Насос-форсунки являются ключевым компонентом судовых топливных систем. Они представляют собой комплексное устройство, включающее в себя насос и форсунку. Насос-форсунки используются для подачи топлива в цилиндры двигателя судна, где оно сгорает, создавая энергию для привода судна.
Особенностью Форсунки судовых топливных насосов высокого давлениянасос-форсунок является то, что каждая из них установлена непосредственно в цилиндр двигателя, что позволяет достичь более высокой эффективности сгорания топлива и уменьшить выбросы вредных веществ в атмосферу.
Насос-форсунки с механическим приводом
Насос-форсунки с механическим приводом, в которых топливный насос и форсунка объединены в один корпус, получили широкое применение в быстроходных дизелях фирм Катерпиллар, Дженерал Моторе Корпорейшн и др.
Основанием послужило стремление исключить соединяющий насос и форсунку топливопровод высокого давления, в котором развиваются волны давления, нередко приводящие к дробному впрыску и, тем самым, нарушающие процесс распыливания и сгорания топлива.
Кроме того, в эксплуатации нередко отмечались случаи повреждения форсуночных трубок в виде продольных трещин и трещин в местах приварки нипельных соединений, возникающие из-за пульсаций и вибраций. Это ограничивало возможность создания высоких давлений впрыска. Исключение топливопровода позволило в современных насос-форсунках достигнуть Pмакс = 150-180 МПа.
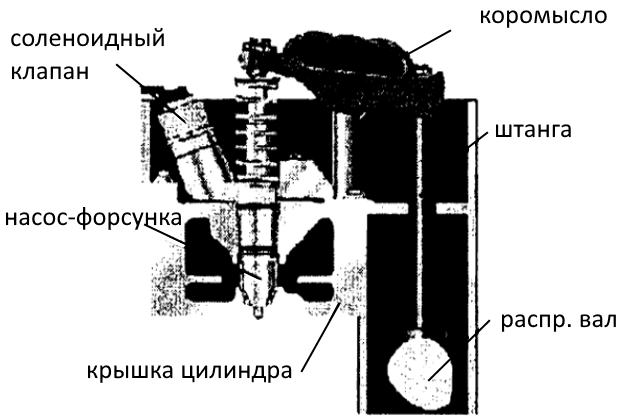
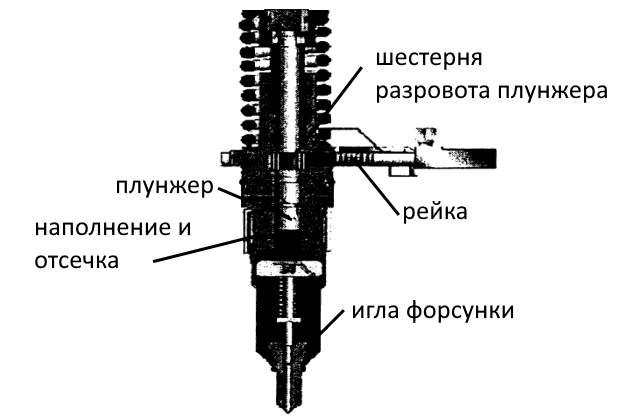
В насос-форсунке, показанной на рис. 2 плунжер насоса приводится механически от кулачка распределительного вала посредством штанги-толкателя и коромысла. Плунжер золотникового типаТопливные насосы золотникового типа с косой кромкой, обеспечивающей при его повороте изменение количества впрыскиваемого топлива. Поворот плунжера осуществляется вращением насаженной на нем шестерни и входящей с ней в зацепление рейки. Рейка связана с тягой, которая перемещается сервомотором регулятора числа оборотов.
Регулирование порции впрыскиваемого топлива осуществляется изменением момента конца подачи, начало подачи топлива остается неизменным и равным углу опережения, заданному фирмой для основного режима. Регулировка равномерности распределения топлива по цилиндрам достигается установкой реек управления подачей в одинаковое положение. Регулировка угла опережения осуществляется изменением крайнего верхнего положения плунжера путем подкручивания регулировочного болта на коромысле.
Опускание плунжера (ввинчивание болта) приводит к более ранней подаче, подъем — к более поздней. Как показывает опыт эксплуатации двигателей Катерпиллар, срок службы насос-форсунок в зависимости от уровня скоростного и нагрузочного режимов составляет 7 500-11 000 часов, после чего требуется их замена. Конструкция насос-форсунок предусматривает наличие высокоточного оборудования, поэтому разборкам и ремонту насос-форсунки не подлежат и для восстановления могут быть направлены на фирму. Взамен фирма предоставит новую или восстановленную со скидкой в стоимости 40 %.
Насос-форсунки с электронным управлением
При разработке систем электронного управления подачей топлива наличие насос-форсунок существенно упростило решение задачи оптимизации фаз подачи путем внедрения в их конструкцию управляющего клапана 7 (рис. 3), в свою очередь, управляемого микропроцессором с помощью соленоида 9.
")
На рисунке (позиция А) плунжер находится в верхнем положении и через отверстие 4 подплунжерное пространство заполняется топливом, поступающим от топливоподкачивающего насоса под давлением 0,4 МПа. Управляющий клапан 7 находится внизу и подплунжерное пространство через каналы 5 и зазор под клапаном 7 сообщается с атмосферой. Поэтому, несмотря на движение плунжера вниз, сжатие топлива под ним не происходит — идет перепуск. Когда микропроцессор подаст электрический ток на соленоид, его сердечник втягивается и поднимает управляющий клапан до посадки его на седло.
Перепуск топлива прекращается, давление под плунжером, в канале 3 и под иглой растет и начинается впрыск топлива в цилиндр (см. рис. 3, позиция В). Окончание подачи произойдет по прекращении поступления тока на соленоид, управляющий клапан под действием его пружины поднимается и полость нагнетания сообщается с каналом отсечки 5.
Предлагается к прочтению: Форсунки с многодырчатыми распылителями
Подача топлива прекращается. Включение микропроцессора в управление фазами начала и конца подачи топлива исключает необходимость в использовании до сих пор широко применяющихся средств механического управления ими и, одновременно, открывает возможность оптимизировать фазы подачи на всем диапазоне нагрузок и оборотов с помощью вводимых в микропроцессор программ управления.
Для обеспечения равномерной работы двигателя необходимо, чтобы все устанавливаемые на двигатель насос-форсунки в пределах заданного режима обеспечивали одинаковые подачи топлива, что при существующем уровне технологии их изготовления практически невозможно. Фирма Катерпиллар для решения поставленной задачи использует метод «Е-Trim».
Сущность его заключается в том, что у всех насос-форсунок на заводе определяется производительность и устанавливается поправка, позволяющая привести подачу к заданной величине Δ = gц зад – g ц изм. Поправки заносятся в микропроцессор и он их учитывает при определении для каждой насос-форсунки продолжительности подачи исходя из обеспечения равного для всех цилиндров количества впрыскиваемого топлива. Это освобождает от необходимости заниматься обычно довольно трудоемкой и рутинной работой по регулировке равномерности подач.
Насос-форсунки с гидроприводом
В топливовпрыскивающих системах с механическим приводом давление впрыска находится в прямой зависимости от скорости движения плунжера ТНВД, которая, в свою очередь, определяется скоростью вращения топливного кулачка, а, следовательно, и скоростью вращения вала двигателя. Этим объясняется, что даже при сохранении цикловой подачи неизменной давление впрыска, а с ним и качество распыливания топлива при снижении оборотов существенно падают. Экономичность и устойчивость работы двигателя на малых оборотах и нагрузках снижаются.
Чтобы избежать отмеченного недостатка, фирма Катерпиллар радикально изменила конструкцию путем замены механического привода плунжера на гидравлический. Доказательством отмеченного преимущества является рис. 4, на котором показано влияние частоты вращения двигателя на давления впрыска для механического и гидравлического приводов плунжера. Давление впрыска при гидравлическом приводе удерживается постоянным практически на всем рабочем диапазоне оборотов, что обеспечивается неизменностью давления масла в гидроприводе.

Лишь при переходе на обороты менее 30 % давление снижают, чтобы уменьшить давление впрыска и благодаря этому, увеличив продолжительность подачи, сделать ее менее концентрированной. Это позволяет несколько снизить жесткость сгорания.
Второе обстоятельство, заставившее перейти на гидропривод плунжера, заключается в том, что отмечаемая в последние годы тенденция к росту давлений впрыска, в свою очередь, диктуемая необходимостью улучшить распыливание и смесеобразование в связи с ростом требований к чистоте выхлопа, привела к существенному росту нагрузок на элементы привода плунжеров ТНВД. Увеличиваются нагрузки, а с ними и повреждения, в шестеренном приводе распределительных валов, их подшипниках, контактные нагрузки на кулачках и роликах, приводящие к их растрескиванию, износу и прочему.
В рассматриваемой насос-форсунке (рис. 5) плунжер 1 приводится в движение силой давления масла на поршень толкателя 4. Давление создается гидронасосом 4 (рис. 6) и масло направляется в аккумулятор, в котором оно с помощью клапана 3, управляемого микропроцессором 12, поддерживается постоянным и равным 22 МПа. Из аккумулятора масло, минуя датчик давления 8, направляется ко всем насос-форсункам.
")
В насос-форсунках имеется свой управляющий клапан 6 (рис. 5), связанный с сердечником соленоида 7. Когда необходимо начать впрыск топлива в рабочий цилиндр, микропроцессор подает ток на соленоид напряжением 90 Вольт, сердечник тянет клапан вверх и он своим коническим седлом открывает доступ масла из подводящего канала 9 в рабочую полость поршня толкателя 4.
После открытия клапана сила тока на соленоиде уменьшается до 60 Вольт (ток поддержания). Плунжер насоса движется вниз, перекрывает своим телом впускное отверстие 5, сжимает топливо до давления открытия иглы 3 и начинается предварительная подача топлива (см. кривую давлений впрыска внизу рис. 5). Через короткий промежуток времени эта подача прекращается, так как при дальнейшем опускании плунжера выфрезерованный на нем кольцевой поясок 11, сообщенный с нагнетательной полостью рядом вертикальных сверлений 9, открывает впускное, оно же и отсечное, отверстие 5. При дальнейшем движении плунжера отверстие им перекрывается и начинается основная подача, которая происходит при давлении:
Конец подачи происходит при отключении тока на соленоид. Пружина управляющего клапана сажает его на седло, поступление масла прекращается, а канал разгрузки 8 сообщается с рабочей полостью поршня толкателя и давление в ней падает. Поршень и плунжер прекращают свое движение вниз и пружина возвращает их в крайнее верхнее положение. В связи с понижением давления в подплунжерной полости 2 начинается ее наполнение топливом через шариковый невозвратный клапан 10.
Управление фазами подачи, как уже отмечалось, осуществляется микропроцессором (рис. 6), на который поступают сигналы от установленных на шестерне 1 вала двигателя датчиков оборотов и положения мертвой точки 2, датчиков нагрузки, давления наддува и др. Давление наддува учитывается при определении порции впрыскиваемого топлива, чтобы избежать дымления на выхлопе на переходном режиме, когда турбокомпрессорВлияние эксплуатационных факторов на работу турбокомпрессора и двигателя еще не набрал оборотов и не создал необходимого давления воздуха. В этом случае микропроцессор ограничивает величину подаваемой порции топлива. После подъема давления до необходимой для полного сгорания величины ограничение подачи топлива снимается.
")
На рис. 4 приведены кривые изменения давлений впрыска, тока, подаваемого на соленоид и движения управляющего клапана.

В последней модификации системы топливоподачиНазначение, классификация, схемы работы систем топливоподачи в судовых дизелях с гидроприводом фирма существенно изменила конструкцию гидронасоса и насос-форсунки. Управление давлением масла в системе высокого давления осуществляется не байпасированием масла регулирующим клапаном, как это было в ранней конструкции, а изменением с его помощью производительности насоса, в свою очередь определяющей создаваемое им давление масла в гидросистеме. Микропроцессор, получает сигналы от датчика давления масла и датчиков, фиксирующих режим работы двигателя и на их основе и в соответствии с заложенной в него программой посылает сигналы соленоиду, связанному с управляющим клапаном насоса гидромасла.
Давление масла в гидросистеме непосредственно определяет величину создаваемого плунжером давления топлива. Поэтому микропроцессор, управляя давлением масла, практически управляет давлением впрыска. Открытие и закрытие иглы форсунки определяющее действительные фазы начала и конца подачи топлива, контролируется насаженным на верхний конец иглы 1 (рис. 8) нагружаемым маслом поршеньком 2. Топливо высокого давления подходит под иглу, но она лишь тогда поднимется и впрыск начнется после того, как поршенек будет разгружен от давления масла (канал подвода масла и разгрузки 3). Команда на разгрузку подается микропроцессором, равно как и команда на создание давления над ним. В этот момент поршенек давит на иглу и, преодолевая силу пружины, сажает иглу на седло — впрыск заканчивается.

Эти нововведения позволили в зависимости от режима работы двигателя менять не только фазы подачи, но и радикально воздействовать на закон изменения давления в процессе подачи, дробить подачу на две-три фазы (см. рис. 9). Наличие столь гибкой системы управления подачей топлива существенно упростило решение задач снижения эмиссии выхлопных газов и повышения экономичности двигателя.

Неоднократно отмечалось, что применяемое в последние годы повышение давлений впрыска определялось стремлением повысить скорость и полноту сгорания топлива. Однако в ряде случаев это приводит к концентрации подачи на узком отрезке времени подачи, что в ряде случаев вызывает жесткое сгорание, сопровождающееся ударами в подшипниках и повышением уровня создаваемого двигателем шума.
Чтобы избежать отмеченных явлений на ряде режимов, когда фактор времени, отводимого на сгорание топлива, не столь критичен (режимы пуска, работы на пониженных оборотах) желательно организовать подачу с более низкими давлениями (см. поз. 1). Другой метод снижения ударности нагрузки и уровня шума используется фирмой при работе двигателя на пониженных оборотах, но с высокой нагрузкой (см. поз. 3). Он состоит в изменении закона подачи путем уменьшения давлений впрыска на начальной стадии, что обеспечивает менее концентрированную подачу в начале впрыска и, соответственно, меньший рост давлений и температур в цилиндре. С ростом температур, как известно, связано образование канцерогенной составляющей выхлопа NOх.
Более мягкое сгорание и снижение NOх достигается также применением предвпрыска (pilot injection), когда небольшая порция топлива впрыскивается в цилиндр до начала основной подачи (см. поз 2). Это топливо готовится к сгоранию, воспламеняется и, когда в цилиндре появляется пламя, впрыскивается основная подача. Учитывая наличие в камере сгорания очагов пламени, сгорание поступающего топлива происходит без задержек и закон роста давлений газов оказывается близким к закону его поступления в цилиндр.
Дымление на выхлопе является следствием неполного сгорания топлива, сопровождающегося образованием сажи (частиц свободного углерода). Причины — недостаток воздуха, плохое распыливание и крекинг молекул топлива в зоне высоких температур (свыше 2 000°) с выделением свободного углерода. Чтобы избежать дымления, Катерпиллар прибегает к подаче небольшой дополнительной порции топлива в конце сгорания, когда основная подача уже завершилась (post injection) — см. поз. 4.
Сгорание свежей порции топлива интенсифицирует процессы дожигания оставшихся частиц свободного углерода и тем самым исключает их наличие в выхлопных газах.
Техническое обслуживание насос-форсунок
Неисправности, возникающие при работе насос-форсунок, практически повторяют неисправности отдельно существующих ТНВД и форсунок. К их числу относятся ослабление и поломка пружин, потеря плотности плунжерной пары, пары игла-направляющая и посадочного конуса иглы, закоксовывание сопловых отверстий.
Проверка их технического состояния затрудняется отсутствием на судах и ремонтных предприятиях специальных стендов, сложность которых определяет их высокую стоимость, особенно, если проверке подлежат насос-форсунки с гидроприводом.

Поэтому дефектацияДефектация судовых технических средств осуществляется непосредственно на двигателе по косвенным показателям. В частности, используются такие показатели, как дымность выхлопа, рост температуры выхлопных газов и падение мощности в отдельных цилиндрах, свидетельствующие о неудовлетворительном распыливании. В двигателях с электронным управлением предусмотрена программа последовательного отключения подачи топлива в цилиндры и обнаружения неисправной насос-форсунки. Информация выдается на дисплей ноутбука, подключаемого к установленному на двигатель микропроцессору.
Высокие требования к технологии ремонта насос-форсунок предопределяют невозможность их ремонта в условиях судна или неспециализированной мастерской. Поэтому фирмы-производители, в частности, Катерпиллар, не поставляют запасные части и предлагают обменивать поврежденные насос-форсунки на новые или восстановленные со скидкой 40 % от первоначальной стоимости.





