This article covers the following learning outcome: outline the hazards, risks and controls available for operating boilers and furnaces.
- Use of furnace and boiler operations
- Introduction
- Boiler/furnace components
- Boiler/furnace safety components
- Boiler types
- Furnace types
- Furnaces
- Hazards and risks of operating boilers and furnaces, in particular those arising from loss of pilot gas supply, over-filling, flame impingement, firebox overpressure, low tube flow or control of Tube Metal Temperature (TMT)
- Boiler/furnace hazards
- Maintenance
- Questions and Answers
Use of furnace and boiler operations
Introduction
Boilers are devices which heat large quantities of water in order provide a constant supply of hot water, or to turn it into steam. Where steam is generated, this is captured and kept in a pressurized state.

Source: Dreamstime
Furnaces, or process heaters, are devices which are used to provide a large source of heat to various process streams and are used extensively in the oil and gas industry. Examples of their use include process heating where product is brought up to a required temperature; crude oil heating prior to it being separated into its various component parts (fractional distillation); and cracking, which converts product with large molecules (generally low value product) into product with smaller molecules (generally higher value product, i. e. petrol).
Boiler/furnace components
- The combustion chamber is where the heat is generated by burning the fuel.
- The heat exchanger is where the heat is transferred to water (or product if it is a furnace/process heater).
- The chimney or flue allows exhaust gases to escape to atmosphere. Some boilers/furnaces also have a heating coil positioned within the flue. This extracts some of the heat from the exhaust gases which would otherwise be lost to the atmosphere. These devices are known as waste heat heaters or economizers.
- The controls, of which there are a number, allow the heating of water or product to be done in a regulated, efficient and safe manner. The combustion and operating controls regulate the rate of fuel used to meet the demand.
Boiler/furnace safety components
Over and above the main components, all boilers used for steam production have a safety relief valve which allows excessive steam pressure to be released to prevent overpressure or explosion.
Boilers also have a drain which allows sediments and contaminates to be drained from the water. This can be a continuous process or one which is undertaken periodically. This process is known as “blow down” and is dealt with in detail later in this article.
Other boiler/furnace safety controls include automatic and continuous monitoring of pressure and temperature, high and low gas or oil pressure, high and low water/product levels and flame safeguard controls. Generally, these are connected to a circuit breaker which prevents the firing of the boiler if any of these safety controls are activated.
Boiler types
There are two main types of boiler: fire tube boilers and water tube boilers. As their names indicate, one has fire within its tubes, whereas the other has water within its tubes.
Let’s now take a look at the differences as well as the advantages and disadvantages of both types of boiler.
Boiler types – fire tube boilers
A fire tube boiler, as shown in Figure 2, is one which generates hot gases which then pass through a number of tubes before being expelled out of the flue. These tubes run through a sealed and insulated container of water and the heat from the gases is transferred by thermal conductivity to the water, which then turns to steam. The steam from the boiler then exits through a tube at the top of the container.
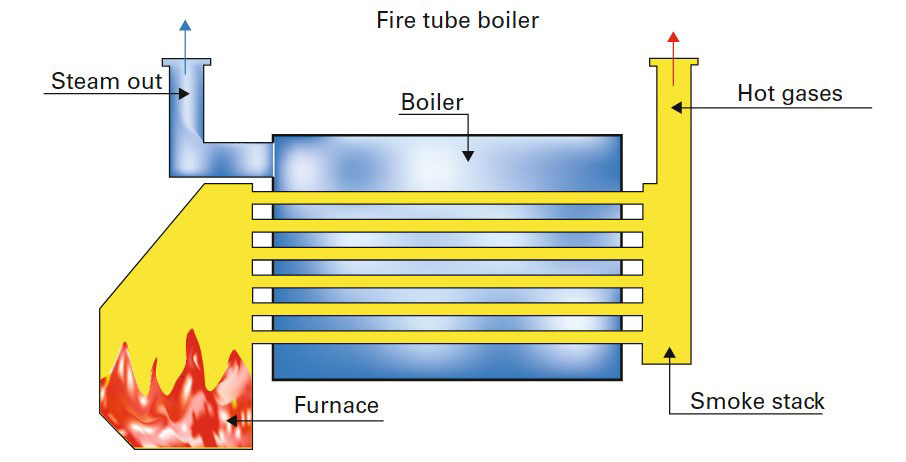
Source: Wise Global Training
Fire tube boilers are relatively inexpensive and are easy to clean. They are usually smaller than water tube boilers and they are easy to re-tube.
The disadvantages of fire tube boilers are they are not suitable for high pressure application above 1,7 MPa and are unable to generate high capacity steam.
Note: MPa stands for Mega Pascal and is a measurement of pressure. 1 MPa is equal to 9,87 bar or 145 psi.
Boiler types – water tube boilers
A water tube boiler, as shown in Figure 3, has basically the opposite configuration of fire tubes. In a water tube boiler, a number of tubes run through the furnace part of the boiler. This heats the water inside the tubes which turns it to steam. Because only relatively small amounts of water are being heated at any one time, water tube boilers can generate steam to an extremely high temperature. Although on the downside, they can’t generate as much steam as a fire tube boiler.
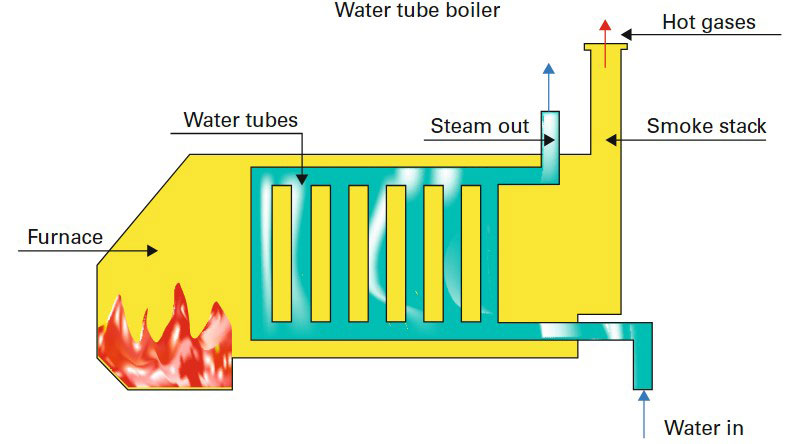
Source: Wise Global Training
Water tube boilers are available in larger sizes than fire tube boilers, they are able to produce much higher pressures of steam (up to 34,5 MPa), recover faster than a fire tube boiler and can reach very high temperatures (superheat).
The disadvantages of water tube boilers are that they are an expensive capital outlay, they are more difficult to clean and are much bigger in size.
Furnace types
There are two main types of furnace/process heater: natural draught and balanced draught.
Furnace types – natural draught
This type of furnace/process heater uses the principle of a natural draught to move the air and combustion gases through the combustion chamber. It has a high chimney stack, which creates a difference in pressure between the cold air at the burner and the hot and less dense air at the top of the chimney stack. This creates a natural flow of combusted air up the chimney.
Furnace types – balanced draught
This type of furnace/process heater has a fan or blower to increase and control the flow of air and combustion gases through the combustion chamber. These types of furnace/process heater usually have a heat recovery system, known as a waste heat heater or economizer, fitted to the waste gas outlet stack. This extracts some of the heat from the exhaust gases which would otherwise be lost to the atmosphere, but the exhaust gases must be controlled in order to work effectively, which is what the operator can do via the fan/blower controls.
The main advantage of balanced draught furnaces/process heaters is that the increased air flow improves the heat capacity of the furnace/process heater. With this type of furnace/process heater, the height of the chimney stack is also less critical.
Furnaces
Let’s now take a look at a typical furnace application. Furnaces are used extensively for fractional distillation. This is the process of separating a mixture into its component parts, for example crude oil into its useful components. The product is heated within the furnace and allowed to separate into its component parts at various temperatures, as shown in Figure 4.

Source: Wise Global Training
Hazards and risks of operating boilers and furnaces, in particular those arising from loss of pilot gas supply, over-filling, flame impingement, firebox overpressure, low tube flow or control of Tube Metal Temperature (TMT)
Boiler/furnace hazards
There are a number of Hydrocarbon Process Safety – Fire Hazards, Risks and Controlsspecific hazards associated with operating boilers and furnaces which need special attention.
These include:
- Pilot lights;
- Boiler over-firing;
- Flame impingement;
- Firebox overpressure;
- Low tube flow;
- Control of Tube Material Temperature (TMT).
We’ll now take a more detailed look at each of these issues.
Boiler/furnace hazards – pilot lights
Pilot lights provide a source of ignition to the main boiler when it needs to be fired up.
The gas supply to the pilot light and the main burner is controlled by the main gas valve. In a situation where the pilot light fails to light or goes out, gas will continue to enter the chamber, causing a build-up of flammable gas which, if ignited, could cause an explosion.
In order to counteract this scenario, a sensory device called a “thermocouple” is located in close proximity to the pilot light in order to detect if there is heat coming from the pilot light. If no heat is detected, the device will activate a relay which will close the main gas valve.
Boiler/furnace hazards – over-firing
Boilers are designed to work within a specific heat flux range. Over-firing the boiler is basically allowing the heat flux to increase to a level beyond its upper Maximum Continuous Rating (MCR), which is set by the manufacturer of the boiler. This can then have an impact on, amongst other things, the furnace walls and the surface temperature of the refractory. It can also result in a substantial increase in tube and membrane operating temperatures, which can lead to a degradation of tube metallurgy and strength.
Boiler/furnace hazards – flame impingement
Flame impingement is where the flame produced by the burners comes into contact with the surface being heated. This is something which the design of the boiler or furnace does not normally allow. This is because the temperature of the surface being heated should always remain within prescribed parameters, and direct flame contact can lead to these parameters being exceeded.
If this occurs there tends to be a gradual build-up of carbon on the inside of the tube at the point where the flame is in contact. This layer of carbon acts as an insulator between the water/product inside the tube and the surface where the flame is impinging on it, compounding the effect the flame is having on the heated surface, of the tube.
If this process is allowed to continue, it can lead to the tube eventually becoming blocked, resulting in the potential rupture of the tube.
Causes of flame impingement can be:
- Improper burner adjustment;
- Poor forced draught conditions;
- Poor design.
Control measures
The first step is to ensure the flame is kept off the heated surface. Regular inspections in order to monitor flame behaviour are essential. These should be recorded in the boiler/furnace log.
If the flame is seen to impinge on the heated surface then the burner should be adjusted accordingly or the boiler/furnace shut down so that maintenance activities can determine the cause and remedy the fault.
Boiler/furnace hazards – firebox overpressure
Fireboxes are that part of a boiler or furnace where the heat is generated by the burning of fuel. Firebox overpressure typically occurs after a flameout, which happens when the burner flame is extinguished for some reason. The fumes, gases or vapour from the fuel will begin to build up inside the combustion chamber, which will invariably be hot. This will make them highly volatile, and when they reach their Lower Explosive Limit (LEL) and make contact with a source of ignition, this will cause overpressure (explosion).
Another form of minor firebox overpressure is when the combustion of the fuel is proceeding through a rapid series of detonations. This can be caused by an incorrect mixture of air and fuel.
Fireboxes normally have overpressure monitors, but if these malfunction or are incorrectly set, any onset of problems relating to potential firebox overpressure may go undetected.
Overpressure monitors should be tested regularly. Exhaust blowers should be inspected and maintained regularly. Flame quality and consistency should be regularly monitored.
Boiler/furnace hazards – low tube flow
Normal circulation within water or steam pipes heated by a boiler is generated by the difference in density between cooled water and hot water/steam. Cooled water is denser than hot water/steam and consequently gravitates downwards, resulting in the hot water/steam being pushed upwards. This principle provides a large circulation force.
Any adverse conditions within the flow system will affect this flow rate and create a situation where flow rates are eventually reduced. When this becomes acute, it is known as “low tube flow”.
The reason for low tube flow can be partial choking of the tube’s internal diameter, and this is generally due to a build-up of deposits from impurities within the water or from carbon build-up caused by flame impingement, which we covered earlier.
Low tube flow can also affect furnaces/process heaters, which can lead to increases in high tube metal temperatures and the subsequent carbonizing of product and tubes becoming restricted. Many furnaces/process heaters have tube pass flow meters fitted that allow the operators to correctly balance the flow of product through the tubes.
Control measures include:
- Flushing the tubes regularly to ensure any blockages are removed;
- With regard to boilers, keeping the water quality at the recommended level;
- Ensuring flame impingement does not occur;
- With regard to furnaces/process heaters, using tube pass flow meters to monitor product flow.
Boiler/furnace hazards – Tube Material Temperature (TMT)
We’ve touched on a number of reasons for heated surfaces going beyond their prescribed working parameters, including boiler/furnace over-firing and flame impingement. We also mentioned that flame impingement causes scale to build up on the water side of heat exchange surfaces, creating a situation where the tube material temperature will rise.
This scenario can also be created where scale is allowed to build up, which can also lead to localized overheating and potential component failure. This is generally due to poor water quality, where suspended material tends to congregate in the bottom of the boiler and cause scale to develop. It can also be caused by ingress of product (e. g. oil) into the condensate return system.
Read also: Types of Failure Modes that may lead to Loss of Containment from Hydrocarbons
Controls include regular testing of water and blowing down on a regular basis, as well as checking for leaks in the water/steam circulation system.
Maintenance
Now we’ve completed our look at hazards associated with operating boilers and furnaces, we need to look at what maintenance activities are required.
Maintenance – boiler blow down
Total Dissolved Solids (TDS) are substances such as minerals, salts and even metals, which are held in a suspended form within water. If these solids are of a sufficient concentration within the water used in a boiler system, they can attach themselves to the inside of boilers and, over time, build up to form scale.
Consequently, the first action is to maintain the solids below a certain limit. This is done by testing the water with a Total Dissolved Solids (TDS) meter or conductivity meter. This measures the conductivity of the water, which is an indication of the measure of TDS within the water. As the TDS concentration increases, the likelihood that the dissolved solids will precipitate out of the water and form scale also increases. At this point it is necessary to drain some of the water from the system – this is called boiler blow down – in order to remove some of those dissolved solids and keep the TDS concentration below the level where they will precipitate.
Large steam boilers should have a means of continuous blow down rather than periodic blow downs.
Continuous blow down is where a small amount of water is continuously drained from the system whilst fresh water is introduced to make up the volume.
Maintenance – logs and boiler/furnace checklists
Maintenance is a critical factor in maintaining a safe and efficient boiler or furnace. A log should be kept of all inspections and maintenance activities, and inspections should be carried out against a checklist to ensure the equipment is operating properly.
Pressure, water/product temperature and flue gas temperatures should be recorded daily. These will serve as a baseline reference for detecting variations which could indicate developing problems.
More detailed inspections of a system’s performance should be conducted and recorded on a regular basis. This will help to show trends in a system’s operating condition, which may be very gradual and not readily apparent without the use of such documentation.
A daily checklist might comprise of the following:
- Boiler/furnace use and sequencing;
- Overall visual inspection;
- Lubricate all oil and grease nipples;
- For boilers, check steam pressure;
- For boilers, check water level;
- Check burner;
- Check motor;
- Check air temperature;
- Check oil filter;
- Inspect oil heaters;
- For boilers, check water treatment;
- Complete log.
There will be other checklists for activities which need conducting on a weekly, monthly and annual basis.
Questions and Answers
Answer 1
A fire tube boiler is one which generates hot gases which then pass through a number of tubes before being expelled out of the flue. These tubes run through a sealed and insulated container of water and the heat from the gases is transferred by thermal conductivity to the water, which then turns to steam. The steam from the boiler then exits through a tube at the top of the container.
Water tube boilers have basically the opposite configuration of fire tubes. In a water tube boiler, a number of tubes run through the furnace part of the boiler. This heats the water inside the tubes, which turns it to steam.
Answer 2
Flame impingement is where the flame produced by the burner, within the boiler or furnace, comes into contact with the surface being heated. This is something which the design of the boiler or furnace does not normally allow. This is because the temperature of the surface being heated should always remain within prescribed parameters and direct flame contact can lead to these parameters being exceeded. If this occurs there tends to be a gradual build-up of carbon on the inside of the tube at the point where the flame is in contact. This layer of carbon acts as an insulator between the water/product inside the tube and the surface where the flame is impinging on it, compounding the effect the flame is having on the heated surface of the tube. If this process is allowed to continue, it can lead to the tube eventually becoming blocked, resulting in the potential rupture of the tube.
Answer 3
Total dissolved solids are substances, such as minerals, salts and metals, which are held in a suspended form within water. If these solids are of a sufficient concentration within the water used in a boiler system, they can attach themselves to the inside of boilers and, over time, build up to form scale. The first action in controlling the effects of total dissolved solids is to maintain the solids below a certain limit with the water.
This is done by testing the water with a TDS meter or conductivity meter. This measures the conductivity of the water which is an indication of the measure of total dissolved solids within the water. The greater the concentration of total dissolved solids in the water, the greater the likelihood is that the dissolved solids will precipitate out of the water and form scale on the inside of the boiler. If concentration levels are deemed to be too high, it is necessary to drain some of the water from the system, called boiler blow down, in order to remove some of those dissolved solids and keep the total dissolved solids concentration below the level where they will precipitate.