This article covers the following learning outcome: explain the importance of safe plant operations and maintenance of hydrocarbon containing equipment and processes.
- Asset integrity, including inspection, testing, maintenance, corrosion prevention, competency and training
- Asset integrity – an introduction
- Safety Critical Elements (SCEs)
- Risk based maintenance and inspection strategy
- Risk based maintenance
- Risk based maintenance – overview
- Condition monitoring maintenance
- Techniques, principles and importance of safe operation, standard operation procedures and maintenance
- Pre-start-up safety reviews
- Control of ignition sources during maintenance and operations
- Sources of ignition
- Cleaning and gas freeing; purging; venting; draining of water, product, oxygen and non-condensables and inerting
- Gas freeing and purging operations
- Inerting operations
- Venting operations
- Drained water
- REVISION QUESTIONS FOR ELEMENT 2 CONTINUED
Asset integrity, including inspection, testing, maintenance, corrosion prevention, competency and training
Asset integrity – an introduction
In the oil and gas industry, offshore installations, refineries, storage terminals and pipelines are often referred to as “assets”. Maintaining an asset’s ability to function effectively and efficiently without creating undue hazards to any persons or the environment is essential and this is referred to as maintaining an “asset’s integrity”.
Managing an asset’s integrity involves ensuring the people, the systems, the processes and the resources are all available and used when required in order to maintain integrity.
The management of an asset’s integrity will cover its entire life from initial design through to commissioning and operating and, finally, to decommissioning.
It will start with the designers, then the builders, manufacturers, operators, maintenance team, management, decommissioning planners and finally the decommissioning and demolition team.
Asset management also involves identifying all possible threats to the asset’s integrity by looking at all conceivable scenarios. There are various methods that can be used to evaluate the threats to an asset, including undertaking a Hazard Identification (HAZID) study, which we covered in Risk Management Techniques used in the Oil and Gas Industriesthis article.
It’s worth noting that, following the inquiry into the Bunce field explosion, the subsequent report recommended that the definition of the phrase “conceivable scenarios” should be broadened to include less likely, and previously discounted, scenarios.
The day-to-day maintenance of managing an asset’s integrity involves ensuring the following aspects are continually undertaken:
- Inspection;
- Testing;
- Maintenance;
- Corrosion prevention;
- Monitoring;
- Competency;
- Training.
Safety Critical Elements (SCEs)
Because of the raised risk level of working with highly flammable, hydrocarbon based substances, it is essential that safety devices are incorporated within an asset so that if a Common Hazards and Risk Assessment in Oil and Gas Industryhazardous situation or incident does occur, there are devices in place to deal with the consequences by quelling, controlling or mitigating the event or situation. These are known as Safety Critical Elements (SCE).
They include:
- Blowout preventers;
- Fire deluge protection systems;
- Emergency shutdown valves;
- Fire and gas detection systems.
We will now take a brief look at each of these elements to understand the importance and significance of each of them and, as such, why their continued operability is essential.
Safety critical elements – blowout preventers
Blowout Preventers (B-O-Ps), as their name suggests, are used to control blowouts. When a blowout occurs, i. e. there is a sudden surge of pressure from within the drill hole, the B-O-P is automatically activated by the ensuing pressure, ensuring that the pressure is contained and the hole is sealed.

Source: iStock
As can be imagined, without such a device, the consequences can be catastrophic. You only have to look at what happened when the Deep Water Horizon incident happened in the Gulf of Mexico in 2010. This was the result of a malfunctioning blowout preventer.
Consequently, B-O-Ps should be regularly maintained, inspected and tested.
Safety critical elements – fire deluge systems
Fire deluge systems are positioned where the risk of fire is a serious concern. Figure 2 shows a fire deluge system in action at a road tanker loading area. They can apply a continuous and high volume of water to an area which includes the hazard as well as possible escape routes for personnel.

Source: Frontline Fire International
They work by having a number of water outlets aiming at the desired target area. These outlets are kept in the open position but not supplied with water until the pumps that supply the water are activated by a fire sensor.
Again, regular maintenance, inspection and testing are essential requirements. This is because blockages to the pipes will render them ineffective. Blockages can be caused by simple things like corrosion and, if they use sea water as some deluge systems do, marine growth.
Safety critical elements – Emergency Shutdown Valve (ESDV)
An Emergency Shutdown Valve (ESDV) is a device which is designed to automatically shut down the flow of a fluid when a dangerous situation is detected. As its name suggests, when such a situation is detected, it automatically shuts down the process system and thus retains the integrity of the asset.
Emergency shutdown valves must operate within specific parameters. That is to say, they must close completely within a specified time. They must also operate within allowable specified leak rate limits when in the closed position. All these aspects need to be checked and tested regularly as well as being maintained to an agreed schedule.
Safety critical elements – fire and gas detection systems
As the name suggests, the fire and gas detection systems use two main types of detection devices, one type for fire detection and the other type for gas detection. The fire detectors are used to detect heat, flames and smoke, whilst the gas detectors are used to detect flammable and toxic gas as well as vapours.
Since they are the first line of defence in the case of a fire, gas or vapour escape, their ability to perform as expected is essential. All detectors, and the systems they are part of, should be regularly tested and maintained.
The testing procedure should not only include testing to see if the instruments work, but should also include the ability of the devices to detect incidents wherever they may occur. This will determine if there are any “dead” areas – areas where fire or gas escape may go undetected, at least for a while.
Safety critical elements – safety inspection and testing
All safety critical elements are the first and mainline defences in the case of a hazardous event occurring. If these elements fail to perform their role or function, the hazardous event may well escalate into a catastrophic incident. Consequently, it is essential that all safety critical elements are 100 % effective at all times, and the only way to be assured of this is to conduct a pre-defined programme of inspection, testing and maintenance.
For example, Emergency Shutdown Valves (ESDVs) must close within a specified time once activated and their leak rate must also be verified to be within acceptable limits.
Pipework and vessels which have been repaired or replaced should be pressure tested prior to being put back into service.
Computer programs and systems should also be tested on a regular basis.
Safety critical elements – corrosion prevention
Corrosion can deteriorate equipment to such a level that it can affect the integrity of an asset with potential catastrophic consequences. However, it is possible to predict corrosion rates in specific materials, and this information can assist in determining how often inspection and cleaning should be undertaken.
One of the biggest problems with corrosion is that it tends to occur in places which are difficult or even impossible to see with the naked eye, e. g. inside equipment or pipework. Fire deluge systems are typical in this respect. They should be tested and maintained on a regular basis.
If a fire deluge system draws its source of water from the sea, then the maintenance programme needs to be more frequent and robust. This is because salt water accelerates rates of corrosion as well as having the potential to introduce marine growth within the system, which may also be a cause of blockage.
When it comes to detecting and monitoring corrosion, there are a number of specialized computer based monitoring systems available, such as electrochemical noise and electrical resistance monitoring, which have been developed for use in areas prone to attack by corrosion.

Source: iStock
There are also other inspection systems available to monitor potential corrosion, including Magnetic Particle Inspection (MPI), Non-Destructive Testing (NDT) and radiography, as well as visual inspection. These can also be used to monitor the effectiveness of corrosion prevention methods.
When it comes protecting material from corrosion, the use of cathodic protection systems, which include the use of sacrificial anodes, is a primary example, as is injecting chemical corrosion inhibitors into pipework and process systems.
Corrosion inhibitors are normally distributed from a centrally located inhibitor distribution skid.
They are effective against corrosion as they:
- Increase the electrical resistance of metal surfaces;
- Reduce the diffusion of ions to the metal surfaces;
- Increase the cathodic polarization.
Other methods of corrosion prevention include:
- The use of appropriate materials for the requirements of the job. This depends upon the level of anticipated corrosion, i. e. in areas where corrosion is minimal it may be acceptable to use carbon steel, which is not as expensive as materials which may be required in areas of potentially heavy corrosion.
Other components may need to be made from stainless steel, which is more expensive, or from aluminium. - Using protective coatings on the surfaces of metal equipment to prevent corrosion.
- The use of a veneer of expensive metal over a cheaper metal to provide protection (instead of the use of the full thickness of expensive metal).
Safety critical elements – training and competency
It is essential that personnel have the appropriate training in order to become competent in the skills necessary to maintain asset integrity. Equally as important is that personnel undertaking these maintenance tasks understand the importance of their work in retaining the integrity of the asset.
“Competence” can be defined as the ability to undertake responsibilities and perform activities to a recognized standard on a regular basis. It is a combination of skills, experience and knowledge.
Lack of competency has been a contributory factor in a number of disasters, including ESSO Longford and BP Texas City. It’s poignant to note that the Offshore Installation Manager (OIM) on the Piper Alpha rig on the night of the disaster had not undergone any formal training in the management of major emergencies. Consequently, he was unable to manage the emergency with any level of competency as it unfolded.
Read also: All you need to know about Process Safety Management in Liquefied Petroleum Gas Industry
In order to attain an acceptable level of competency, people first have to be trained to a level whereby they can efficiently undertake the tasks for which they have been trained.
Training can be described as a learning process which helps people to learn how to undertake a task or tasks. When that learning reaches a particular level of understanding and it is supplemented with regular on-the-job practical application of that knowledge, it gradually evolves into a skill. Further on-the-job application of knowledge adds a level of experience which can eventually be regarded as competence.
There are some groups of people who have particular training needs. For example:
- New or inexperienced personnel will need induction training (how to work safely, fire and evacuation arrangements, and first aid). They should also be adequately supervised until they become more experienced.
- Existing personnel who may be changing jobs or taking on extra responsibilities (they need to know what the implications are and how to deal with new health and safety issues).
- Personnel who may have been in the job for a period of time and need refresher training in order to maintain their skills and competence.
- Young people are more likely to be affected by accidents due to their inexperience in the world of work as well as in their particular jobs. They should be given priority in the provision of training and adequate supervision until they become competent.
As well as giving people new skills and knowledge, training can also:
- Give them self-confidence;
- Improve their morale;
- Give them the confidence to share their knowledge and skills with others;
- Improve their attitudes towards health and safety;
- Put a value on the work they do.
Whatever the reason for training, whether it is for professional development or to embrace a specific skill, it also allows that person to conduct their work more effectively.
Risk based maintenance and inspection strategy
Risk based maintenance
Oil and gas facilities, whether they are offshore or onshore, involve working with highly flammable and/ or toxic materials. The hazards associated with these materials are sometimes compounded by the extreme process conditions that have to be applied, such as high temperature and high pressure.
Consequently, proper maintenance of process equipment is essential in order to ensure the safe and continuous operation of the facility. This means implementing an appropriate system of maintenance which will ensure hazardous situations are prevented from developing from defective process equipment.
To this end, Risk Based Management (RBM) techniques are used as a means of developing detailed maintenance schedules. These schedules aim to pre-empt faults occurring as well as deal with predictable normal wear and tear, and aim to provide a safe and fault-free operation of the process facility.
Risk based maintenance – overview
Risk based maintenance is based on increasing the reliability of equipment by assessing the probability of various failure scenarios and applying an appropriate maintenance schedule in order to pre-empt these failures.
In the first instance, the likelihood of equipment failure scenarios is formulated. Then, out of the many likely failure scenarios, the ones which are most credible (most likely to happen) are subjected to an in-depth analysis, including building a detailed consequence picture of each scenario.
From there, a fault tree analysis is drawn up to determine the probability of failure.
The risk of failure is calculated by taking the probability analysis results and combining them with the consequence analysis results.
Figure 4 is an example of a risk matrix. Once the risk has been calculated, it is compared with known acceptable criteria.
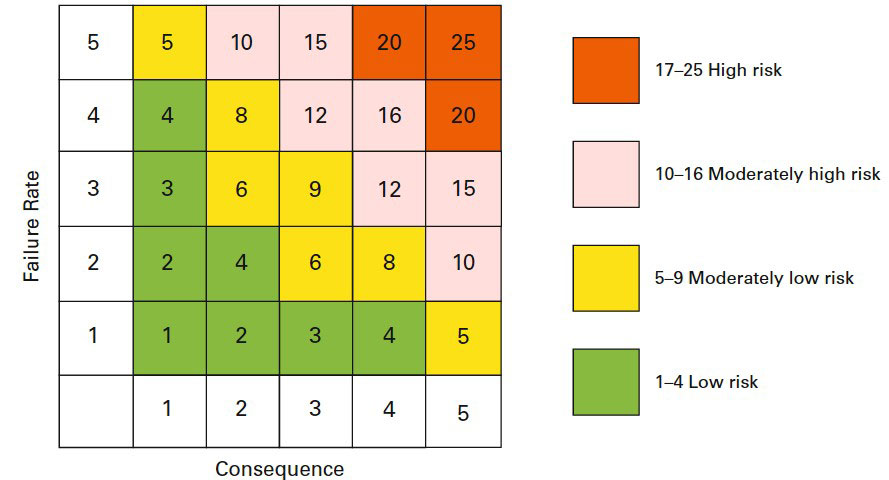
Source: Wise Global Training
The frequency of each maintenance task is then guided by the acceptable criteria in order to reduce the level of risk to an acceptable level.
Risk based maintenance – inspection
In order to ensure the integrity of plant and equipment during its service life, a regulated inspection strategy should be implemented to establish that:
- No damage has occurred to the plant or equipment.
- Wear and tear are being kept under review and any components that are considered to be in need of replacement are notified to the maintenance crew.
The inspection strategy is implemented for each piece of plant or equipment in accordance with the outcome of the fault tree analysis mentioned above, which takes into account the implications of structural failure. By implications we mean giving consideration to both the probability of structural failure and the consequences of such a failure.
By taking account of both the probability and the consequence of any failure, an inspection strategy demonstrates, in an auditable manner, that inspections have been conducted effectively and efficiently.
Risk based maintenance – maintenance
Plant and equipment have to be maintained so that they remain in a safe and reliable condition. Effective maintenance will involve knowledge of previous failures as well as maintenance records which may, when analysed, indicate trends of wear and tear.
Risk based maintenance follows the risk based inspection strategy we have just covered. It evolved as a means of achieving tolerable risk levels with plant and equipment that carry high risk.
Condition monitoring maintenance
Condition monitoring involves taking readings of equipment in ways that allows those readings to give an insight into the condition of the plant or equipment without having to shut it down or dismantle it.
For example, equipment which has rotating components can be monitored using vibration analysis.
This technique involves taking readings of the vibration patterns of critical components such as shafts and bearings. Analysis of these readings will show if there are any adverse aspects which require further work or more detailed inspections. This non-intrusive technique allows decisions on maintenance to be made more frequently without great disruption, which can result in a substantial reduction in the amount of maintenance needed on equipment. The tendency to over-maintain is also reduced.
Techniques, principles and importance of safe operation, standard operation procedures and maintenance
The hazards associated with the oil and gas industry have changed very little over the years. However, over that same period of time knowledge and understanding of these hazards by those within the industry has accumulated significantly and been greatly enhanced.
Furthermore, because everybody understands the high level of risk shared by all within the industry, this knowledge and understanding is actively shared as lessons are learned.
The requirements of the offshore industry in terms of safety are greater than their onshore compatriots. This is partly because of the harsh environments the offshore sector has to endure, plus the fact that operators on offshore facilities cannot simply walk away to a safer area or expect the emergency services to arrive within minutes.
Pre-start-up safety reviews
Apart from the reactive safety elements (emergency shutdown systems) built into any process system, there is also a need for proactive elements to be applied to operating procedures. An example of such an element is a pre-start-up safety review.
A pre-start-up safety review is conducted:
- Before the actual start-up of a new installation;
- When new chemicals or other hazardous materials are introduced into a process;
- When existing facilities have had significant modifications or a maintenance shutdown.
The review is conducted to ensure that:
- All materials and equipment which have been used to construct/modify/maintain the process system conform to the design criteria;
- All of the following have been inspected, tested and certified:
- process systems and hardware (including computer control logic);
- alarms and instruments;
- relief and safety devices and signal systems;
- fire protection and prevention systems.
- Safety, fire prevention and emergency response procedures have been formulated, reviewed and tested and are appropriate and adequate;
- Start-up procedures are in place and all appropriate actions have been taken;
- A process hazard analysis has been conducted and any resulting recommendations have been implemented or resolved and any actions taken have been documented;
- All training (initial, induction and/or refresher) has been undertaken for all personnel and that it included training in:
- emergency response;
- process hazards;
- health hazards.
- All procedures have been completed and are in place, including:
- operating procedures (both normal and upset) and operating manuals;
- equipment procedures;
- maintenance procedures – finalization of maintenance procedures will include ensuring all pipes and drains opened during maintenance activities are closed off as required, all instrumentation has been replaced, calibrated and in good working order, and that all spades, blinds or spectacle blinds have been removed or turned to their correct operational position.
- Any management of change requirements for new processes and any modifications to existing processes have been met.
Apart from the safety critical elements of a facility, there is a need for some form of emergency safety system that will allow the process and production systems to shut down automatically if things go wrong.
This shutdown system will have various levels of command in order to react appropriately to various situations.
For example, if smoke were detected in a boiler room, it is unlikely the whole process would be shut down in the first instance.
A more appropriate level of command might be to shut down equipment in the affected area, sound an alarm to warn personnel of the smoke and to instigate an immediate investigation.
Within this system there will usually be:
- An Emergency Shutdown (ESD) system. This may shut down specific sections of the process or the full process, depending on the situation. Activation may be applied automatically or manually.
- Emergency shutdown valves – Isolation and High Integrity Pressure Protection System (HIPPS) – in order to isolate a specific section.
- Blow down (vent) valves and system in order to vent gases or vapour away safely.
- A fire and gas monitoring system. This will activate the Emergency Shutdown (ESD) system if fire or gas is detected.
- An automatic fire deluge system to contain any fire detected by the fire monitoring system.
- A temporary safe refuge for personnel in case of an incident.
Control of ignition sources during maintenance and operations
Sources of ignition
Potential sources of ignition come in many forms, and understanding where they might emanate from is the first step in controlling them. They include:
- Cigarettes and matches;
- Heated process vessels, e. g. dryers and furnaces;
- Flames from cutting and welding;
- Lightning strikes;
- Electric sparks from electric motors and switches;
- Electromagnetic radiation of different wavelengths;
- Electrostatic discharge sparks;
- Impact sparks, friction heating or sparks;
- Direct-fired space or process heating;
- Vehicles (unless they have been specially designed or have been adapted).
All areas designated as hazardous need to have systems and control measures in place to control ignition sources.
These control measures should include:
- The implementation of a permit-to-work system for maintenance activities which may generate sources of ignition, e. g. grinding, use of a blowtorch, etc.
- There should be strict working procedures in place during periods when hazardous activities are being conducted, e. g. during the loading and unloading of tankers.
- Prohibition of smoking and the use of matches or lighters.
- Only using electrical and mechanical equipment and instrumentation which has been designed and manufactured for use in the zones in which it is to be used. This includes the use of high intensity electromagnetic radiation sources (e. g. limitations on the power input to fibre optic equipment and avoiding the use of high intensity lasers or other sources of infrared radiation).
- Controlling the risk from pyrophoric scale (this is usually associated with the formation of ferrous sulphide within process equipment).
- The appropriate selection of vehicles and internal combustion engines for zoned areas in which they are to be used (this should include such equipment as spark arrestors on exhaust systems). There should also be controls over the use of normal vehicles.
- The earthing of all plant and equipment.
- All equipment should be electrically bonded so there is no difference in electrical potential between equipment which might result in static electrical spark.
- The installation of lightning protection, which includes having snuffing systems on vent stacks.
- The elimination of surfaces which are above the auto-ignition temperature of any flammable substances or materials which are being handled or stored.
Sources of ignition – direct-fired heaters, hot oil systems and processes operating above auto-ignition temperatures
There are a number of processes within the oil and gas industry which use direct-fired heaters. These heaters need a fuel supply for them to function, but if that fuel supply were to experience a leak close to the furnace, it would be reasonable to expect that any fuel forthcoming would find a source of ignition.
Consequently, maintaining a safe working environment in these situations should be achieved by a combination of a high standard of integrity of fuel and process pipelines, together with a means of rapid detection and isolation if any of the pipes do fail. Finally, there should be a means of rapidly isolating any pipework which may experience a fuel leak.
Where there is potential for pipework carrying process material to fail, this should be the subject of a Hazard and Operability (HAZOP) study, as the consequences can be regarded as very serious.
Sources of ignition – lightning
Lightning protection systems are a specialist area for consideration.
However, in general, the protection measures should include the following:
- All metal containers should be of sufficient thickness to withstand a current surge (lightning strike). This is usually a minimum of 5 mm.
- Air termination wires fitted above containers and storage tanks. These wires should be non- conductive electrically.
- Down-conductors fitted to all other metal structures. These down-conductors should be in sufficient numbers so as to subdivide any current surge (lightning strike) adequately.
- All earthing systems should be interconnected to a single earth termination system. This system usually takes the form of a mesh or grid pattern around the site.
Sources of ignition – vehicles
Most vehicles present a number of sources of ignition. These include the exhaust system of combustion engines, their electrical systems including:
- ignition timing devices,
- hot brakes,
- potential electrostatic discharges from static build-up, etc.
Local rules should govern where normal vehicles can be taken and where they should be excluded.
Many onshore facilities, especially refineries, will host the loading and unloading of tankers, including sea tankers, road tankers and rail tankers. These operations present their own hazards, including the release of gas or vapour. Consequently, in these circumstances controls will need to be implemented in order to control the release of gas or vapour, as well as controls over sources of ignition. These should include implementing safe systems of work.
Cleaning and gas freeing; purging; venting; draining of water, product, oxygen and non-condensables and inerting
There are many circumstances when process plant and equipment has to be depressurized, vented, gas freed and/or purged. Some of these occasions provide a window of opportunity to carry out specific maintenance activities which are only possible when the plant or equipment is in this condition, i. e. breaking containment, vessel entry for inspection, equipment replacement, etc.
Let’s have a more detailed look at what these operations entail.
Gas freeing and purging operations
Gas freeing and purging involves filling spaces in plant or equipment that are currently filled with vapour, with an inert gas, sometimes known as a blanket gas.
This then prevents any flammable mixture forming due to the ingress of blanket gas into the system. This effectively enriches the atmosphere in the vapour space with inert gas, in order that the atmosphere be taken to a level below its lower flammable limit.
Inerting operations
Gas freeing and venting are used to control many types of processes and storage facilities. The partial or complete substitution of a flammable or explosive atmosphere in a contained environment by an inert gas is a very effective means of preventing an explosion.
However, inerting is normally only undertaken when the hazard presented by the volatile atmosphere cannot be eliminated by other means such as the adjustment of process conditions to ensure substances are below flammable limits.
Inerting is typically used in storage tanks where a material may be above its flashpoint. Inert gases are also used in the transfer of flammable liquids under pressure, such as the transfer of hydrocarbons from seagoing oil tankers to land based facilities.
To ensure the inerting system is not compromised by the ingress of air, which will reduce the ability of the system to present a non-flammable/non-explosive atmosphere, a slight positive pressure should be applied to the inerting system.
One of the major risks associated with use of inerting is that of asphyxiation, particularly in confined spaces. Where people have to enter a confined space, it should be a requirement that a formal control system is implemented, such as a permit-to-work system. This will ensure appropriate procedures and control measures are applied, such as replacing the blanket gas with fresh air and testing oxygen levels prior to entry.
Maintenance activities inside confined spaces such as storage tanks are fraught with hazards. Even if tanks have been cleaned, there is still the possibility of residual flammable material being present in cavities and joints. Ideally, tanks should be cleaned using detergents or steam. During maintenance activities inside tanks, a constant flow of fresh air should pass through the tanks in order to disperse any flammable vapour that may have been trapped, or is emanating from residual product missed in the cleaning operation.
Venting operations
During any process operation, there will always be a need to vent the system if an overpressure problem occurs, which will then activate a pressure relief valve. The venting system is made up of a series of pipes which are connected to each pressure relief valve. These pipes then channel the overpressure through to the vent stack where the overpressure is released to atmosphere in a safe and controlled manner (blown down).
Alternatively, the overpressure can go to a flare where it is allowed to combust (burn) in a controlled manner.
Other drain and vent systems go via a closed drain header to a process vessel, known as a Gas Zone drum (GZ drum) in the collection system where the dissolved gases from the produced water are separated or flashed out of the liquid and sent to the flare. The residual liquid is pumped to a “slop system” which stores, and ultimately recycles, the accumulated liquids into the process.
Finally, venting in the form of Pressure and Vacuum relief valves (P&Vs) are used on many storage tanks, process vessels and road and rail tankers when filling and emptying operations are ongoing. This allows pressure in the tank/vessel to be equalized with the atmospheric pressure, thus eliminating the risk of rupture caused by overpressure, or collapse caused by vacuum.
Drained water
All hydrocarbon processes produce a mixture of oils, gases, solids and water, all of which must be separated so they can be dealt with individually.
This separation process takes place in numerous pieces of equipment such as:
- inlet separators,
- production separators,
- 3-phase separators,
- slug catchers,
- surge drums,
- filters, etc.
The processes use various methods in order to separate the water from the oil and gas.
These include:
- dehydration processes,
- pressure let down,
- level control,
- interface,
- filtration,
- demisting, etc.
Water which has been separated out will usually be drained into a pressurized tank and allowed to settle before being cleaned in an oily water separator. From there it will be discharged into the sea if it is offshore or into drainage systems if it is on land.
Legislation is likely to cover what can and cannot be discharged from processes offshore into the sea and onshore into land drains.
It is also worth mentioning that hydrate formation can occur when draining water from pressurized Liquefied Petroleum Gas (LPG) spheres. This operation should be carried out using a sequential valve procedure and only undertaken by trained and authorized personnel.
A prime example of the catastrophic consequences of not adhering to sequential valve procedure was the 1966 Feyzin (France) BLEVE disaster referred to in Risk Management Techniques used in the Oil and Gas IndustriesThe concept of hazard realization.
REVISION QUESTIONS FOR ELEMENT 2 CONTINUED
Answer 1
Risk based maintenance is based on increasing the reliability of equipment by assessing the probability of various failure scenarios and applying an appropriate maintenance schedule in order to pre-empt these failures. In the first instance, the likelihood of equipment failure scenarios is formulated.
Then, out of the many likely failure scenarios, the ones which are most credible (most likely to happen) are subjected to an in-depth analysis, including building a detailed consequence picture of each scenario.
From there, a fault tree analysis is drawn up to determine the probability of failure.
The risk of failure is calculated by taking the probability analysis results and combining them with the consequence analysis results.
Answer 2
Hydrate formation can occur when draining water from pressurized Liquefied Petroleum Gas (LPG) spheres. This can lead to valves freezing, and if they are in an open position, LPG will be allowed to escape, which may lead to an explosion.
Answer 3
The operation of draining water from LPG spheres should only be carried out by trained and authorized personnel using a sequential valve procedure.