The primary objective of this article is to inform and advise the owners and operators of LNG carriers about the issues surrounding rollover.
- Introduction
- Basic Thermodynamics
- Detection of Stratification and Prevention of Rollover (Receiving Terminals)
- Bottom Filling
- Top Filling
- Jet Nozzles and Other Mixing Devices
- Detection of Stratification and Prevention of Rollover in Shore Tanks
- Detection of Stratification and Prevention of Rollover (LNG Carriers)
- Risk Factors for LNG Ships
- Risk Factors for LPG Ships
- Case Histories
- LNG Rollover at La Spezia, Italy
- Rollover on a Moss Type LNG Carrier
- Partington LNG Peak-Shaving Plant 1993
- Shipboard Rollover in the 1960s
Introduction
This guidance is specifically applicable to LNG ships. lt is also applicable to LNG ships acting as floating storage vessels, LNG Regasification Vessels (LNGRV) and Floating Storage and Regasification Units (FSRU) if no countermeasures are in place. For conventional, onshore LNG receiving terminals, the issues are generally well understood and suitable mitigation methods are in place. For LNG ships, the circumstances leading to rollover are quite unusual, but rollover has occurred and therefore this information paper seems appropriate.
Traditionally, bulk LNG is stored in heavily insulated tanks. At shore installations, these may be vertical cylindrical or in-ground tanks, the largest of which have a capacity of up to 250 000 m3 and a working pressure of up to 250 mbar. Spherical or prismatic cargo tanks are used on LNG carriers with individual tank capacities of up to 50 000 m3 and a similar working pressure. Smaller quantities of LNG are normally stored in vacuum insulated tanks (VITs) at pressures of up to 5 bar, although VITs can be produced with capacities of up to 10 000 m3. Heat leaks into the tank through the insulation, warming the cargo and in turn causes the surface layer to evaporate resulting in “boil-off”. The boil-off rate depends on the tank type and application, varying from 0,02 % to 0,2 % of tank volume per day.
Although a few onshore LNG facilities and some classes of LNG ships have reliquefaction plants, generally boil-off from storage tanks/ cargo tanks is not reliquefied, but treated separately. On LNGCs, boil-off is traditionally used as fuel gas; ashore it may be compressed and exported, sent to a re-condenser and adsorbed into the LNG export stream prior to vaporisation, used as fuel gas, or a combination of these, whichever is the most convenient or economic. In all cases, if boil-off is not reliquefied and returned to the storage tank, the lighter fractions evaporate over a period of time and the density of the remaining tank inventory will increase.
“Rollover” refers to the rapid release of LNG vapour that can occur as a result of the spontaneous mixing of layers of different densities of LNG in a storage or cargo tank. A pre-condition for rollover is that stratification has occurred, ie the existence in the tank of two separate layers of LNG of different density. The possibility of a sudden release of large amounts of vapour and the potential over-pressurisation of the tank resulting in possible damage or failure is recognised by the major design codes.
EN 1473 – “The design of onshore LNG terminals” and NFPA 59A – “Standard for the Production, Storage and Handling of LNG” both require this phenomenon to be taken into consideration when sizing relief devices. Whilst the relief valves may Questions and answers to Crew Evaluation System Test about Damage Prevention during cargo deliveryprevent damage to the tank, LNG vapour is not only flammable and heavier than air on release, but a valuable commodity and a potent greenhouse gas and therefore venting should be avoided whenever possible.
Rollover received considerable attention following a serious venting incident at the LNG receiving terminal at La Spezia, Italy in 1971, which is described in the annex.
In 1981, a GIIGNL technical study group began investigating rollover incidents. 41 incidents occurring at 22 plants were identified in the period 1970 to 1982. The majority of these incidents were attributed to mixing liquids of different densities in one tank, but 4 were attributed to “nitrogen induced rollover”, which is explained in the following section. This study enabled operators of storage facilities to implement procedures to prevent stratification and hence rollover.
Traditionally, the LNG industry has been characterised by long-term contracts with an export terminal, employing dedicated ships, supplying a number of regular receiving terminals with LNG whose composition will only ever vary within a very narrow range. Over the last few years, there has been an increasing tendency to balance supplies with short-term contracts from a range of LNG producers. This trend has made the mixing of different compositions of LNG within the same storage tank more likely and hence the probability of stratification and possible rollover has increased unless suitable precautions are taken to ensure complete mixing.
Looking to the future, if LNG is going to be used extensively as a marine fuel, as is widely predicted, ships loading LNG fuel at different ports must be aware of the possibility, consequences and mitigation methods of LNG fuel stratification and rollover.
Basic Thermodynamics
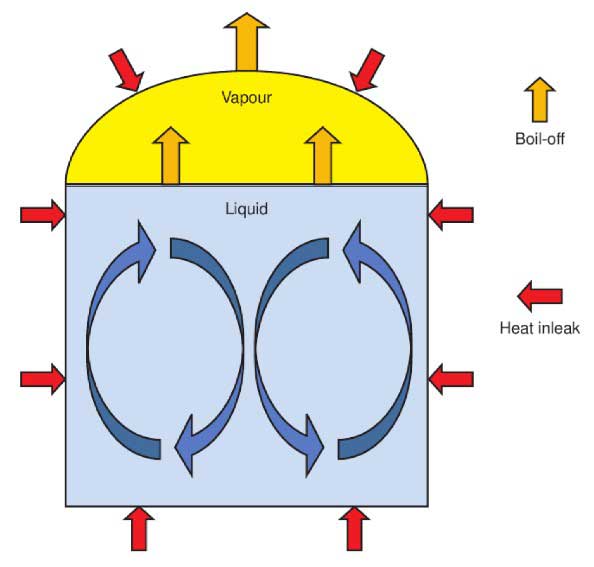
Picture 1 shows an LNG tank without stratification. Methane evaporates from the surface, which cools due to loss of latent heat, causing the density of the surface layer to increase and the liquid to sink. Heat inleak through the tank bottom and wall insulation is sufficient to warm the lower side layers and a convection current is set up, ensuring mixing of the liquid. The lighter fractions will boil off first, resulting in the density of the remaining liquid gradually increasing, a process known as “weathering” or “aging”.
Rollover can only occur if stratification has taken place in the LNG. Stratification of LNG can occur when an LNG tank is filled with LNG of different densities. Stratification will occur readily if the LNG being introduced into the tank is either denser than that of the “heel” remaining in the tank and filling is at the bottom, or if the LNG introduced is lighter than the heel and filling is into the top of the tank. Studies undertaken in Japan in the late 1970s showed that a density difference of 1 kg/m3 (0,001 tonne/m3) could result in stratification if incoming LNG was introduced at a very slow rate.
Picture 2 shows a tank where stable stratification has taken place caused by filling a storage tank with liquids of different densities, the higher density layer being the lower layer. There is little heat or mass transfer between the layers and each layer establishes its own convection currents. A key indicator that stratification has occurred is a noticeable reduction in the normal boil-off rate.
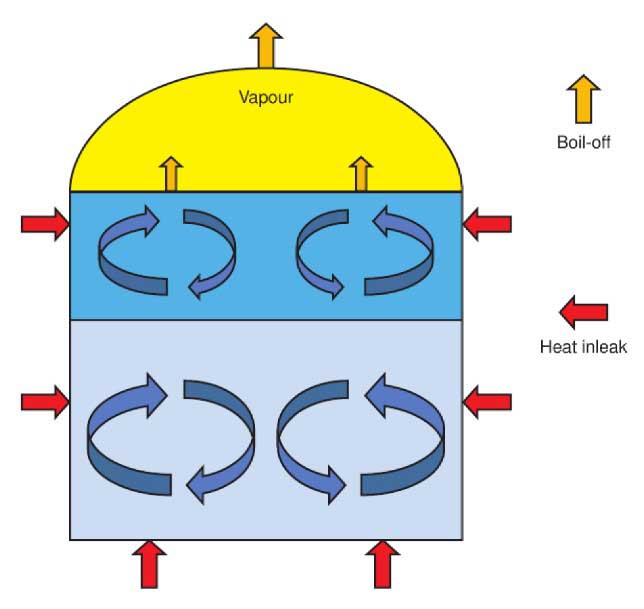
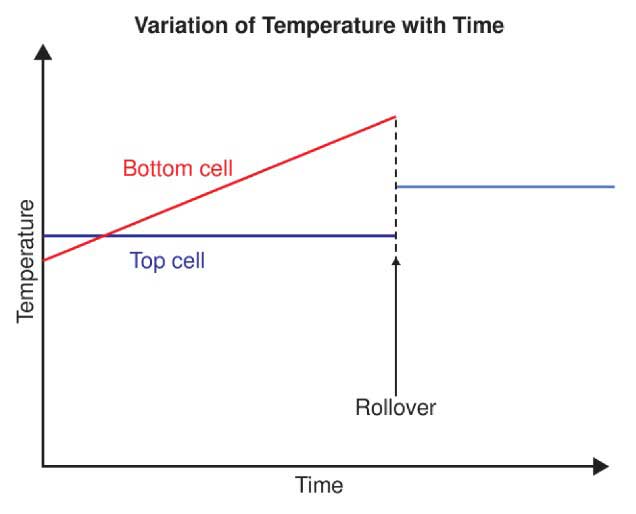
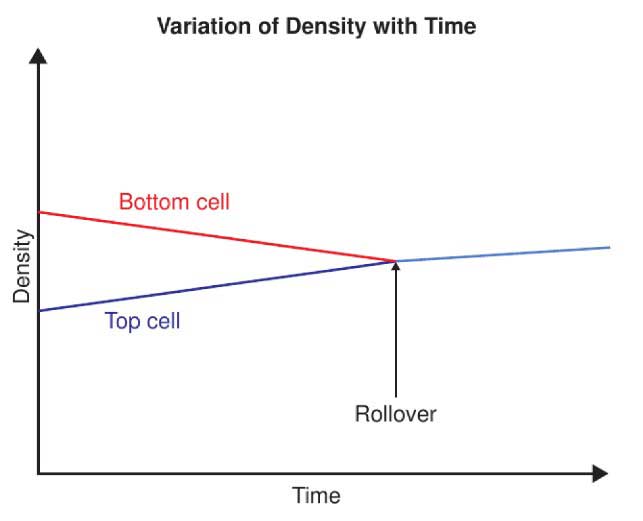
Heat is lost from the upper layer by evaporation, but because of the density difference and very low thermal conductivity of LNG there is very little heat transfer from the lower layer to the upper layer. Instead, the heat, which is absorbed by the lower layer through the tank wall and floor, causes a rise in temperature and a decrease of density of the lower layer. When the densities are approximately equal, the lower superheated layer will rise through the upper layer, releasing its superheat and thereby generating large volumes of boil-off in a short period; this is rollover. Pictures 3, 4 and 5 show the temperature, density and boil-off rate trends graphically.
Experimental work has been undertaken which shows that a thin intermediate layer may exist between the two stratified layers. This controls the rate of mixing of the stratified layers and thus the volume of vapour generated, but further discussion on this topic 1s beyond the scope of this document.
Any gas discharged from the tank during rollover wil be mainly methane at a temperature of approximately -160 °C and so, initially, it will be denser than air. Therefore, it will tend to disperse around the vent mast outlet whilst mixing with air and forming a flammable cloud, becoming buoyant as it warms above about -110 °C.
The information gathered by the GIIGNL study group, referred to in the introduction, indicated that in about half the incidents recorded the increase in boil-off rate was less than 10 times the normal rate, but in 12 % of cases it was calculated to exceed 20 times normal boil-off rate.

If the LNG contains significant quantities of nitrogen, it has been postulated that auto-stratification may occur, possibly resulting in “nitrogen induced rollover”. Four of the rollover cases in the GIIGNL study were attributed to this. Nitrogen has a boiling point of -196 °C compared with -162 °C for the average LNG. Furthermore, nitrogen has a molecular mass of 28, compared with that of 16 for methane, the main constituent of LNG.
Therefore, as the nitrogen boils off, the density of the remaining LNG will decrease, unlike nitrogen-free LNG where the density will increase as it ages. If there is sufficient nitrogen present (> 1 % according to Chatterjee and Geist) this can result in a layer of low density liquid which can remain on the surface, but will eventually mix with the lower layer resulting in rollover.
However, most LNG plants produce LNG with a nitrogen content significantly lower than 1 %. The production of LNG with a high nitrogen content represents a reduction in plant efficiency hence an increase in operating costs.
| Table. Variation in Nitrogen and Methane Content and Density of LNG – GIIGNL | |||
|---|---|---|---|
| N2 % | C1 % | Density kg/m3 | |
| Algeria – Arzew | 0,6 | 88 | 464 |
| Algeria – Bethioua | 0,9 | 88,1 | 455 |
| Australia – NWS | 0,4 | 90,1 | 460 |
| Egypt – Idku | 0 | 95,9 | 436 |
| Libya | 0,7 | 81,6 | 485 |
| Snohvit | 0,8 | 91,8 | 451 |
| Oman | 0,4 | 87,9 | 470 |
| Qatar – Qatargas I | 0,1 | 87,4 | 467 |
Detection of Stratification and Prevention of Rollover (Receiving Terminals)
This section briefly describes various rollover management methods applied in receiving terminals. The same principles can be applied to FSRUs that have been built or converted to have similar characteristics to those of a shore-based receiving terminal.
lt is noted that LNG carriers are not normally equipped with either top filling connections or internal jet nozzles. If grades of LNG with different compositions are going to be received and stored, the simplest countermeasure option is to store them in separate tanks, if this is possible.
However, stratification and thus rollover can be prevented by mixing LNG of different densities using top and bottom fill procedures and recirculation of the tank inventory through jet nozzles or other mixing devices.
Bottom Filling
If the incoming LNG is lighter than the heel in the tank, a bottom filling operation will generally ensure complete mixing of the two LNG grades, with little or no chance of stratification. The boil-off gas production, generated due to the temperature rise of the LNG during transfer from the LNG carrier to the filled tank, is limited by the hydrostatic pressure at the bottom of the tank.
Top Filling
If the incoming LNG is heavier than the stored LNG in the tank, a top filling operation will avoid stratification and the risk of subsequent rollover. However, top filling usually results in excessive vapour generation, due to the flashing of the injected LNG into the tank’s vapour space and subsequent increase in tank pressure, which must be managed. A simple solution to this is to reduce the loading rate, but this may not always be commercially acceptable and other means may need to be adopted.
Furthermore, top filling is not generally provided on LNG carriers, unless they have been converted for use as a floating storage and regasification unit (FSRU) in which case they are often provided with top fill connections.
One method of reducing overall vapour generation when top filling is to lower the tank pressure prior to filling the tank; this will create more boil-off and drop the temperature of the heel. Immediately before filling commences, the tank pressure is raised to above normal operating pressure to limit the amount of LNG that flashes off when discharging into the tank’s vapour space. This raised pressure is maintained throughout the loading process and when filling is complete the tank pressure is slowly returned to its normal level.
Jet Nozzles and Other Mixing Devices
A jet nozzle fitted to a fill line located at the bottom of the tank can be very effective in preventing stratification, but there must be sufficient head in the filling line to ensure the jet can reach the surface of the liquid and sufficient time must be allowed to ensure the mixing process takes place throughout the tank. Diffusers at the bottom of the fill line can also aid mixing. Perforated fill lines have also been fitted to some tanks, but these may result in excessive boil-off if any of the perforations are above the liquid surface during the filling operation.
Detection of Stratification and Prevention of Rollover in Shore Tanks
As mentioned earlier, a noticeable reduction in boil-off rate below the normal is a good indication that stratification has occurred. The measurement of temperature and density throughout the liquid column will confirm this, but accuracy of measuring instruments is essential as ΔT of 0,1 ℃ and density variations of 0,1 % need to be detected. A reduction of 10 % in boil-off rate should be taken as a warning of stratification.
LNG rollover predictive models are widely used in conjunction with internal tank travelling temperature and density instrumentation to predict and update the behaviour of LNG stratification. The more sophisticated of these models also utilise input information from the construction data of the tank (including volume, aspect ratio, insulation efficiency, filling devices and boil-off handling capacity) and, by measuring density and temperature profiles, tank level, initial LNG composition, boil-off rate and send-out rate, can accurately identify stratification and predict the “time to rollover” and the consequences of the rollover such as maximum tank pressure and volume of gas generated.
Once stratification has been detected, the following means may be used to break up the layers:
- Transfer of the liquid from the tank either by exporting or transferring to another tank if possible.
- Circulation of tank contents through jet nozzles or other mixing devices.
- Recirculation of the liquid through a top fill line. lt should be noted that the efficiency of this depends on the flow rate and it can result in high boil-off losses.
If a sophisticated tank management system is provided, the operator will have real time information available to enable break-up of the stratification before rollover occurs.
Recently, intentionally induced density stratification has become routinely used by some operators to reduce high LNG boil-off rates, particularly when top filling is required for heavier LNGs. This means that boil-off gas compressor and pre-heater operating costs can be reduced both during and after unloading LNG tankers. These procedures require careful management, a sophisticated tank management system and a means to break up any stratification as referred to earlier.
Detection of Stratification and Prevention of Rollover (LNG Carriers)
Whilst rollover in receiving terminals has been well studied, the risk of rollover in LNG ships has always been considered low. This is because the dominant trading pattern has involved dedicated trade routes with vessels trading from a single loading port. In this trade, the pre-condition for rollover cannot exist unless there has been a sudden significant increase in the density of the export LNG since it requires a ‘heavy’ or ‘rich’ cargo to be loaded under a significant heel that is lower density or ‘lean’ The terms ‘rich’ and ‘lean’ refer to commercial grades of LNG. LNG is a mixture of hydrocarbon gases with methane being the main component. ‘Rich’ cargoes hove, relatively speaking, more heavy hydrocarbons (ethane, propane and butane etc) in the mixture and therefore, at a given temperature, higher density than ‘lean’ cargoes. The for eastern markets (Japan, China and Korea) receive predominantly rich cargoes whereas the Atlantic basin and the Americas ore lean LNG markets. Whilst rich and lean cargoes con be traded outside their respective markets, the receiving terminal may need to treat the sendout gas to meet local quality standards, either by enriching the gas with LPG or diluting with nitrogen. x.
Through the weathering effect described above, the heel is always richer than the new cargo, and the trade requires minimum heel on arrival, so there are not normally large quantities of heel.
The case study “Rollover on a Moss Type LNG carrier” arose because, unusually, there was a large heel on board and this heel was leaner than the incoming cargo. Another way this could happen is the case of a ship acting as floating storage for an extended period and a decision to top up the tanks with LNG from a different, richer, source. Whilst rollover on an LNG ship is still considered an unusual event, the following comments elaborate on detection and prevention of rollover resulting from these types of incidents.
Because LNG ships do not normally have either the instrumentation to detect stratification or the means to force mix the tank contents, the best management method is to avoid the circumstance arising in the first place.
If faced with either of the circumstances described above, a view should be taken of the density of the LNG on board versus the incoming LNG. If the incoming is likely to be of higher density than the LNG on board, the risk of stratification is high and measures should be taken. If there is uncertainty, detailed calculations should be made to assess the densities both of the onboard and the incoming LNG representative of the conditions at the time of the new loading operation. Ships are not equipped to conduct these calculations and they will have to be performed by experts ashore.
For the case of a large, lower density heel, the following procedure is suggested to mitigate the potential risk once identified prior to loading:
- Consolidate the heel into one tank.
- Partially load a second tank to a level such that there is room to transfer into the tank the entire heel.
- Close the manifold liquid valves-leaving the vapour manifold open.
- Transfer the heel into the partially filled tank. This should be done using the ship’s cargo pumps as fast as safely possible, prudence and vapour generation permitting. The reason for speed is to promote as much turbulence as possible in the bottom of the receiving tank to aid mixing.
- Do not load any further LNG into the tank containing the mixture.
- Complete loading the other tanks as per normal procedures.
The above procedure is to be carefully discussed between ship and shore before commencement of loading. lt should be noted that the transfer and mixing process may generate significant amounts of vapour.
Whilst more complex, an alternative to the above process would be to consolidate the heel into one tank and then start loading into a different tank at a slow rate whilst transferring from the heel tank. This would ensure mixing of the products, but it is important that the mixing occurs throughout the time the tank is being filled in order to prevent stratification between the mixed LNG and that coming from the terminal. For the floating storage case, particularly if none of the methods to detect and mitigate the effects of stratification is installed, if a risk of stratification is identified prior to loading, the cargo is simply unacceptable.
Should, against previous advice, a ship load and it is subsequently determined that there is a risk of stratification, the following may give some indication that stratification has occurred:
- Reduction in boil-off gas flow rate below normal.
- Tank level not decreasing at a normal rate; indeed, it may even increase.
- A careful examination of the CTS temperature probes shows the lower ones increasing in temperature whilst the upper ones are substantially constant.
These effects are all fairly small and may be masked by other factors. If it is discovered that a ship is at risk of rollover, the only remedy is to discharge all the cargo as soon as possible into a shore receiving tank with the appropriate mixing arrangements. This has very severe commercial and operational implications, which is why it is so important that the risk is carefully assessed before loading.
Risk Factors for LNG Ships
The following trades are deemed to have negligible or low potential risk of stratification:
- Ships on dedicated trades.
- Ships that arrive at the loading port with minimal or zero heel.
- Ships continually trading within either a rich gas region or a lean gas region.
- Ships moving from a rich gas trade to a lean gas trade.
- Ships moving from lean gas trade to rich, providing point (b) above is observed.
- Floating storage vessels topping up with fresh (unweathered) LNG from the same source as the original stock.
The following circumstances could lead to significant risk and careful assessment on a case-by-case basis is needed:
- Ships with a significant amount (>800 m3) of lean gas heel loading a rich gas cargo.
- A floating storage vessel with stock originating from a lean producer topping up with rich LNG.
Risk Factors for LPG Ships
There is no reported evidence of rollover occurring with LPG ships, but there are differing risks associated with co-mingling of cargoes on board.
Case Histories
LNG Rollover at La Spezia, Italy
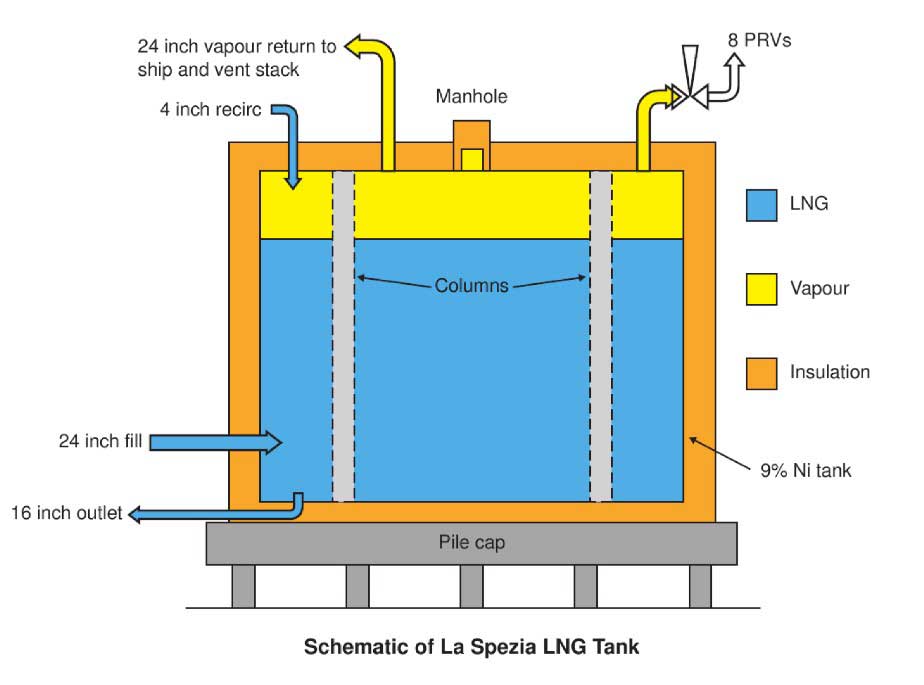
In August 1971, a rollover incident occurred at the La Spezia LNG import terminal resulting in the release of a large quantity of vapour from a storage tank relief valves and vent.
The terminal had two vertical cylindrical single containment 9 % Ni storage tanks, each of about 50 000 m3 capacity with a maximum design pressure of 50 millibar. Filling was via a 24 inch side entry bottom connection. A 4 inch top recirculating connection was also provided.
The tank that was filled had a heel of 5 170 tonnes to which was added a cargo of 18 200 tonnes. Details of the heel and cargo are as follows:
| Heel | Cargo | |
|---|---|---|
| Methane | 63,6 mole % | 62,3 mole % |
| Ethane | 24,2 | 21,8 |
| Propane | 9,4 | 12,7 |
| Butane | 2,3 | 3,1 |
| Pentane+ | 0,2 | 0,1 |
| Nitrogen | 0,3 | <0,1 |
| Temperature °C | -158,9 | -154,3 |
| Density kg/m3 | 541,7 | 545,58 |
Prior to discharging to the shore tank, the LNGC “Esso Brega” had been in La Spezia harbour for more than one month, during which time the cargo had weathered and warmed. When this heavier warmer LNG was loaded through the bottom side fill it stayed on the bottom, the lighter cooler tank heel being displaced upwards with only minimal mixing and the static pressure suppressing vaporisation of the bottom layer. lt is not known whether the 4 inch recirculating line was used, but it would probably have been too small to have had any serious effect.
The heel in the storage tank had been boiling off prior to filling, but the rate was seen to increase sharply during the loading period of about 10 hours, during which time about 30 tonnes of boil-off was generated and stratification developed. After loading, there was an ullage of 4 m in the tank. There followed a quiet period during which time the boil-off evolution was at a similar rate to that before the loading commenced.
About 31 hours after the loading had commenced, rollover occurred. The tank relief valves lifted for about 1 hour and 15 minutes and the vent discharged at high rates for a further 2 hours after the relief valves closed. The vapour release rate escalated to an estimated peak of 10 tonnes/hr and it was calculated that, before boil-off relapsed to its rate before loading had commenced, a total of 86 tonnes of vapour had been released.
When the relief valves started to lift, the plant management informed the port authority and local emergency services, who closed local roads, and the “Esso Brega” was moved off the berth. The tank was not damaged by the overpressure, although this rose to about 20 millibar above the design pressure, and no injuries were sustained.
In J.A Sarsten’s report in “Pipeline & Gas Journal” Vol. 199 in 1972, it was stated that reoccurrence of this type of incident would be prevented by fitting an angled jet nozzle to promote mixing in the tank. This report also noted that the relief valves on the second tank lifted for a period of about 15 minutes. It is assumed that this tank was over-pressurised through a common vapour header.
Rollover on a Moss Type LNG Carrier
It was believed. that rollover on a Moss type LNG earner was unlikely to occur because the spherical shape of the tank would strengthen the convection current and ensure thorough mixing of the tank inventory, this being aided by the vessel’s motion in a seaway.
However, in 2008, a Moss type 125 000 m3 LNG carrier discharged a cargo in the Far East that had been loaded in Trinidad, keeping over 8 500 m3 of LNG as heel in two cargo tanks for the onward voyage to the Mediterranean to load. After 8 days at sea, the vessel received orders to divert to load in a Japanese port, where it arrived 17 days after leaving the discharge port, arriving with a heel of over 5 000 m3 of LNG.
The port where the vessel loaded was a receiving terminal and the loading rate was less than half of what would normally be expected. Also the vessel had to interrupt loading for several hours to ensure that the cargo tanks were cooled to acceptable limits. Both of these factors may have contributed to the stratification of the tanks contents. The density of the cargo loaded in Trinidad was 427 kg/m3, that of the 8 500 m3 heel 454 kg/m3 and that loaded in Japan 454 kg/m3. Nitrogen content was negligible.
24 hours after leaving port, the levels were seen to increase in No. 3 and No. 4 tanks, which had contained the heel. After 5 days, whilst the vessel was waiting to berth at the discharge port, the tank pressures were seen to rise, accompanied by a drop in the tank levels in 3 and 4 tanks as rollover occurred. The crew shut in on the vapour valves from 1, 2 and 5 tanks to send as much vapour as possible to the boilers from 3 and 4 tanks, which peaked at 200 mbar. Shortly after this, the vessel berthed and was able to send vapour to the shore flare to stabilise the system and enable opening custody transfer to begin.
This was not considered to be a senous roll-over, compared with the La Spezia incident, but demonstrated that LNG carriers can experience stratification and rollover if heavy LNG is loaded under a heel of lighter density. The changes in tank level were more apparent because a spherical tank will have a greater change for a given volume than a prismatic tank when the tank is fully loaded. At no time d id the tank pressures exceed the design pressure nor did the cargo tanks pressure relief valves lift.
This is the summary of a verbal report given at a SIGTIO Panel Meeting in 2011 by the vessel operator and charterer.
Partington LNG Peak-Shaving Plant 1993
In 1993, a rollover occurred in a 21 000 tonne storage tank at the Partington LNG peak-shaving plant in the UK, resulting in the relief valves lifting and a considerable quantity of vapour being discharged to atmosphere.
The tank had a heel of 17 266 tonnes of LNG and a total of 3 433 tonnes of new product was added over a period of 24 days, ready for the winter period. During the final 13 days of this production run, two significant events occurred. First a cryogenic distillation plant was commissioned, designed to reduce the heavy hydrocarbon and C02 content of the feed gas to the liquefaction plant, and secondly, due to the Morecambe Bay gas field being shut down, the N2 content of the feed gas to the plant dropped significantly.
68 days after filling ceased, the tank pressure started to rise rapidly and both the process relief valves and the emergency relief valves lifted, resulting in approximately 150 tonnes of vapour being vented to atmosphere from the tank over a 2 hour period. At no time d id the pressure in the tank exceed its design pressure. The tank was not damaged and was subsequently returned to service after examination.
Calculations undertaken as part of the investigation into the incident indicated that the tank heel prior to filling was approximately 446 kg/m3, to which 1,533 tonnes of LNG at 449 kg/m3 was initially added followed by 1 900 tonnes of the lighter LNG, resulting in a product density of 433 kg/m3. The first phase of the run would have been expected to mix with the heel, but the lighter second phase would have stratified. In the first 58 days after filling, approximately 160 tonnes of LNG had boiled off, whereas calculations showed that about 350 tonnes would have been expected.
| Heel | Phase 1 | Phase 2 | |
|---|---|---|---|
| Tonnes | 17,226 | 1,533 | 1,900 |
| Nitrogen % | 0,38 | 1,6 | 0,5 |
| Methane % | 92,6 | 92,7 | 97,5 |
| Ethane % | 6,5 | 5,7 | 2,0 |
| Propane % | 0,46 | – | – |
| Butane % | 0,03 | – | – |
| Density kg/m3 | 446 | 449 | 433 |
Following this investigation, the operator introduced operational procedures at their peak-shaving sites for filling tanks and identifying stratification. These included determination of heel density by analysing export gas, controlling LNG density from the liquefaction plant to ensure it does not differ from the heel by more than 5 kg/m3, limiting N2 concentrations in the tank to less than 0.8 % after filling and regular analysis of boil-off composition and rates. Should stratification be suspected, the tank is recirculated from bottom to top to mix the contents and release superheat.
Shipboard Rollover in the 1960s
A vessel had been loading in a North African port for about 1 hour when the shore plant blacked out and loading ceased for 12 hours. LNG in the loading lines was not recirculated prior to recommencement of loading and a slug of warm LNG was passed to the ship which would have provided conditions for stratification to occur. Loading was completed without further incident and the vessel sailed. After 12 hours at sea, the cargo tank pressure suddenly rose and a relief valve opened. Anecdotal reports indicate that the discharge from the vent riser appeared as an aerosol with a fine mist, most likely atmospheric condensation, engulfing the ship. No damage was reported.
On rollover.In general, it can take place with heating of extended floors of tankages with cryogens.Some density differense between layers triggers the rollover , after which density becomes more- less uniform. In fact, natural convection from heated horizontal surface takes place with floting of heated mass, so called termics. Long time ago to ,heat collection at tank floor I used the funnel structures,extending from floor up to interphace , in which the storable is preheated anddirected up.This idea is claimed in Russian Patent 2027944,now obsolete. (1992). May be this approach can help You. Sincerely, Vladimir.