Технология судостроения как наука изучает сущность производственных процессов постройки судов, взаимосвязь этих процессов и закономерность их развития.
Плазовые работы и разбивка выполняются в большом помещении, где можно увеличить детали конструкции до масштабных размеров и произвести все необходимые замеры, и подготовку деталей.
Что такое плаз?
Плаз (от французского слова “place” — место), также известный как “salle à tracer” на французском, представляет собой помещение, используемое для создания чертежей судна. Это место необходимо для разработки шаблонов и каркасов, которые будут использоваться при изготовлении изгибов и раскрою материалов.
Плазы бывают масштабными и натурными (в масштабе 1:1).
Основные сведения о плазовой разбивке
Теоретический чертеж определяет лишь немногие размеры корпуса судна, такие как главные размерения, размер шпации, расстояние между ватерлиниями. Для установления размеров деталей корпуса или его конструкций теоретического чертежа недостаточно. Размеры деталей обусловлены обводами, т. е. задаются графически. Теоретический чертеж, как и рабочие чертежи, выполняют в малом масштабе (от 1:25 до 1:100), что может вызвать появление многочисленных погрешностей. Поэтому для уточнения теоретической поверхности корпуса судна, определения формы и размеров деталей и конструкций корпуса осуществляют так называемую плазовую разбивку. Вычерчивают теоретический чертеж корпуса судна в натуральную величину или в крупном масштабе (1:10 или 1:5). В первом случае плазовую разбивку называют натурной, во втором — масштабной.
Пол плаза набирают из сухих брусьев, строгают, выверяют по линейке и окрашивают масляной краской.
Помещение плаза должно иметь хорошее освещение, постоянную температуру и влажность воздуха. Натурная плазовая разбивка — процесс малопроизводительный. Для его выполнения требуются большие производственные площади, поэтому в настоящее время в судостроении натурная плазовая разбивка применяется редко.
Рекомендуется к прочтению: Охрана труда судовых сборщиков и пожарная безопасность
Масштабная плазовая разбивка выгодно отличается от натурной. Она позволяет снизить трудоемкость плазовых работ. Масштабную плазовую разбивку выполняют с применением высокоточных инструментов на специальным образом подготовленных, чаще всего металлических (дюралюминиевых или стальных) плаз-щитах толщиной 4—10 мм.
Плаз-щиты размещают на удобных для работы столах или стеллажах.
Исходными данными для плазовой разбивки являются следующие технические документы, выпускаемые конструкторским бюро:
- теоретический чертеж корпуса и таблица плазовых ординат;
- чертеж — практический корпус;
- чертеж растяжки наружной обшивки;
- чертежи корпусных конструкций, таких как мидель-шпангоут, фор- и ахтерштевни.
Плазовую разбивку выполняют на трех проекциях: «Корпус», «Бок» и «Полуширота».
Масштабную плазовую разбивку, как и натурную, осуществляют в такой последовательности:
- пробивают основную линию и строят сетку теоретического чертежа;
- на проекции «Бок» вычерчивают линии штевней, палуб и киля;
- на проекции «Корпус» откладывают плазовые ординаты и вычерчивают теоретические шпангоуты;
- на проекцию «Полуширота» переносят те же ординаты и получают ватерлинии;
- на проекции «Бок» вычерчивают батоксы.
В процессе разбивки построение всех линий тщательно согласовывают, добиваясь того, чтобы все теоретические кривые были плавными, а одноименные ординаты на всех проекциях — равными (рис. 1).
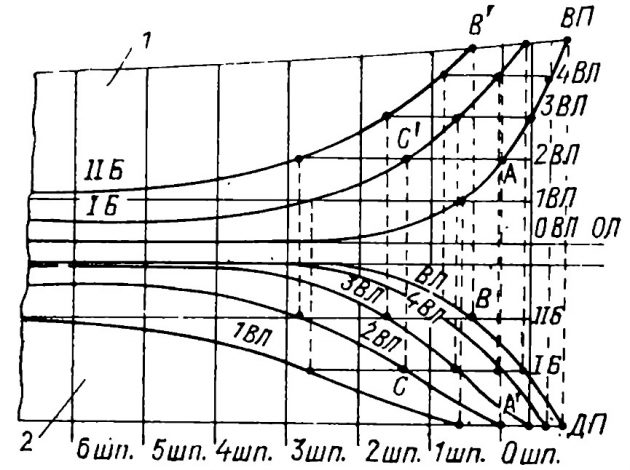
1 — проекция «Блок»; 2 — проекция «Полуширота»
Следующим этапом плазовых работ является графическое построение всех конструктивных элементов корпуса, таких как:
- практические шпангоуты;
- продольный и поперечный набор;
- пазы и стыки наружной обшивки;
- настилы второго дна, палуб, платформ, полотнищ переборок и др.
Их вычерчивают, пользуясь теоретическими линиями плазовой разбивки и рабочими чертежами. Кроме того, наносят оси валопроводов, линии притыкания к наружной обшивке деталей набора.
После построения всех конструктивных элементов плазовую разбивкуПлазовые работы маркируют, нумеруют шпангоуты, надписывают на проекции «Корпус» наименование связей, обозначают пазы и стыки.
На проекциях теоретического чертежа обозначают:
- батоксы — римскими цифрами;
- ватерлинии и шпангоуты — арабскими цифрами.
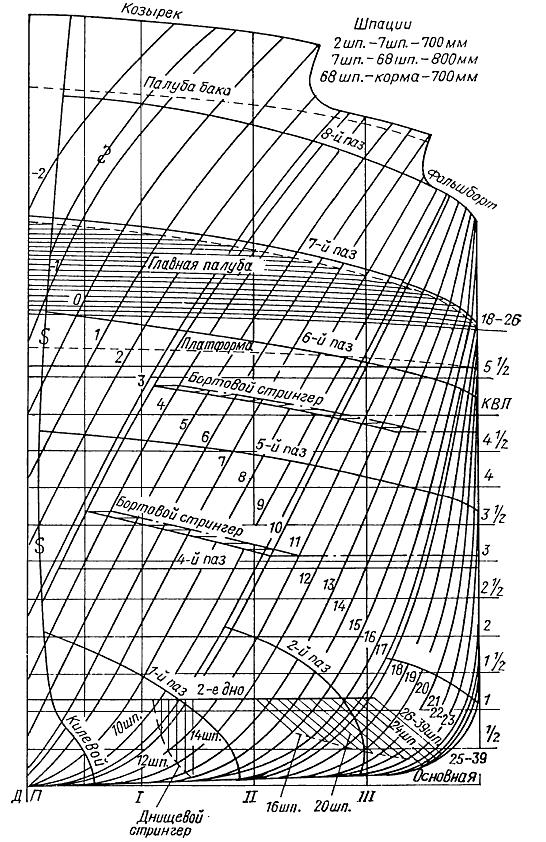
Проекция «Корпус» масштабной разбивки показана на рис. 2.
Плазовое обеспечение предстапельной сборки корпуса судна
К плазовым данным, необходимым для предварительной сборки корпуса, относят шаблоны, каркасы, макеты, разметочные эскизы, малки и др.
Шаблоны применяют для разметки и вырезки деталей по контуру и проверки их формы после гибки. Шаблоны используют также для проверки при сборке конструкций корпуса (рис. 3).
Все шаблоны по своему назначению делятся на три группы:
- разметочные (для разметки деталей на металле) и копир-шаблоны (для вырезки деталей на стационарных тепловых машинах);
- гибочные — для проверки формы деталей после их гибки;
- проверочные — для проверки обводов корпуса при сборке конструкций корпуса, секций блоков.
Шаблоны изготавливают с плазовой разбивки:
- для конструкций поперечного набора — с проекции «Корпус»;
- для конструкций продольного набора — с проекции «Бок».
При этом выполняют построение необходимых сечений, растяжек и разверток.
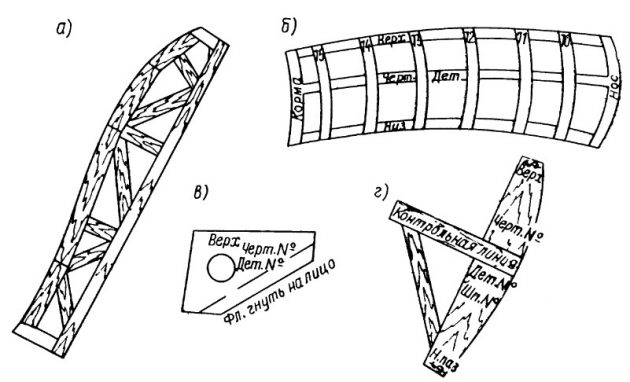
а — из досок для гибки шпангоута; б — из фанерных планок для контуровки листа наружной обшивки после гибки; в — фанерный (или дюралюминиевый) для разметки книц; г — из досок для проверки поперечной погиби листа наружной обшивки при гибке
Изготовление шаблонов в условиях масштабной плазовой разбивки затруднено тем, что их необходимо воспроизвести в натуральную величину. Это можно выполнить графическим или фотопроекционным способами. В последнем случае масштабную плазовую разбивку при помощи специальной аппаратуры фотографируют и полученные негативы увеличивают с масштаба в натуральную величину.
Читайте также: Судостроительные чертежи и конструкторские документы по принятым стандартам
Разметочные и гибочные шаблоны готовят из сухих сосновых досок толщиной 12—18 мм, из фанеры, а при больших партиях одинаковых деталей — из дюралюминия. Рабочие кромки гибочных шаблонов отрабатывают по внутренней теоретической поверхности листов.
Каркасы применяют при гибке и разметке контура листов особо сложной кривизны, таких как листы наружной обшивки в районе кормового подзора, выкружек гребного вала и т. п. (рис. 4). Каркас представляет собой деревянную пространственную конструкцию, составленную из ряда поперечных шаблонов, расставленных по теоретическим линиям шпангоутов и скрепленных один с другим продольными рейками. Рабочая поверхность каркаса должна воспроизводить внутреннюю поверхность изгибаемого листа.
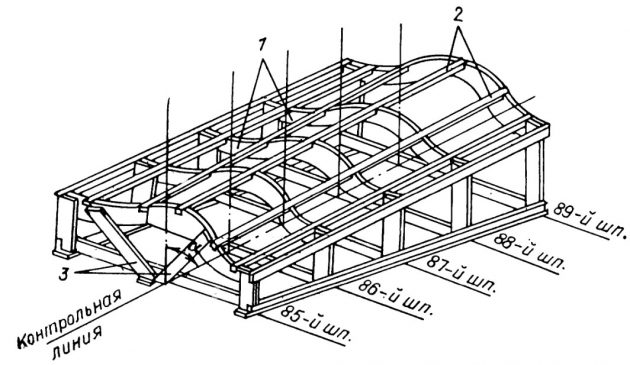
1 — поперечный шаблон; 2 — расшивины; 3 — раскосные планки
Макеты сооружают в натуральную величину или в масштабе (1:5 или 1:10) для отдельных частей корпуса с целью проверки работоспособности и взаимного расположения оборудования. Например, на деревянном макете носовой оконечности проверяют работоспособность якорного устройства.
Разметочный эскиз составляют для криволинейных и плоскостных секций. В нем указывают расположение деталей (листов) этой секции, размеры контура всей секции и его построение от контрольных взаимно перпендикулярных линий. На этом же эскизе проставляют размеры для разметки вырезов, мест приварки продольного и поперечного набора. Разметочный эскиз для разметки мест приварки фундаментов и подкреплений расположенных на обратной стороне секции (по отношению к набору), составляется дополнительно.
На плазе необходимы также малки. Малкой в судостроении принято называть угол, отличающийся от прямого. Малка может быть сводной (острый угол) и разводкой (тупой угол).
Все шпангоуты, не входящие в среднюю (миделевую) часть, располагаются под малкой по отношению к наружной обшивке корпуса судна. Она может быть различной не только на каждом шпангоуте, но и на его протяженности. Размер малки пропорционально зависит от значения прогресса на плазовом корпусе. Графическое определение малки показано на рис. 5.
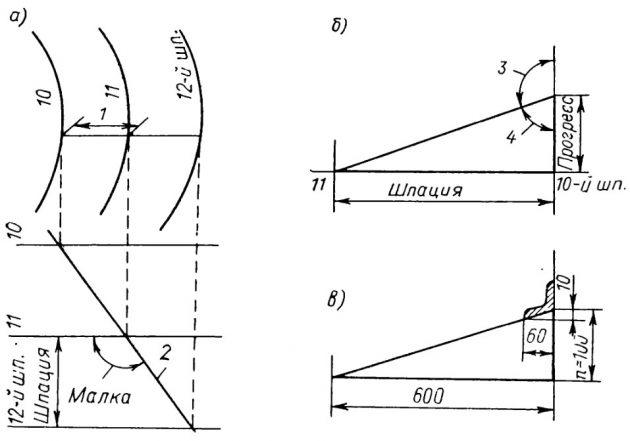
а — графическое изображение малки; б — определение малки по прогрессу на проекции «Корпус» плаза; в — подсчет малки;
1 — прогресс на проекции «Корпус» плаза; 2 — линия борта продольной проекции; 3 — разводная малка; 4 — сводная малка
На основе плазовой масштабной разбивки составляют эскизы для сборки крупных конструкций, таких как фор- и ахтерштевни.
Аналитические методы выполнения плазовых работ
Масштабная плазовая разбивка, как и натурная, основана на выполнении многих плазовых работ вручную путем геометрических построений. Графические способы осуществления этих построений весьма трудоемки, а качество работ в значительной степени зависит от исполнителей.
В последние годы технология плазовых работ была усовершенствована в результате применения математических методов, выполняемых с помощью электронно-вычислительных машин (ЭВМ). Все математические методы плазовых работ основаны на математическом задании обводов корпуса и расчетных методах получения необходимой для постройки корпуса судна плазовой информации. Применение этих методов привело к тому, что геометрические построения, которые играли основную роль в плазовых работах, были заменены вычислениями.
Аналитические методы плазовых работ с использованием ЭВМ и машин с программным управлением позволяют автоматизированно выполнять следующий комплекс плазовых работ (рис. 6):
1 Аналитическое согласование обводов корпуса судна. В отечественном судостроении разработаны и применяются методы согласования. В частности, аналитический метод согласования моделирует процесс графического согласования обводов судна в трех проекциях. Исходными данными для него являются таблицы ординат, составленные по теоретическому чертежу, эскизы построения мидель-шпангоута, штевней, линий седловатости и погиби палубы, а также дополнительные данные о границах расположения цилиндрической части корпуса и характере ватерлиний в оконечностях.

Аналитический метод согласования обеспечивает получение математически плавных обводов корпуса путем расчетов на ЭВМ по программам. Ординаты окончательно согласованных обводов записываются на магнитную ленту. Работы по аналитическому согласованию ведут квалифицированные специалисты в конструкторском бюро или в плазово-вычислительном центре.
2 Создание математической модели корпуса судна. В результате расчетов на ЭВМ полученные ординаты теоретических шпангоутов выдаются на печать и записываются на магнитную ленту для создания математической модели корпуса судна.
Завод получает от конструкторского бюро готовую таблицу ординат. Пользуясь этой таблицей на заводе вычерчивают проекцию «Корпус» вручную или с помощью чертежных машин с программным управлением.
3 Развертывание листов наружной обшивки и аналитическое определение контуров и размеров деталей корпуса. После согласования обводов корпуса определяют положение конструктивных линий с целью получения координат точек этих линий на практических шпангоутах. Путем расчетов на ЭВМ определяют положение на поверхности корпуса линий основных конструкций — палуб, платформ, переборок, стрингеров и затем пазов и стыков наружной обшивки.
Аналитическое развертывание листов, выполняемое после определения пазов и наружной обшивки, осуществляется по поясьям наружной обшивки с учетом технологических припусков. Полученные развертки сопоставляются с размерами заказных листов и при необходимости положения пазов корректируются. В результате расчета по каждому листу ЭВМ выдает на печать координаты точек контура развертки в прямоугольной системе координат.
4 Разработка карт раскроя. Выполнению этих расчетов предшествует определение компонентов деталей в партии по запускам металла в обработку.
Запуском называют комплект деталей, относящихся к группе узлов и секций корпуса, одновременно запускаемых в обработку и изготовляемых к определенному сроку. Размер запуска, номенклатура входящих в него деталей и сроки изготовления определяются очередностью и сроками сборки секций, а также их установки на построечном месте.
Будет интересно: Классификация судов
Детали каждого запуска распределяются по картам раскроя в соответствии с маркой металла, толщиной листов и способом вырезки деталей. В пределах запущенной партии детали группируются по номерам деталей и толщинам листов. Задача состоит в математическом формировании карты раскроя заготовок на детали с учетом максимального использования металла. Следует иметь в виду, что раскрой листов на детали со сложными криволинейными формами осуществляют математическим моделированием на ЭВМ ручного (графического) раскроя. Оптимальным считается вариант, обеспечивающий наиболее полное использование металла.
5 Программирование операций обработки деталей корпуса. Современное оборудование корпусообрабатывающего цеха включает большое количество машин и станков с программным управлением. К ним относятся машина для тепловой резки листов, разметочно-маркировочные машины, станки для обработки профиля и др. Для обеспечения их работы разработаны и успешно применяется большое количество управляющих программ. Каждая из них составляется на основе имеющейся в памяти ЭВМ математической модели корпуса судна и содержит в закодированном виде сведения о требуемом перемещении инструмента и необходимые технологические команды.
6 Механизированное вычерчивание масштабных разбивок и копир-чертежей. Эти работы в настоящее время выполняют на чертежных машинах с программным управлением.
7 Расчет плазовой информации, необходимой для изготовления сборочных постелей, сборки секций и выполнения проверочных работ при сборке секций корпуса судна. Такая информация составляется расчетным путем и хранится в памяти ЭВМ. По ней выдаются таблицы для настройки стоек сборочных постелей, для разметки положения набора на обшивке, для разметки секций, проверки их формы и установки на построечном месте.
Аналитические методы выполнения плазовых работ обеспечивают высокий уровень их автоматизации и получают все большее распространение на судостроительных заводах.





