Сборка двигателей внутреннего сгорания, как и всех других машин в современном машиностроении, расчленяется на узловую и общую. Под общей понимается сборка всего двигателя, а под узловой — сборка отдельных его частей. Узловая сборка предшествует общей сборке. Последовательность сборки устанавливается технологической схемой сборки, согласно которой составляется сетевой график (см. рис. “Технологические схемы сборки для узла и двигателя”Документация технологического процесса сборки).
Сборку крупных судовых двигателей, которые обычно строятся мелкими сериями, ведут на неподвижных стендах. Стенды располагаются на полу сборочного цеха. Испытывают такие двигатели часто также на сборочных стендах, поэтому они должны быть достаточно устойчивыми и надежными.
При больших сериях постройки малых и средних двигателей сборка их может производиться как на неподвижных, так и на подвижных стендах.
К деталям и узлам, поступающим на сборку, предъявляется ряд требований. Главнейшие из них следующие.
Все детали должны быть промыты, очищены от грязи, стружки, антикоррозионной смазки, насухо протерты или обдуты сжатым воздухом.
Маслоканалы, смазочные отверстия и резьбовые отверстия должны быть тщательно осмотрены, промыты и продуты сжатым воздухом.
Все трущиеся поверхности должны быть смазаны при сборке чистым маслом, применяемым для смазки двигателя.
Шплинты должны быть установлены без качки и не должны выступать над прорезью гаек.
Перед завертыванием шпилек, болтов и гаек их резьба должна быть смазана минеральным маслом, а резьбовые соединения рамовых и шатунных подшипников — касторовым маслом.
При сборке производить клеймение и маркировку спаренных деталей и узлов.
Сборку двигателей производить в чистом помещении при температуре не ниже 10 °.
При креплении детали или узла несколькими гайками их следует затягивать постепенно и равномерно, как указано в статье “Сборка резьбовых соединений”Сборка типовых соединений судна и их балансировка.
Узловая сборка двигателей
Сборка рамы. Устанавливают поддоны, люки, заглушки, шпильки, масляный трубопровод и раму испытывают на непроницаемость наливом воды в течение 10-15 мин.
Сборка блока цилиндров. Устанавливают протектора, заглушки, штуцера для смазки, ввертывают шпильки и окрашивают водяные полости. Подбирают комплект цилиндровых втулок по цилиндрам. Втулки устанавливают в цилиндры, при этом в четырехтактных двигателях втулки опускаются под действием собственного веса, в двухтактных двигателях — их запрессовывают на прессах или нажимной планкой (рис. 1).

После установки втулок необходимо проверить перпендикулярность их осей к опорной плоскости блока.
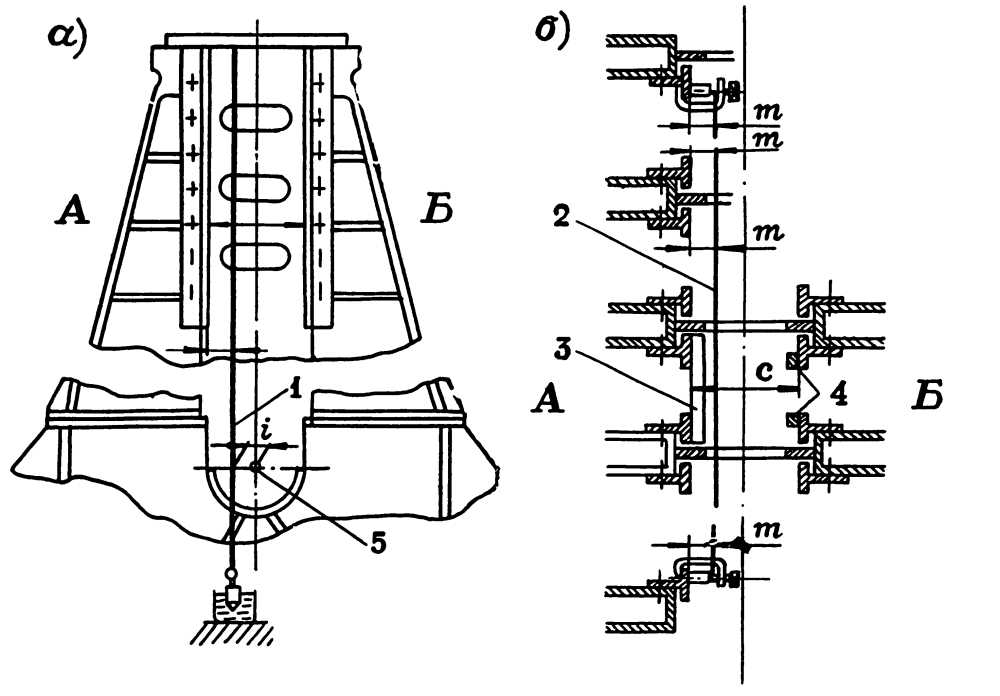
Втулки проверяются также на эллиптичность, которая может образоваться из-за неправильной установки уплотнений. Устраняют эллиптичность переустановкой втулок или заменой резиновых уплотнений. Проверку перпендикулярности производят на проверочной плите с помощью специального приспособления (рис. 2).

Блок 1 устанавливают на проверочную плиту 2, щупом до 0,05 мм проверяют плотность прилегания опорной плоскости блока к плите. Щуп 0,05 мм не должен проходить. В каждый цилиндр поочередно заводят приспособление 3 и перемещают его по плите вокруг внутренней поверхности так, чтобы упор 4 все время соприкасался с втулкой.
Величина неперпендикулярности или перекоса втулки в блоке цилиндров определяется по формуле:
где:
- i — разность показаний индикатора 5 в двух противоположных направлениях по Ремонт крышек рабочих цилиндров судовых ДВСоси двигателя или по вращению, мм;
- l — расстояние между индикатором 5 и упором 4, мм.
Отклонения от перпендикулярности для тронковых двигателей не должны превышать:
- по оси двигателя — 0,05-0,10 мм на 1 м;
- по вращению — 0,25-0,35 мм на 1 м.
Недопустимый перекос втулки должен устраняться исправлением отклонений, допущенных при механической обработке втулок и блоков цилиндров.
Надежность уплотнений втулок в цилиндровых блоках испытывают гидравлическим давлением 5-6 кг/см² в течение 5-10 мин.
Сборка крышек рабочих цилиндров. Окончательное гидравлическое испытание крышки производят непосредственно после механической обработки.
При узловой сборке крышки запрессовывают направляющие втулки клапанов, ввертывают шпильки для крепления форсунки, клапанов, рычагов, патрубков и т. д. Притирают на притирочных станках седла и клапана и проверяют керосином герметичность притирки выдержкой в течение 5-10 мин. Контроль притирки производят также по рискам карандаша. Устанавливают на крышку клапаны, форсунку, распределительные рычаги с осями и кронштейнами и т. п.
Сборка коленчатого вала. Пригоняют шпонки и устанавливают шестерни, эксцентрики и противовесы.
Ремонт коленвала и других основных подвижных деталей дизелейСобранный коленчатый вал укладывают на плиту в призмы и окончательно проверяют соосность рамовых шеек, параллельность мотылевых шеек оси вала, точность размеров и т. д.
В коленчатых валах больших размеров неточности геометрической формы шеек, а также отклонения от параллельности мотылевых шеек оси вала и другие погрешности исправляют слесарной пригонкой.
Сборка распределительного вала. Пригоняют шпонки или другие устройства для закрепления кулачных шайб и шестерен на валу и для соединения между собой частей вала (если он сборный). Насаживают кулачные шайбы. Собранный распределительный вал проверяют на соосность рабочих шеек. При проверке индикатором вала, уложенного в призмах или установленного на станке, допускается биение рабочих шеек не более 0,04÷0,06 мм.
Сборка узла шатун — поршень тронкового двигателя. Устанавливают втулку в верхнюю головку шатуна, предварительно нагрев шатун или охладив втулку. Развертывают головную втулку на масляный зазор по пальцу и проверяют индикатором параллельность оси верхней головки пяте стержня (рис. 3). Отклонение от параллельности допускается не более 0,1 мм на 1 м.

Собирают поршень с пальцем, при этом палец устанавливают нагревом поршня в масляной ванне до 100 ° или охлаждением пальца до -75 °.
Предлагается к прочтению: Судовые вспомогательные механизмы и теплообменные аппараты
После сборки поршня с шатуном производят проверку параллельности осей шатуна и поршня на проверочной плите или на столе при помощи угольника или специальной линейки (рис. 4). В первом способе поршень с шатуном устанавливают днищем на проверочную плиту так, чтобы угольник, приставленный в плоскости бобышек, плотно прилегал к направляющей части поршня с обеих сторон. Затем шатун попеременно перемещают по пальцу до упора в бобышку и измеряют микрометрическим нутромером расстояние между угольником и шатуном внизу у юбки поршня и вверху у мотылевого подшипника.

а – на листе с помощью угольника; б – на столе с помощью специальной линейки
Величину непараллельности осей шатуна и поршня определяют по формуле:
где:
- a, b — расстояние между угольником и шатуном, мм;
- l — расстояние между точками измерений, м.
Вторым способом параллельность осей шатуна и поршня проверяют при помощи специальной линейки. В данном случае нет необходимости в установке поршня на проверочную плиту. Общие вопросы сборки судовых машинПоршень может быть установлен на сборочном столе.
При измерениях в обоих способах положение шатуна фиксируют деревянными распорками, вставляемыми между стержнем шатуна и стенками поршня в плоскости, перпендикулярной к оси поршневого пальца.
Допускаемый перекос осей шатуна и поршня составляет не более 0,5 мм на 1 м.
Сборка механизма движения крейцкопфного двигателя. Детали движения собирают в два комплекта:
- поршень — шток и крейцкопф;
- шатун — подшипники.
Предварительно собирают и в сборе проверяют крейцкопф и шток. Основные требования к узлам механизма движения:
- Оси штока и шеек крейцкопфа должны быть взаимно перпендикулярны; отклонение не должно превышать 0,10 мм на 1 м.
- Оси штока и шеек крейцкопфа должны пересекаться; отклонение от пересечения не более 1 мм.
- Плоскости ползуна должны быть параллельны осям штока и шейкам крейцкопфа. Допускаемое отклонение от параллельности — до 0,15 мм на 1 м.
- Оси штока и поршня должны быть соосны. Судовые вспомогательные механизмы и теплообменные аппаратыБиение поршня относительно штока допускается не более 0,1 мм.
Основное требование к собранному шатуну и крейцкопфу — параллельность осей крейцкопфных и мотылевых головок. Непараллельность не должна превышать 0,15 мм на 1 м.
Соосность осей штока и поршня после их соединения, перпендикулярность осей штока и шеек крейцкопфа, параллельность плоскостей ползуна осям штока и шейкам крейцкопфа может быть проверена на станке или в призмах на проверочной плите с помощью индикатора (рис. 5, 6, 7). В случае превышения допустимых отклонений непараллельность плоскостей ползуна осям штока и шейкам крейцкопфа устраняется дополнительной обработкой плоскостей ползуна.


1 – поршень; 2 – шток; 3 – крейцкопф; 4 – опоры (призмы); 5 – плита; 6 – индикатор со стойкой и упором; 7 – индикатор со стойкой

После сборки и проверки отдельных узлов полностью собирают Элементы движения, распределительный вал и другие составляющие ДВСмеханизм движения и проверяют на плите перпендикулярность оси штока и плоскости соединения шатуна с нижней головкой, чем контролируют выполнение основного требования к собранному шатуну и крейцкопфу. Для этого поршень со штоком, крейцкопфом и ползуном соединяют с шатуном при помощи головных подшипников, ранее подогнанных по шейкам крейцкопфа и устанавливают на проверочную плиту 1 так, чтобы шток был параллелен, а ползун перпендикулярен плите (рис. 8).

1 – плита проверочная; 2 – призмы; 3 – индикатор со стрелкой; 4 – угольники контрольные
При помощи угольника 4 и щупа замеряют величину просвета между пяткой шатуна и угольником. Поворачивают механизм движения на 180° и повторяют измерение.
Разность замеров, отнесенная к высоте пятки шатуна, и будет величиной неперпендикулярности. Допускаются отклонения до 0,15-0,20 мм на 1 м. Перекос устраняют подгонкой подшипников верхней головки шатуна.
Общая сборка тронкового двигателя на стенде
Сборка главных судовых двигателей внутреннего сгоранияОбщую сборку двигателя производят, как указывалось выше, на специальном стенде, расположенном на полу сборочного цеха (рис. 9). Стендовые балки 2, образующие в паре сборочный стенд, устанавливают на чугунные анкерные балки 1, забетонированные в полу сборочного цеха. При этом должна быть обеспечена горизонтальность положения верхних поверхностей, что выверяется с помощью линейки 4 и ватерпаса 5. Горизонтальность верхних поверхностей достигается путем установки «прокладок различной толщины под нижнюю поверхность стендовых балок. После окончательной выверки стендовые балки крепят анкерными болтами 3 с одновременной проверкой линейкой и ватерпасом. Допустимые отклонения от горизонтальности 0,03 мм на 1 м длины.

При стендовой неподвижной сборке для проверки горизонтальности и вертикальности поверхностей деталей могут быть использованы «земные координаты» с применением ватерпаса и отвеса. Большим недостатком этого способа проверки является низкая производительность процесса, поэтому применяется он в мелкосерийном производстве крупных двигателей.
Проверка горизонтальности и вертикальности при сборке небольших и средних двигателей осуществляется с помощью современных измерительных приборов и приспособлений.
Общая сборка осуществляется в определенной последовательности в соответствии с технологической схемой сборки.
Установка рамы. Раму устанавливают на стендовые угольники. До крепления рамы проверяют щупом плотность ее прилегания к балкам; допускается местная неплотность прилегания лап рамы до 0,1 мм. После этой проверки раму закрепляют болтами, равномерно затягивая гайки.
Установка и подгонка вкладышей. Подбирают комплект вкладышей рамовых подшипников и проверяют плотное прилегание их в гнездах рамы и крышек. Допускается закусывание щупа 0,03 мм в плоскости разъема вкладышей на длине не более 20-30 мм (стрелка А на рис. 10).

При проверке прилегания вкладышей в гнездах по краске отпечатки краски должны покрывать не менее 80 % сопрягаемой поверхности и располагаться равномерно. Нижние вкладыши закрепляют в гнездах рамы специальным приспособлением (см. рис. “Приспособления для крепления вкладышей в гнездах при шабрении”Сборка подшипников скольжения). Верхние вкладыши крепятся в крышках. Гнезда рамы, крышки и вкладыши маркируют номерами подшипников.
Вкладыши, установленные в гнездах рамы, должны быть соосны между собой и их общая ось должна быть параллельна верхней плоскости рамы и вертикальным стенкам гнезд рамовых подшипников. Это требование обеспечивается точной расточкой гнезд и изготовлением вкладышей с разностенностью не более 0,01 мм, что выгодно в крупносерийном производстве. В мелкосерийном производстве вкладыши рамовых подшипников подгоняют шабрением с проверкой по фальшвалу (рис. 10).
Фальшвал изготовляют из трубы с диаметром шеек, равным
где:
- d — диаметр рамовых шеек коленвала, мм;
- s — масляный зазор, s ≈ 0,001·d, мм.
Точность подгонки вкладышей 2 по фальшвалу проверяется по краске. Фальшвал 1 должен прилегать к нижним вкладышам на поверхности не менее 80 % с разбивкой по краске с точностью 1-3 пятна на 1 см². Пятна должны располагаться по всей длине нижней части вкладыша на секторе не менее 120 °, причем в боках вкладыша допускается прохождение щупа 0,05 мм на глубину не более 25 мм по образующей.
Верхние вкладыши подгоняются на краску по фальшвалу с той же точностью, как и нижние.
Одновременно с подгонкой нижних вкладышей проверяют индикатором 3 и винтовым нутромером 4 параллельность фальш-вала верхней плоскости рамы и вертикальным стенкам гнезд рамовых подшипников. Отклонения от параллельности допускаются не более 0,05 мм на 1 м.
При применении тонкостенных вкладышей Слесарно-пригоночные работы и их механизация в судостроениине подлежащих шабрению, соосность гнезд обеспечивают пригонкой по фальшвалу, диаметр которого равен наружному диаметру вкладыша.
Укладка коленчатого вала. После подгонки вкладышей по фальшвалу укладка коленчатого вала занимает немного времени и сводится к контрольной проверке на краску вкладышей по шейкам коленчатого вала, проверке раскепов и масляных зазоров.
До пригонки рамовых подшипников пригоняют торцы упорного вкладыша с зазором на обе стороны до 0,1-0,2 мм. У остальных подшипников осевые зазоры между торцами вкладышей и щеками коленчатого вала составляют 4-5 мм.
При наличии упорного гребня на валу в первую очередь шабрят все рамовые подшипники, а затем устанавливают сегменты упорного подшипника.
По окончании контрольной проверки пригонки вкладышей по рамовым шейкам вал приподнимают, тщательно очищают и промывают керосином шейки и вкладыши, продувают сжатым воздухом масляные каналы, обильно смазывают маслом шейки и подшипники, затем вал опускают на подшипники, ставят на место верхние вкладыши и крышки. Масляные зазоры при этом проверяют по щупу или свинцовыми проволочками (см. рис. “Схема проверки масляного зазора свинцовыми проволочками”Сборка подшипников скольжения).
После окончательной укладки коленчатого вала еще раз измеряют раскепы в четырех положениях вала, по которым и определяют положение геометрической оси вала в вертикальной и горизонтальной плоскостях. Для этого измеряют микрометрическим штихмасом или специальным индикатором с пружинной штангой (рис. 11) расстояние между щеками мотыля в четырех положениях мотылей: в в. м. т. и в н. м. т., на левом и правом борту.

По расхождению щек судят о направлении деформации вала в районе данного мотыля. Так, если расстояние между щеками мотыля в в. м. т. больше, чем в н. м. т., то стрелка прогиба оси вала направлена вниз (раскем положительный), и, наоборот, если в н. м. т., стрелка прогиба оси вала направлена вверх (раскеп отрицательный).
При положительном раскепе подшипники данного мотыля должны быть подняты, при отрицательном — опущены.
В горизонтальной плоскости раскепы считаются положительными, если расстояние между щеками мотылей на левом борту больше, чем на правом борту. Раскепы отрицательны, если расстояние между щеками мотылей на правом борту больше чем на левом.
Коленчатый вал желательно укладывать по отрицательным раскепам.
Установка блока цилиндров. К установке блока цилиндров на раму двигателя предъявляются следующие требования:
- Оси всех цилиндров должны быть перпендикулярны, оси коленчатого вала; допускаемое отклонение до 0,10 мм на 1 м;
- Оси всех цилиндров должна пересекать ось коленчатого вала;
- Оси всех цилиндров должны быть симметрично расположены по отношению к щекам мотылей, допускаемое смещение 0,2-0,3 мм.
Как правило, первое требование выполняется при перпендикулярности осей плоскости основания блока и параллельности оси коленчатого вала верхней плоскости рамы, что обеспечивается на узловой сборке блока и укладке коленчатого вала.
Читайте также: ТО и ремонт судовых дизелей
Остальные требования обеспечивают путем правильного расположения блока в продольном и поперечном направлениях. Для этих целей используют вспомогательные базы, выполненные при механической обработке рамы и блока цилиндров. При отсутствии вспомогательных баз блок устанавливают с контролем его расположения по струнам, натянутым по всем осям цилиндров, и по уложенному коленчатому валу (рис. 12). Мотыль ставят в горизонтальное положение и на щеках 3 на расстояние Б, равном расстоянию между осями мотылевой шейки 5 и рамовых шеек 4, наносят риски, которые будут соответствовать оси рамовых шеек коленчатого вала.

1 – струна – ось цилиндра; 2 – линейка; 3 – распорка; 4 – гайка распорки; 5 – угольник; 6 – шейка мотылевая; 7 – шейка рамовая
Струну 1 устанавливают по оси цилиндра, закрепив ее за скобу вверху цилиндра и за распорную планку между перегородками рамы двигателя.
Линейку 2 устанавливают на щеках по рискам. Если осевая струна цилиндра будет касаться линейки и находиться на половине расстояния между щек мотыля, значит оси пересекаются и симметрично расположены по отношению к щекам мотыля.
Проверка перпендикулярности оси цилиндров и оси коленчатого вала может быть также произведена на месте с помощью струны и валового угольника (рис. 13). По оси цилиндра устанавливают струну, а мотыль ставят горизонтально. На рамовую шейку коленчатого вала устанавливают валовый угольник 1 и микроштихмасом 2 измеряют вверху и внизу расстояние между угольником и струной. Если верхний замер будет равен нижнему замеру, то ось цилиндра перпендикулярна Расчет судового валопроводаоси коленчатого вала.

Неперпендикулярность осей цилиндра и коленчатого вала определяется по формуле:
где:
- i — разность замеров между струной и угольником вверху и внизу, мм;
- H — расстояние между точками измерения, мм.
Правильное положение блока цилиндров фиксируют установкой не менее двух калиброванных штифтов или призонных болтов, развертывая отверстия под них в обеих деталях. Для обеспечения маслонепроницаемости между блоком и рамой ставят прокладку из чертежной бумаги толщиной 0,2-0,3 мм или на раму-блок наносят тонкий слой белил, лака и т. п.
При затяжке анкерных связей контролируют раскепы, которые не должны изменяться.
Установка кривошипно-шатунного механизма. Мотыль собираемого комплекта движения ставят в верхнее положение (мертвую точку), на мотылевую шейку устанавливают нижнюю головку шатуна (при отъемной головке). Готовый узел поршень — шатун без колец заводят в цилиндр двигателя и опирают на мотылевую шейку верхним вкладышем шатуна или устанавливают шатун его пяткой на верхнюю половину отъемной головки. Проверяют совпадение осей поршней с осями цилиндровых втулок. Для этих целей в положениях поршня в в. м. т. и н. м. т. замеряют зазоры s1,…, s4 между поршнем и втулкой цилиндра сверху и снизу длинным щупом (рис. 14). Перекос поршня (разность зазоров) в направлении продольной оси двигателя допускается не более 0,05-0,08 мм на длину поршня.

Методы обнаружения дефектов и поврежденийДля устранения обнаруженного незначительного дефекта расшабривают верхний вкладыш мотылевого подшипника или легко припиливают плоскости соединения нижней головки, с пяткой стержня шатуна. Значительные перекосы устранять таким способом нельзя, так как это может нарушить параллельность осей отверстий верхней и нижней головок шатуна.
Положение поршня в цилиндре можно проверить также при помощи света при разных положениях мотыля, подсвечивая снизу лампочкой. При нормальном положении поршня будет виден одинаковый по ширине кольцевой зазор между поршнем и цилиндровой втулкой.
После проверки положения поршней в цилиндрах двигателя замеряют камеру сжатия. Для этого определяют расстояние от торца рабочего цилиндра до верхней кромки поршня.
Высота камеры сжатия может быть проверена также по свинцовым выжимкам. На донышко поршня при снятой крышке цилиндра кладут свинцовые кубики. Установив крышку на место, проворачивают коленчатый вал. Высота сжатых кубиков будет соответствовать высоте камеры сжатия. На поршень надевают поршневые кольца, счищают и продувают цилиндры и каналы для подвода смазки, смазывают стенки цилиндра маслом и окончательно собирают кривошипно-шатунный механизм.
Установка крышек цилиндров. Собранную крышку цилиндра ставят на прокладку из красной меди или медно-асбестовую, которую закладывают в кольцевую выточку втулки рабочего цилиндра. Основное требование при установке крышек — равномерная затяжка шпилек с определенным усилием затяжки.
Установка распределительного вала. Распределительный вал, собранный с кулачковыми шайбами и шестернями, укладывают в опорные подшипники так же, как и коленчатый вал. Ось уложенного в подшипники распределительного вала должна быть параллельна оси коленчатого вала. Допустимое отклонение 0,1-0,2 мм на 1 м длины.
Параллельность осей распределительного и коленчатого валов проверяют отвесами и микрометрическими штихмасами, а также по зацеплению зубьев передаточных шестерен. Зазоры между зубьями в, зубчатых передачах устанавливают 0,15-0,20 мм.
После укладки распределительного вала производится сборка и установка клапанных рычагов, роликов, натяжных пружин и регулировочных болтов, а также установка навешенных и получающих движение от коленчатого и распределительного валов механизмов.
Устанавливают выхлопной коллектор, собирают топливный, масляный и водяной трубопроводы, устанавливают крышки люков и другие детали.
После сборки двигатель в собранном виде устанавливают на испытательный стенд.
Проверка и регулировка газораспределения. Проверяют Система электронного управления топливоподачейправильность газораспределения и производят его регулировку. Промеряют щупом и устанавливают зазоры между цилиндрической поверхностью кулачковых шайб и роликами клапанных рычагов сначала у холодного двигателя, затем у горячего.
Проверку газораспределения двигателя производят при медленном вращении коленчатого вала двигателя по моментам открытия и закрытия клапанов, устанавливая угол опережения подачи топлива.
В объем регулировки двигателя при испытании входит:
- регулировка числа оборотов;
- регулировка равномерности нагрузки цилиндров;
- установка упоров ограничения подачи топлива.
Особенности общей сборки крейцкопфного двигателя
В отличие от тронкового двигателя крейцкопфные машины в остове имеют такие дополнительные детали, как картерные стойки и ресивер, а в механизме движения — параллели, ползуны и штоки, что несколько усложняет процесс сборки.
Для нормальной работы крейцкопфного двигателя дополнительно к тронковому необходимо обеспечить в собранном положении:
- параллельность плоскостей ползуна и параллели;
- параллельность параллели плоскости, проходящей через оси цилиндров, крейцкопфа и коленчатого вала.
Рама крейцкопфного двигателя устанавливается так же, как и у тронкового двигателя, на стендовые угольники. При установке фундаментной рамы двигателя большой мощности, которая обладает сравнительно малой жесткостью, производят полную проверку положения базовых поверхностей рамы при помощи гидростатического уровня и соосности гнезд.
После установки фундаментной рамы пригоняют подшипники и укладывают коленчатый вал, проверка положения которого производится теми же способами, как и для вала тронкового двигателя.
Установка картерных стоек. К установке картерных стоек предъявляют следующие требования:
- Стойки должны быть расположены на равном расстоянии вдоль оси двигателя с точностью ±0,2 мм. Вертикальная ось симметрии стоек в поперечном направлении должна пересекать ось гнезд рамы с допускаемым смещением не более 0,1-0,2 мм.
- Плоскости стоек для крепления направляющих крейцкопфа должны быть вертикальны (перпендикулярны основанию стоек); допускаемое отклонение не более 0,2 мм на 1 м.
- Нижние опорные плоскости стоек должны плотно прилегать к верхней плоскости рамы; пластинка щупа 0,05 мм не должна проходить.
- Верхние опорные плоскости стоек должны быть горизонтальны (параллельны нижним опорным плоскостям), допускаемое отклонение не более 0,05 мм в пределах одного цилиндра и не более 0,1 мм на всей длине двигателя.
Стойки устанавливают, начиная от середины к концам на расстоянии l между плоскостями крепления направляющих (рис. 15, а).
Это интересно: Система газообмена 4-тактных дизелей
Установку стоек в поперечном направлении базируют по пальцам 1, вставленным в калиброванные отверстия (рис. 15, б). На пальцы навешивают струну 2 с двумя отвесами. При неуложенном коленчатом вале измеряют штихмасом расстояния a1 и a2 от отвесов до струны 2, которые должны быть равны между собой, т. е. a1 = a2. При уложенном коленчатом вале (рис. 15, в) измеряют расстояния b1 и b2 от отвесов до мерных брусков 4, которые должны быть равны между собой.

а – проверка расположения стоек вдоль оси; б и в – проверка расположения стоек в поперечном направлении
Вертикальность стоек проверяют отвесами 5 (рис. 15, г) путем измерения расстояний с и е от отвесов до плоскости для направляющей крейцкопфа вверху и внизу. Расстояния должны быть равны между собой.
Горизонтальность верхних площадок стоек и их расположение в одной плоскости проверяют линейкой и уровнем или гидростатическим уровнем.
Недопустимые отклонения от вертикальности, горизонтальности и неплотности исправляют или на станках, или переносными шлифовальными машинками на стенде. После выверки стойки прикрепляют к раме, устанавливают призонные болты и штифты и соединяют временными стяжками.
Установка направляющих крейцкопфа. Направляющие крейцкопфа устанавливают с обеспечением следующих требований:
- Рабочие плоскости направляющих крейцкопфа должны быть перпендикулярны оси коленчатого вала (вертикальны); допускается отклонение не более 0,05 мм на всей длине направляющей.
- Плоскости каждых двух направляющих одного крейцкопфа должны быть расположены в одной плоскости и на заданном расстоянии от продольной оси двигателя.
- Рабочие плоскости направляющих должны быть параллельны продольной оси двигателя; допускается отклонение не более 0,03 мм по всей ширине направляющей.
Направляющие крейцкопфа крепятся к боковым плоскостям картерных стоек.
Порядок установки направляющих. Устанавливают направляющие крейцкопфа (рис. 16, а) на первой и последней стойках со стороны-распределения А, выверяя их вертикальность по отвесу 1 и выдерживая расстояние с/2 от струны 5 — Приборы активного контроля судовых подшипниковоси рамовых подшипников. Затем вверху этих направляющих (рис. 16, б) на расстоянии m натягивают горизонтальную струну 2. Остальные направляющие устанавливают вертикально по отвесу на расстоянии m от струны 2.
Параллельность направляющих продольной оси двигателя проверяют измерением размера m в двух точках по ширине каждой направляющей.
Проверку каждой пары направляющих на плоскостность производят в трех сечениях по высоте линейкой и щупом.
Направляющие со стороны выхлопа Б устанавливают по направляющим со стороны распределения А, выдерживая чертежный размер С в трех сечениях по высоте. Плоскостность парных направляющих проверяют по линейке и щупу.
После окончательной установки направляющих на них прикрепляют упорные планки 4, которые ограничивают перемещение крейцкопфов вдоль Стационарные двигательные установки малотоннажных судовоси двигателя. Фиксацию положения направляющих крейцкопфов на картерных стойках производят установкой калиброванных болтов и штифтов.
Установка ресивера продувочного насоса. Ресивер устанавливают на верхние площадки картерных стоек так, чтобы его ось совмещалась с осью, образованной установкой направляющих крейцкопфа.
Для этого по осям крайних отверстий ресивера (рис. 17) опускают отвесы 1, а к направляющим крейцкопфа вверху и внизу прикладывают линейки 2. Замеряя расстояния a1 и a2 добиваются путем перемещения ресивера в поперечном направлении равенства этих расстояний (они не должны различаться более чем на 0,15 мм).

Установку ресивера в продольном направлении ориентируют по расстоянию l до боковых плоскостей картерных стоек. Могут быть использованы боковые кромки направляющих крейцкопфа, к которым прикладывают угольники 3. Разность расстояний между b1 и b2 допускается не более 0,2 мм.
Горизонтальность верхней плоскости ресивера проверяют гидростатическим уровнем.
После установки ресивера в его лапах сверлят и совместно развертывают отверстия в картерных стойках для калиброванных штифтов. Опорная поверхность ресивера должна плотно прилегать к площадкам картерных стоек; щуп 0,05 мм не должен проходить.
При помощи отвесов, опущенных по центрам отверстий ресивера, проверяют правильность установки упорных планок 4.
Размер К и симметричное расположение планок к оси цилиндра проверяют шаблоном 5.
Установка шатунов и крейцкопфов. На узловой сборке собран и проверен механизм движения, подогнаны по шейкам вала мотылевые подшипники.
Ресивер снимают с картерных стоек. Устанавливают на шейки мотылевые подшипники. Заводят на место шатуны с крейцкопфами и проверяют плотность прилегания пятки стержня шатуна к плоскости мотылевой головки, при этом щуп 0,05 мм не должен проходить. Соединяют стержень с мотылевым подшипником, затем проверяют зазоры между ползунами крейцкопфа и направляющими при положении мотыля в в. м. т. и н. м. т. Перекос ползунов относительно упорных планок не должен превышать 0,1 мм.
После установки шатунов и крейцкопфов окончательно устанавливают ресивер.
Установка блоков цилиндров. Обслуживание деталей судового двигателя внутреннего сгоранияБлоки цилиндров предварительно собирают с ресивером на узловой сборке. На общей сборке блоки цилиндров устанавливают на ресивер, проверяют цилиндры в продольном и поперечном направлениях относительно оси отверстия под шток в поперечине крейцкопфа (рис. 18). Для этого по оси втулки опускают отвес 1, в отверстие поперечины устанавливают приспособление 2 с микрометром, которое позволяет определить соосность осей втулки и отверстия. Несоосность в продольном направлении допускают до 0,15, а «в поперечном — до 0,1 мм. По отвесам определяют также перпендикулярность осей цилиндров оси коленчатого вала. Отклонение допускается не более 0,05-0,08 мм на 1 м.

Установка поршней со штоками. Поршни со штоками без поршневых колец опускают в цилиндры, соединяют шток с поперечиной, причем проверяют щупом 0,03 мм плотность прилегания гайки штока к поперечине и вертикальность штока рамным уровнем или микроштихмасом. Отклонение от вертикальности допускают не более 0,05 мм на 1 м. Окончательное положение блоков цилиндров определяют по зазорам между поршнями и цилиндровыми втулками при положении поршня в н. м. т. и в. м. т., колебания которых не должны превышать 0,1 мм.
Устанавливают на место анкерные связи. Выводят из цилиндров поршни, одевают поршнёвые кольца и окончательно собирают Технологические процессы разборки и сборки механизмов суднамеханизм движения.
Устанавливают на место крышки цилиндров с клапанами и форсунками и все навесные механизмы.
Сборку двигателя можно осуществить и в другой последовательности. Вначале на станину устанавливают ресивер и блок цилиндров, а затем выставляют направляющие крейцкопфов, используя в качестве базы оси цилиндров.
При сборке двигателей на стенде без использования «земных координат» перпендикулярность плоскостей стоек для крепления направляющих крейцкопфа и нижнего основания может быть проверена угольником или индикатором с постоянным упором (рис. 19). Параллельность верхних площадок стоек и нижнего основания может быть проверена при помощи линейки и микроштихмаса.

1 – проверяемые поверхности; 2 – индикатор; 3 – постоянный упор
Стендовые испытания судовых дизелей
Испытания могут производиться на испытательных или сборочных (для крупных двигателей) стендах.
При стендовых испытаниях проверяют следующие основные данные:
- качество изготовления деталей и сборки двигателя;
- надежность двигателя при эксплуатации;
- эффективную мощность двигателя;
- расход топлива и смазки.
Процесс стендовых испытаний двигателя (продолжительность 6-8 час) состоит из пробных пусков, регулировки, обкатки, исправления выявленных дефектов и окончательных испытаний. Официальные стендовые испытания производят по установленной программе.





