Ремонт теплообменных аппаратов необходим при обнаружении дефектов. Неисправности теплообменника возникают в результате дефектов изготовления и монтажа, неправильной эксплуатации, особенно в процессах пуска и остановки аппаратов
Общие неисправности:
- загрязнение поверхности труб и внутренней поверхности корпуса накипью, маслом, отложениями солей и смол, окислителя;
- пропуски во фланцевых соединениях, в местах развальцовки труб в трубных решетках, в стенках труб, пропуск в плавающей головке;
- деформации трубок, заклинивание плавающих головок и повреждение их струбцин, повреждение линзовых компенсаторов, разрушение теплоизоляции, образование газовых мешков и др.
- уменьшение толщины стенки корпуса, днища, трубных решеток в результате коррозии; образование выпучен и вмятин на корпусе и днищах;
- образование трещин, свищей, прогары в корпусе, трубках и фланцах, увеличение диаметра отверстий для труб в трубных решетках.
Коллекторы
Трещины в любых местах коллекторов, крышках горловин являются предметом специального обсуждения с инспекцией Регистра. Трещины, обнаруженные вне трубной доски при длине не более 200 мм и в количестве не более двух, могут быть заварены по разрешению Регистра. Не разрешается устранять путем зенкования трещины на внутренней поверхности коллектора под углом 45° в месте приварки штуцера.

Коррозионное разрушение фланца лаза восстанавливается наплавкой с подогревом, отпуском и последующей обработкой. Небольшие трещины во фланце лаза вырубают и заваривают. Увеличение отверстий в трубных решетках допускается до 5% номинального диаметра, а овальность — не более 0,3 мм.
Трубные отверстия восстанавливают разверткой. При этом устраняются овальность, риски, забоины и восстанавливается необходимая шероховатость поверхности (Ra=3,2 мкм).
Трещины между трубными отверстиями не допускаются, и при их наличии коллектор заменяют. Обваривать трубные отверстия не допускается. Уплотнительные канавки трубных отверстий восстанавливают различными переносными расточными приспособлениями.
Читать далее: Анализ конструкций судовых ДВС
Отдельные оспины и разъедания обечаек вне зоны швов, отфланцовок и трубных отверстий допускается при глубине не более 20%. Изношенные стенки наплавляют только по согласованию с Регистром при условии, что глубина разъедания не превосходит 30% толщины стенки при площади не более 500 см2.
Ремонт, сборку и установку внутри барабанных устройств следует производить строго по чертежам и инструкциям. Обычно к стенкам коллектора приваривают основные поддерживающие детали, к которым в свою очередь приваривают элементы внутри барабанных устройств.
Ремонт теплообменных аппаратов. Замена водогрейных труб
В зависимости от Судовые котлы и котельные установкитипа котлов допускается глушить от 5 до 12% общего числа труб. В эксплуатации трубы глушат путем постановки пробок из мягкой стали или пробок с резьбой из твердой стали, которые ввертывают в трубы как метчики.

В заводских условиях трубы заменяют. При замене водогрейных труб в отдельных случаях допускается применять стыковую сварку, при условии, что место сварки не находится на погнутом участке. В этом случае внутренний грат должен быть удален с обязательным обеспечением заданного проходного сечения, что может производиться проверкой калиброванным шаром, равным 0,85 внутреннего диаметра трубы.
Замену водогрейных труб выполняют следующим образом. Сначала удаляют водогрейные трубы в средней части, оставляют 4—5 рядов в поперечном направлении с каждого фронта котла для поддержания пароводяного коллектора. Оставшиеся ряды заменяют во вторую очередь. Трубки удаляют кислородно-ацетиленовой горелкой на расстоянии 100—150 мм от коллектора или вырубают острым зубилом заподлицо с поверхностью коллектора.
Если развальцованные трубы имеют уплотнительные канавки, то оставшиеся концы после вырезки удаляют обжимным приспособлением (три захвата обжимают выступающий конец трубы). Преимущество данного приспособления — исключается опасность повреждения гнезд. Если трубы приварены, то их выступы (со швом) срезают приспособлением, состоящим из срезающей фрезы с направляющим роликом и шпинделя, приводимого во вращение электрической или пневматической машинкой.
Читать далее: Железо и паруса: зигзаги перехода к новому судостроению
Длину водогрейных труб определяют с помощью проволочных шаблонов, снимаемых с плаза, на котором трубы вычерчивают в натуральную величину. Водогрейные трубы гнут по шаблонам в холодном виде без наполнителя на трубогибочных станках.
Допустимая овальность не более 5% диаметра трубы — проверяют прокаткой стального шарика, диаметр которого равен 0,9 внутреннего диаметра трубы.
После окончательной подготовки водогрейные трубы подвергают гидравлическому испытанию пробным давлением
- где — коэффициент, зависящий от рабочего давления пара в котле, = 80÷120;
- σт — предел текучести материала труб при температуре 20°С, МПа;
- s — толщина стенки трубы, мм;
- dH— наружный диаметр трубы, мм.
Трубы в гнездах трубных решеток закрепляют двумя способами, вальцеванием и сваркой. Вальцовочное соединение трубы с гнездом трубной доски называется прочноплотным. Прочно-напряженный контакт между стенкой трубы и гнездом трубной решетки образуется за счет раздачи конца трубы.
Наилучшее качество вальцовочного соединения достигается при шероховатости поверхности отверстий Ra=25÷12,5 мкм, что обеспечивает сверление и зенкерование. Концы труб должны быть гладкими, тщательно зачищенными. Зазор между отверстием и трубой должен быть не более 0,3—0,6 мм.
Вальцевание трубы состоит из двух операций:
- первая заключается в прихватке трубы, когда она развальцовывается до соприкосновения со стенками гнезда;
- вторая — в окончательной раздаче трубы и отбуртовке на ее конце колокольчика.
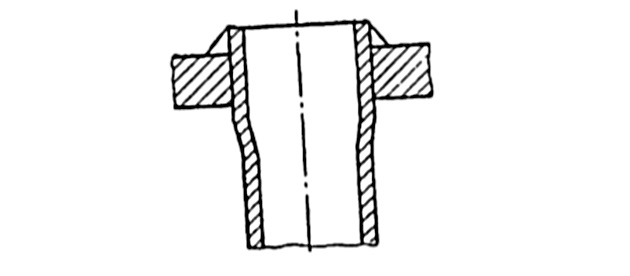
На рис. 1, а показано приспособление для вальцовки, состоящее из корпуса с выфрезерованными в нем тремя окнами для роликов, муфты с подшипником и веретена. При вращении в осевом перемещении конического веретена ролики, вращаясь, оказывают радиальное давление на стенки трубы. В трубе возникают упругие, затем пластические деформации. Металл трубы течет в радиальном направлении до прочноплотного соединения с поверхностью (рис. 1, б) упруго-деформируемого гнезда, которое создает сжимающие радиальные напряжения.

С целью повышения прочности крепления трубы вальцеванием выступающий конец трубы разбуртовывают. Наивыгоднейшая высота колокольчика h=6±1 мм при наружном диаметре трубы менее 45 мм и h = 8± 1,5 мм при наружном диаметре трубы более 45 мм и при угле разбуртовки а=15°. Разбуртовку производят комбинированной вальцовкой или же оправкой (рис. 1, в). При вальцовке труб в коллекторах малых диаметров (менее 500 мм) применяют угловые передачи с выносом пневматического или электрического привода за коллектор.
Практическую степень развальцовки определяют по усилию, возникающему при вальцовке, и по величине осевого перемещения веретена. Качество вальцовочных соединений проверяют визуально и гидравлическим испытанием.
Читать далее: Технико-экономическая основа ремонта судов
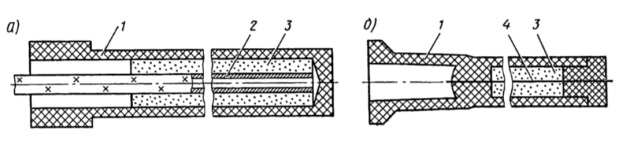
Более производителен способ раздачи концов труб путем протягивания через них специального инструмента (рис. 2). Поршневой насос 1 с приводом от электродвигателя, расположенный на масляном баке 2, нагнетает масло по трубопроводу 3 через распределитель 4 в гидравлический цилиндрКонструкция современных судовых двигателей 5, поршень которого приводит в поступательное движение шток 6.

К штоку 6 крепится протяжное устройство 7. Конусная оправка 11 с разрезной втулкой 10 вставляется внутрь трубы 9, выступающей из трубной решетки 8. При движении конусной оправки 11 влево разрезная втулка раздается и сегменты 12 оправки входят в пазы втулки 10, замыкаясь в кольцо.
При дальнейшем перемещении оправки 11 фиксатор 14 утапливается и втулка 13 начинает двигаться вместе с конусной оправкой. В результате выступающая часть разрезной втулки 10 раздает трубу. Данная машина имеет комплект оправок и втулок.
При креплении водогрейных труб сваркой (рис. 3) повышается его надежность, прочность и плотность, устраняется пропаривание, лучше сохраняются гнезда и особенно их перемычки. Поэтому этот способ крепления водогрейных труб широко применяют. Несмотря на эти преимущества водогрейные трубы крепят чаще вальцовкой, так как небольшой объем и размеры коллекторов затрудняют применять сварку.
В настоящее время используют высокопроизводительные импульсные методы запрессовки труб с использованием энергии электрического взрыва проводников (ЭВП) и взрыва бризантных взрывчатых веществ. При этом более повышенные требования предъявляют к подготовительным работам.
Концы труб зачищают шкуркой для устранения окисной пленки и рисок, а затем обезжиривают ацетоном. Для увеличения прочности соединения на поверхности каждого отверстия нарезают по одной кольцевой канавке шириной 5 мм и глубиной от 0,1- до 0,6 мм (в зависимости от диаметра), а зазоры между наружной поверхностью труб и отверстиями трубной доски должны составлять от 0,05 до 0,6 мм (в зависимости от наружного диаметра труб от 6—10 мм до 20—30 мм и более).
При запрессовке труб энергией взрывчатого вещества не требуется сложного оборудования. Прочноплотное соединение получается при помощи ударной волны, за счет которой происходят раздача и запрессовка трубы в трубной доске с диффузией металлов.
Для этой цели применяют специальные патроны (рис. 4), корпуса 1 которых изготавливают из легкоразрушающего материала — винипласта, технической резины и др. Зарядом служат детонирующие шнуры марок ДШ-А и ДШ-В насыпные прессованные и пластинчатые бризантные взрывчатые веществаСервис опасных грузов во время морской транспортировки (рис. 4, а). Первоначальный импульс создает электродетонатор (рис. 4, б) или детонирующий шнур.
Читать далее: Дефекты и методы дефектоскопии деталей
Запрессовка взрывом является полностью управляемой, имеет высокую эффективность и весьма проста, безопасна и не требует специальной подготовки. На рис. 4, б показан комбинированный патрон, обладающий энергией электрического взрыва и взрывчатого вещества повышенной безопасности.





