Welding defects in aluminum alloys are common challenges faced by welders due to the metal’s unique properties. Aluminum’s high thermal conductivity and low melting point make it susceptible to issues such as porosity, cracking, and distortion. Identifying these defects early is crucial for maintaining the structural integrity and aesthetic quality of the weld. Techniques such as visual inspection, radiographic testing, and ultrasonic testing are often employed to detect flaws accurately.
Preventing and repairing welding defects in aluminum require a combination of proper preparation, technique, and post-weld treatment. Pre-weld cleaning to remove oxides and contaminants, using appropriate filler materials, and controlling heat input are essential steps in minimizing defects. When defects do occur, repair methods such as grinding out cracks, re-welding, and using filler materials can restore the weld’s integrity. Understanding and addressing these defects not only improve the quality of the weld but also extend the lifespan of the aluminum structure.
Welding Defects
Main Causes of Welding Defects
Weldability and subsequent weld quality of Characteristics of Aluminum Alloysaluminum alloys is influenced by small amounts of alloy additions.
Imperfections in welds arise from chemistry, cleanliness and most importantly from the high thermal conductivity and rapid cooling rate of aluminum.
Porosity
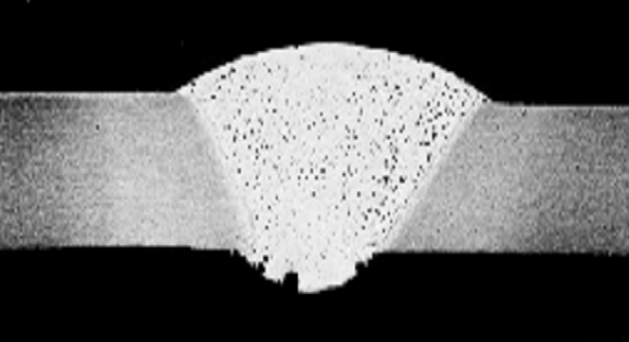
Porosity is a frequent flaw in Aluminum MIG welds. Finely distributed Weld Failures and Weld Testing Techniques in Oil and Gas Industryporosity in the weld toe is common.
The main cause of porosity is absorption of hydrogen. Sources of hydrogen are:
- hydrocarbons (oil/grease);
- moisture on the parent material and filler wire;
- water vapor from the shielding gas atmosphere.
Figure 1 shows the aspect of a welding with porosity.
Cracks
A variety of cracks occur in aluminum alloys.
Shrink is typically 5 % greater than in steel welds, due to stresses from high thermal expansion (twice than steel) and this leads to substantial contraction on solidification.
Read also: Aluminum Welding Techniques: Advanced Methods
Crater cracks at weld crater at the end of the weld mushy solidification (solute segregation) originates high shrink stress.
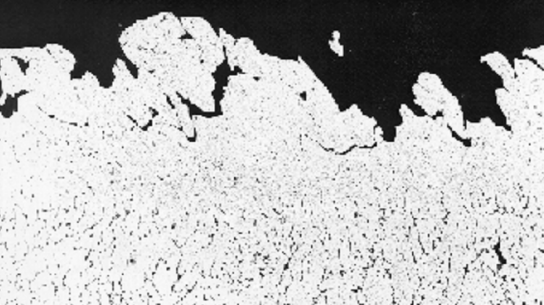
Solidification (HOT) cracks form in the center of the weld usually extend along the centerline during solidification (see Figure 2).

Liquation cracking occurs in the heat affected zone (HAZ). Low melting point phases are formed at the grain boundaries.
Cracks result when liquid is sheared by contraction stresses when the weld metal solidifies and cools.
Heat treatable alloys, 6 000 series alloys are susceptible to this type of cracking (see Figure 3).
The causes of cracks may be summarized as follows:
- incorrect filler wire/parent metal results in liquation/hot crack;
- incorrect weld geometry, wide gap or excessive fill results in high heat input/shrink;
- narrow or tight/lack of fusion;
- welding under high restraint conditions resulting in shrink cracks.
Poor Weld Bead Profile
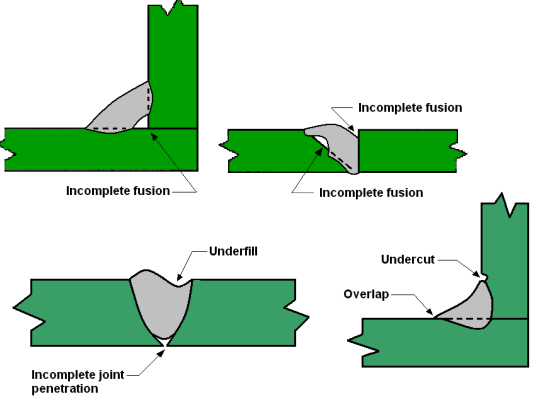
Incorrect welding parameter settings, in particular arc voltage and amperes set too high or too low; result in undercut, underfill, cold lap.
Poor welder technique results in lack of fusion, lack of penetration and undercut.
High thermal conductivity of aluminum and rapidly solidifying weld pool make these alloys particularly susceptible to weld profile flaws.
Figure 4 shows typical defects of aluminum weldings.
Dilution Ratio
Welding 6000 series alloys autogenously (no filler metal) will almost always result in cracking.
Filler metals must have increase silicon & manganese to produce crack resistant microstructure. Therefore, 4043 & 5356 alloys are typically used.
For 6061 alloy welds, weld ratio should be 70 % filler metal to 30 % base metal. Dilution is achieved thru wider bevels, increased root opening or limit on weld fill passes.