После ремонта фундаментную раму устанавливают на сборочном стенде цеха или непосредственно на фундаменте судна. Опорные поверхности фланца и верхняя горизонтальная плоскость рамы должны быть параллельны, фундаментная рама должна равномерно опираться своим фланцем на горизонтальную плоскость судового фундамента или на опорные балки сборочного стенда. Раму устанавливают при помощи отжимных блоков. В условиях судоремонта за базу, как правило, принимают ось валопроводаРемонт валопроводов и судовых гребных винтов.
Для проверки горизонтальности расположения верхней плоскости рамы на сборочном стенде используют шланговые уровни или натянутые стальные струны. Установка цельнолитой рамы не вызывает каких-либо затруднений. В этих случаях с обоих концов рамы устанавливают одинаковой высоты калиброванные стойки с роликами, через которые грузом в 20 кг натягивают две струны диаметром 0,5 мм по обеим сторонам постелей рамовых подшипников. Регулируя отжимными болтами, добиваются параллельности верхней плоскости рамы по натянутым струнам.
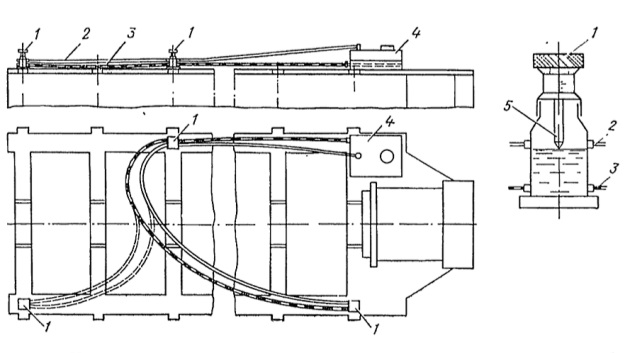
Для установки и центровки фундаментной рамы, состоящей из нескольких сопрягаемых частей, натягивают три струны, одну — по оси симметрии и две — по сторонам. Положение частей рамы определяют измерением расстояний от струн до обработанных плоскостей. Регулировку отдельных частей производят отжимными болтами. Проверку горизонтального расположения верхней плоскости рамы удобно выполнять с помощью гидравлических уровней.
На плоскость рамы устанавливают цилиндрики, соединенные между собой шлангами и заполненные водой, уровень которой устанавливается по закону сообщающихся сосудов (рис. 1). Замеряя уровень воды в каждом цилиндрике относительно плоскости рамы при помощи микрометрического винта, определяют смещение и выравнивают раму отжимными болтами.
Читайте также: Якорные устройства буксирных судов
После выверки частей рамы в горизонтальной плоскости замеряют зазоры между торцевыми поверхностями сверху и снизу. В случае необходимости производят пришабривание торцевых поверхностей для плотного их прилегания. После центровки рамы в соответствии с размерами между плитой и опорным фланцем рамы изготовляют клинья, подгоняют их опиловкой и шабровкой по месту и стягивают части рамы болтами.
При установке и центровке фундамента рамы на судне пользоваться уровнями невозможно из-за крена и дифферента. По этой причине центровку рамы на судне ведут с помощью струн и проверочных линеек. Составную раму удобнее центровать при помощи струн. В формуляре двигателя завод-изготовитель указывает места установки струн и расстояния от струн до шатунных реперов. Ориентирами, по которым натягивают струны при установке рамы на машинный фундамент судна, служат специальные контрольные планки, изготовленные на заводе и поставляемые им в комплекте с рамой.
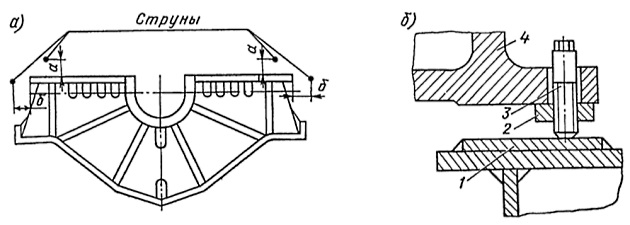
Перед натяжением струн отдельные части составной машинной рамы предварительно устанавливают по контрольным линейкам. Для точного контроля взаимного положения сопрягаемых частей рамы в горизонтальной и вертикальной плоскостях натягивают четыре струны (рис. 2, а). При помощи отжимных болтов части рамы устанавливают в такое положение, когда горизонтальные и вертикальные плоскости будут параллельны соответствующим струнам, т. е. не будет смещения частей рамы ни в горизонтальной, ни в вертикальной плоскостях. Количество отжимных болтов должно составлять 50% числа отверстий в опорном фланце рамы.
Читайте также: Информация о маневренных характеристиках судна
Для удобства поворота верхний конец отжимного болта запилен на квадрат под стандартный ключ (рис. 2, б). Диаметры отжимных болтов должны выбираться так, чтобы между ними и отверстиями в лапах фундаментной рамы зазор был минимальным. После окончательной центровки части рамы соединяют призонными болтами и надежно закрепляют. При накладывании линейки на верхнюю плоскость рамы щуп 0,05 мм не должен проходить под линейку. Плоскость прилегания отдельных частей составной рамы проверяется щупом. Щуп 0,05 мм не должен проходить в стыках торцевых частей рамы.
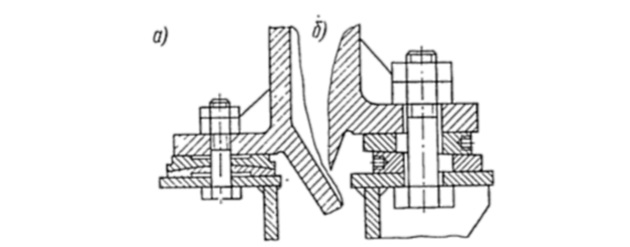
Установка рамы на сферические и клиновые прокладки. Применение самоустанавливающихся сферических и регулируемых клиновых прокладок дает возможность увеличить производительность трудаПроизводительность труда и технологического оборудования на 20—30%. Комплект сферических прокладок состоит из двух дисков, один из которых в месте сопряжения имеет выпуклую форму, а другой — вогнутую. Опорные поверхности обоих дисков плоские. Кроме того, верхний диск имеет специальный бурт, которым он зажимается в приспособлении при снятии припуска (рис. 3, а). Сферические поверхности дисков выполняют на токарном станке по копиру. Радиус сферы для прокладок диаметром свыше 85 мм должен быть равен 400 мм.
За счет сферических поверхностей прокладок без усилия устанавливаются соответственно уклону опорных плоскостей фундамента и машинной рамы, трудоемкой ручной пригонки не требуется. При выборе размеров сферических прокладок следует иметь в виду, что давление от веса двигателя и затяжки болтов не должно превышать 20 МПа. В случае превышения указанного давления разрешается увеличить диаметр прокладок на 10—15 мм, но так, чтобы не было «свисания» их с полки фундамента. Свисание полки рамы с прокладок допускается, но не более чем на 10—15 мм.
При применении сферических прокладок развал полок фундамента или приварных планок рекомендуется выполнять с уклоном наружу в отношении 1:50 или 1:100, чтобы не требовалась чрезмерная тщательность замеров и точная пригонка прокладок по высоте в процессе снятия припуска с верхней половинки. Шероховатость опорных поверхностей фундамента должна быть Ra=0,63 мкм.
К сферическим прокладкам предъявляются такие требования:
- шероховатость сферы должна соответствовать Ra=2,5 мкм, опорных плоских поверхностей Ra=5 мкм;
- в сопряжение сферических поверхностей не должен проходить щуп 0,05 мм;
- половинки прокладок должны быть взаимозаменяемыми.
После установки сферических прокладок зазор в стыках проверяют щупом. В местах соприкосновения прокладок с опорными поверхностями щуп 0,05 мм не должен проходить в глубину более чем на 15 мм, а зазоры до 0,15 мм не должны превышать в сумме 35% периметра прокладки.
Высота сферических прокладок, как и простых клиньев, не регулируется. При их постановке необходимо точно определять расстояние между опорными фланцами машинной рамы и полкой фундамента. Для лучшего контакта прокладок с опорными поверхностями рамы и фундамента рекомендуется в них делать неглубокие выточки концентрично оси болта. В целях предотвращения смещения прокладок при сверлении их прихватывают сваркой между собой и к фундаменту.
Двухслойные регулируемые клинья представляют собой комплект двух дисков, у которых один из торцов имеет уклон 1:20. Диаметр верхнего диска обычно на 20 мм меньше диаметра нижнего (рис. 3, б). Смещение верхнего диска относительно нижнего на 10 мм изменяет их суммарную высоту на 0,5 мм. Это дает возможность легко и быстро устанавливать прокладки на требуемый размер.
Читайте также: Легкие крейсеры и бомбардирские корабли
Поворот одного диска относительно другого позволяет изменять уклон. Максимальный угол уклона в 7°40‘ достигается при взаимном повороте клиньев на 180°. Для возможности свободного сдвига клиньев отверстия в них на 10—15 мм больше диаметра болтов. После установки клиньев их прихватывают сваркой между собой и к фундаменту, чтобы они не смещались во время работы механизма.






Водопровода, производительность труда