебряными припоями |
| №7 | Бура Борная кислота | 80 20 | 850-1 150 | Для пайки углеродистых сталей, чугунов, меди, латуни, бронз и твердых сплавов медноцинковыми и серебряными припоями |
| № 200 | Бура Борный ангидрид Фтористый кальций | 20 65 15 | 745-905 | Конструкционные, нержавеющие и жаропрочные стали, медные сплавы |
| № 209 | Фтористый калий (обезвоженный) Фторборат калия Борный ангидрид | 42 23 | 680-780 | Конструкционные, нержавеющие и жаропрочные стали |
| № 284 | Фтористый калий (обезвоженный) Фторборат калия Борный ангидрид | 35 40 | 660-780 | Для пайки сталей, никелевых и медных сплавов серебряными припоями |
| 34А | Хлористый калий Хлористый литий Фтористый натрий Хлористый цинк | 50 32 10 8 | 420-620 | Алюминий н его сплавы, содержащие не более 1,5 % магния |
Маркировка для части флюсов производится условными номерами, отвечающими определенному химическому составу, или буквами, обозначающими организацию-разработчика. Пример маркировки: флюс № 284, флюс ЗИЛ-1.
Лакокрасочные материалы
При выполнении Характеристика металлов и других материалов, используемых при ремонтных работахремонтных работ в судовых условиях используют разнообразные лакокрасочные материалы, которые можно разделить на следующие группы.
Пленкообразующие основы – растительные масла, олифы, лаки и латексы применяют для создания пленок и приготовления ряда лакокрасочных материалов.
Пигменты – сухие красящие вещества используют для придания краскам, эмалям, грунтам и шпаклевкам необходимого цвета.
Наполнители – инертные некрасящие вещества снижают расход пигментов и улучшают свойства материалов.
Грунты – первые слои лакокрасочного покрытия применяют для защиты окрашиваемых поверхностей от коррозии и обеспечения хорошей прилипаемости последующих слоев покрытия.
Шпаклевки и мастики – густые массы из пленкообразующей основы, наполнителей и пигмента используют для устранения неровностей и изоляции поверхностей.
Краски масляные густотертые – замешанные на натуральной олифе пасты, состоящие из сухих пигментов или их смеси с наполнителями, перед употреблением разводят натуральной олифой или лаками до малярной консистенции.
Краски эмалевые содержат в качестве связующего вещества лаки, быстро высыхают и отличаются твердой глянцевой пленкой.
Краски специальные (необрастающие, кислото- и щелочеустойчивые, нескользкие, светящиеся) придают поверхности особые свойства.
Растворители – жидкости для разведения красок или лаков, растворяющие пленкообразующую основу.
Разбавители и разжижители – жидкости для разведения красок, не растворяют пленкообразующую основу.
Смолы естественные и искусственные – соединения для приготовления лаков и красок.
Сиккативы (ускоряют высыхание растительных масел и лакокрасочных материалов), отвердители (способствуют образованию пленок. у некоторых сортов лаков или красок), пластификаторы (повышают эластичность пленок) – добавки, используются при изготовлении разнообразных лакокрасочных материалов.
Вспомогательные материалы расходуют при проведении покрасочных работ в дополнение к лакокрасочным.

Источник: wikipedia.org
В марку лакокрасочных материалов обычно включают начальные буквы названия типов смол, входящих в состав их пленкообразующей основы, и порядковый номер разработки. Пример маркировки: краска ВА-27, лак ПЭ-219, эмаль МА-224.
Учитывая большое количество марок этих материалов, выпускаемых промышленностью, в табл. 6-11 приводятся только их общие свойства, способы приготовления и область применения.
| Таблица 6. Олифы | |
|---|---|
| Наименование | Область применения |
| Натуральная (льняная и конопляная) | Для разведения густотертых красок и шпаклевок, используемых при окраске судов, внутренних частей корпуса, сырых помещений и отсеков |
| Глифталевая | Высококачественный заменитель натуральной олифы |
| Оксоль | Заменитель натуральной олифы при окраске внутренних помещений надстроек |
| Таблица 7. Краски масляные | |
|---|---|
| Составные части красок | Краткая характеристика и область применения |
| Белила литопонные (паста – 70 частей, олифа – 30 частей) | Под действием атмосферных условий быстро выцветают, приобретая оттенок слоновой кости, и разлагаются. Антикоррозионные свойства понижены. Кроющая способность значительно большая, чем у свинцовых и цинковых белил. Применяются для грунтовки и отделки внутренних помещений, а также составления красок других цветов. |
| Белила свинцовые (паста – 70 частей, олифа – 30 частей) | Имеют желтоватый оттенок, который можно устранить добавлением разведенной на олифе малярной лазури или свинцовой зелени в количестве не более 0,2-0,3. Обладают высокими антикоррозионными свойствами, хорошей кроющей способностью, длительное время сохраняют свой цвет под воздействием солнечных лучей, воды и воздуха, стойки к резким изменениям температуры, являются лучшей краской для наружных поверхностей. Для окраски внутренних поверхностей применять запрещается, так как выделяемые пары свинца вызывают отравление. |
| Белила цинковые (паста – 65 частей, олифа – 35 частей) | По антикоррозионным свойствам и кроющей способности уступают свинцовым белилам, безвредны для человека. Используются для декоративных работ и окраски металлических и деревянных поверхностей наружных и внутренних частей судов. |
| Зелень свинцовая (паста – 64 части, олифа – 36 частей) | Одна из лучших масляных красок для окраски по металлу и дереву. Для окраски внутренних помещений не используется, так как содержит окись свинца. Употребляется для окраски пояса переменных ватерлиний, различных деталей машин, трубопроводов, дельных вещей. Входит в состав многих красок, приготовляемых на судне. |
| Зелень цинковая (паста – 65 частей, олифа – 35 частей) | Применяется для тех же целей, что и свинцовая. Кроме того, употребляется для окраски внутренних помещений, так как безвредна для организма человека |
| Киноварь (паста – 62 части, олифа 38 – частей) | Антикоррозионные свойства и кроющая способность понижены, чувствительна к действию солнечных лучей и воды. В чистом виде применяется’ только для окраски противопожарных устройств и оборудования, а также для приготовления некоторых красок. |
| Краска алюминиевая «Серебрин» (паста – 25 частей, лак 75 – частей) | Хорошие антикоррозионные свойства и кроющая способность, придает окрашиваемым деталям серебристый цвет. |
| Краска черная (паста – 16 частей, олифа – 84 части) | Хорошие антикоррозионные свойства и кроющая способность. Применяется для окраски наружного борта, палубных механизмов и устройств, различных дельных частей, входит в состав цветных красок. |
| Крон. желтый свинцовый (паста – 70, частей – 30 частей) | Высокие антикоррозионные свойства, хорошая кроющая способность, образуют прочную поверхностную пленку. |
| Крон желтый цинковый (паста – 62 части, олифа – 38 частей) | Обладает такими же качествами, как и свинцовый, но антикоррозионные свойства несколько ниже. Применяется для мелких отделочных работ, входит в состав многих красок, придавая им разнообразные оттенки. |
| Лазурь | Высокая кроющая способность. Поставляется в виде густотертой пасты, которая применяется при составлении различных красок, для подсинивания свинцовых и цинковых белил. |
| Мумия (паста – 58 частей, олифа – 42 части | Употребляется для окраски деревянных настилов, рыбинсов, банкеток и других деревянных частей. Для окраски металлических частей непригодна. |
| Охра (паста – 60 частей, олифа – 40 частей) | Используется в основном в качестве грунта, при составлении других красок, изготовлении шпаклевок и окраске различных деревянных изделий. |
| Сурик железный (паста – 75 частей, олифа – 25 частей или порошок – 60 частей, олифа – 40 частей) | Для повышения качества краски его следует разводить на натуральной олифе. Применяется как антикоррозионное покрытие металлических поверхностей (не менее 2-3 слоев) наружных и внутренних помещений, для приготовления шпаклевок по дереву и, в неответственных местах, по металлу. |
| Сурик свинцовый (паста – 75 частей, олифа – 25 частей или порошок – 60 частей, олифа – 40 частей) | Обладает наилучшими антикоррозионными свойствами по сравнению с другими красками, стоек к влиянию внешних условий. Применяется для грунтовки и окраски наружных металлических поверхностей, а также внутренних помещений с большим содержанием влаги, покрываемых затем цветными красками. Жилые помещения свинцовым суриком не окрашиваются, так как он относится к ряду ядовитых красок. . |
| Ультрамарин (паста – 62 части, олифа – 38 частей) | Применяется главным образом при составлении различных красок. Нельзя добавлять в краски, составленные на свинцовой основе. |
| Умбра (паста – 65 частей, олифа – 35 частей) | Употребляется при составлении красок других цветов. Может применяться как антикоррозионное покрытие, обладает такими же свойствами, как и железный сурик. |
| Таблица 8. Синтетические эмали, грунты и краски | |
|---|---|
| Наименование | Область применения |
| Глифталевые эмали и грунты | Для грунтовки и окраски металлических поверхностей корпуса и надстроек. Эмали используются для окраски по дереву и алюминиевым сплавам |
| Перхлорвиниловые и пентафталевыеэмали | Для окраски наружных частей корпуса и надстроек |
| Фосфатирующие грунты | Для покрытия черных металлов и алюминиевых сплавов |
| Этинолевые краски | Для окраски подводной части судна, водяных цистерн и помещений с повышенной влажностью |
| Таблица 9. Лаки и политуры | |
|---|---|
| Наименование | Область применения |
| Кузбасслак | Антикоррозионное покрытие для якорных цепей, цепных ящиков и т. д. Загустевший лак разводится сольвентом. |
| Лак битумный № 67 | Для работ на открытом воздухе. Придает окрашенным деталям черный цвет и блеск. |
| Лак битумный № 177 | Для разведения алюминиевой краски. |
| Лак масляный № 4с | Для наружных покрытий твердых пород дерева, а также для внутренних работ по дереву светлых тонов. |
| Лак масляный № 7с | Для покрытия по дереву и металлу во внутренних помещениях. |
| Лак масляный № 8 | Для разведения бронзовых порошков при окраске во внутренних помещениях. |
| Лак подмазочный № 74 | Для составления шпаклевок. |
| Лак спиртовый | Для отделки мебели. Выпускается трех цветов: светлого, красного и черного. |
| Политура | Для полировки мебели, переборок помещений, изделий из ценных пород дерева. |
| Таблица 10. Растворители | |
|---|---|
| Наименование | Область применения |
| Ацетон | Для разбавления нитроцеллюлозных лаков и красок и обезжиривания. |
| Бензин | Для разбавления масляных лаков и красок, обезжиривания и промывки. |
| Растворитель Р-4 | Для разведения перхлорвиниловых эмалей. |
| Растворитель 646 | Для разжижения нитрокрасок и нитроэмалей |
| Растворитель 649 | Для разведения нитроглифталевых эмалей. |
| Скипидар | Для разбавления загустевших масляных красок или олифы, ускорения их высыхания. |
| Сольвент | Для растворения масляных красок, лаков и кузбасслака. |
| Уайт-спирит | Для растворения масляных эмалей, красок и лаков, глифталевых и пентафталевых красок; обезжиривания металла. |
| Примечание. Все растворители огнеопасны. При работе с ними необходимо строго соблюдать меры противопожарной безопасности. | |
| Таблица 11. Вспомогательные материалы | |
|---|---|
| Наименование | Область применения |
| Гарпиус | Для составления рангоутного тира. |
| Канифоль | Для составления шпаклевок и мастик. |
| Мел | Для составления шпаклевок и замазок. Входит в состав некоторых красок. |
| Пек древесный или вар | В смеси с древесной смолой применяется для заливки палубны пазов и стыков. |
| Смола древесная | Для заливки палубных пазов и стыков. |
| Стекло жидкое | Для изготовления цементных растворов (ускоритель затвердевания цемента), а также составления раствора для ремонта топок котлов. |
| Тиры | Особые составы, приготовленные на судах, служат для предохранения от порчи деревянного рангоута и стоячего такелажа, изготовленного из неоцинкованного троса. |
Материалы, применяемые на судах для окрасочных работ, должны отвечать требованиям органов санитарного надзора, соответствующим стандартам или другой технической документации. Их качество подтверждается соответствующими документами.

- Беньковский Д. Д. Технология судоремонта. М., Транспорт, 1976.
- Блинов И, С. Справочник технолога механосборочного цеха судоремонтного завода. М., Транспорт, 1968.
- Гуревич И. М., Зеличенко А. Я., Кулик Ю. Г. Технология судостроения и судоремонта. М., Транспорт, 1976.
- Держилов Ф. С., Ботштейн Б. Харитонов В. А. Технология судоремонта. М. Транспорт, 1970.
- Искра Е. В., Куцевалова Е. П., Фаворов Б. П. Малярные работы в судостроении. Л., Судостроение, 1968.
- Кропивницкий Н. Н. Общий курс слесарного дела. М., Машиностроение, 1974.
- Мамонов М. Т. Ремонт дизелей типа «Бурмейстер и Вайн», М., Транспорт, 1972.
- Меграбов Г, А. Технология и организация судоремонта. М. Транспорт, 1969.
- Пособие судовому сварщику /Под ред. А. В. Немцева. М., Рекламинформбюро ММФ СССР, 1969.
- Справочник по пайке /Под ред. С. Н. Лоцманова, М., Машиностроение, 1975.
- Справочник судового механика /Под общ. ред. канд. техн, наук Л. Л. Грицая, т. 1. М., Транспорт, 1973. 696 с.; т, 2. М., Транспорт, 1974.
- Шелученко В. М. Ремонт и монтаж судовой дизельной установки. Л., Судостроение, 1970.
- Яковлев В. Н. Справочник слесаря-монтажника, М., Машиностроение, 1975.





