Проверка и наладка узлов траловой лебедки начинается с осмотра всех узлов на наличие повреждений или износа. Затем необходимо смазать подшипники и заменить изношенные детали. Важно следовать инструкции производителя и быть внимательным при работе с оборудованием. После наладки рекомендуется провести тестовый запуск и убедиться в правильной работе узлов траловой лебедки.
Для технического обслуживания узлов траловой лебедки рекомендуется регулярно проводить осмотр, чистку и смазку узлов. Также важно проверять состояние деталей на износ и заменять их при необходимости. Регулярное техническое обслуживание поможет продлить срок службы и обеспечить безопасную работу оборудования.
В этой статье излагаются основные сведения о проверке и способах наладки отдельных узлов траловых лебедок, позволяющие судовым механикам контролировать техническое состояние узлов лебедки и по возможности устранять замеченные неисправности. Материал статьи в основном рассчитан на молодых механиков флота рыбной промышленности, еще не имеющих достаточного опыта в проверке и наладке механизмов.
Особенности центровки механизма лебедки
Одним из важнейших условий длительной работы лебедки без ремонта является правильное расположение осей ее валов. Монтаж валов лебедки должен быть выполнен с наибольшей точностью, так как неправильная их установка приводит к преждевременному износу самого вала и кинематически связанных с ним подшипников, муфт, зубчатых передач и пр. Особенно точно надо вести установку многоопорных валов, у которых должна быть создана равномерная передача нагрузки от вала на все опоры. Смещение опор вала при его работе вызывает значительные перегрузки подшипников и других деталей привода. Неточность монтажа вала обычно приводит к его перегрузке и нагреву, вследствие чего появляются дополнительные деформации, вызывающие преждевременную усталость металла и разрушение.
При монтаже ваерных и вспомогательных валов следует предусмотреть возможность их удлинения от воздействия температуры. Приближенно за норматив принимают величину удлинения 1 погонного метра вала на 0,012 мм при повышении его температуры на 1 °С. При длине валов лебедки 4-6 м и изменении температуры от +20 °С до -20 °С длина валов будет изменяться на 1,9-2,9 мм. При этом нужно учесть, что изменение длины валов будет частично компенсироваться тепловым расширением станин.
Величины отклонений от параллельности осей валов на 1 погонный метр длины, в зависимости от числа их оборотов n, не должны превышать:
| Допустимые пределы отклонений от параллельности осей валов | |
|---|---|
| При n > 1 000 об/мин | 0,05 мм |
| При n > 200 об/мин | 0,1 мм |
| При n < 200 об/мин | 0,2 мм |
Проверка валов на их горизонтальность в судовых условиях не производится.
Проверяется только лишь параллельность и перпендикулярность валов.
Параллельность двух валов может быть проверена следующими способами:
1 При помощи штихмасса или штангенциркуля (если расстояние между продольными осями валов не превышает 1 м).
Если валы установлены параллельно, то замеры расстояний между осями в разных точках по длине валов дадут одинаковые результаты. При таких замерах, приведенных на рис. 1, А, расстояние между осями валов равно:
где:
- A – произведенный замер;
- D1 – диаметр шейки первого вала в месте замера А;
- D2 – диаметр шейки второго вала в том же месте.
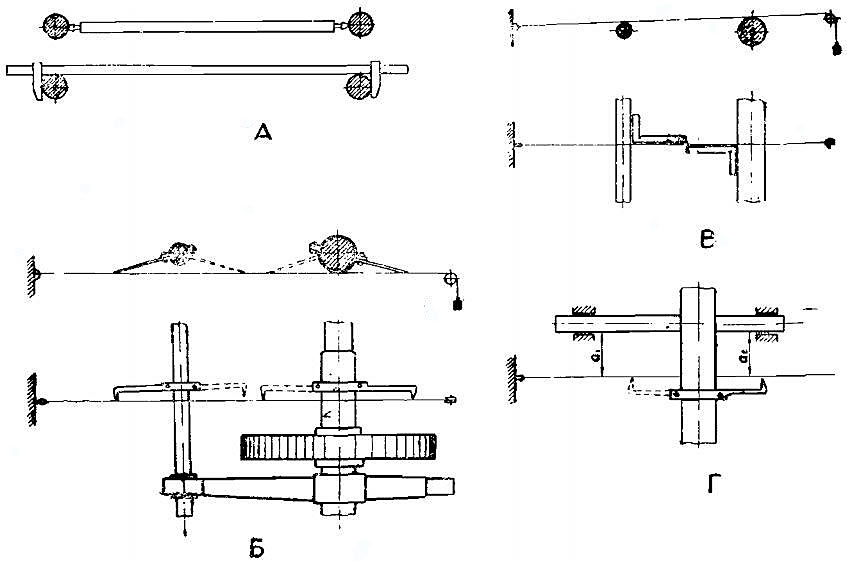
А – проверка параллельности валов по штихмассу и штангенциркулю; Б – проверка параллельности валов по шнуру и рейсмусом; В – проверка параллельности валов по шнуру и угольникам; Г – проверка перпендикулярности валов по шнуру и рейсмусу
2 При помощи прикрепленных к валам рейсмусов и шнура (см. рис. 1, Б). Шнур должен быть туго натянут, а рейсмусы в исходном положении должны касаться шнура. При повороте на 180° рейсмусы также должны касаться шнура. Отклонение одного из рейсмусов при его повороте свидетельствует о непараллельности валов.
3 При помощи шнура, натянутого перпендикулярно продольным осям валов и двух угольников, прикрепленных к валам (см. рис. 1, В). Если валы параллельны, то зазоры между шнуром и угольниками будут одинаковыми по всей длине полок угольников. При этом рекомендуется пользоваться угольниками с полкой не короче 500 мм.
Перпендикулярность валов может быть проверена при помощи рейсмуса, закрепленного на валу. Параллельно одному из валов натягивают шнур, замеряя его параллельность по штихмассам, а ко второму валу прикрепляют рейсмус, касающийся шнура. Если валы взаимно перпендикулярны, то при повороте второго вала на 180° стрелка рейсмуса должна также коснуться шнура (см. рис. 1, Г).
После того, как вал с рейсмусом повернут на 180°, отклонение рейсмуса от шнура покажет направление и величину необходимой регулировки.
Эксплуатация траловых и грузовых лебедок, уход за нимиПри эксплуатации лебедки должно быть установлено систематическое и тщательное наблюдение за работой ее валов. Во время проверки вала с него снимают верхние крышки подшипников с верхними вкладышами, затем медленно поворачивают вал. Обнаруженные задиры и вмятины устраняют, а шейки вала – зашлифовывают. Отдельные риски на поверхности вращения вала устраняются пришабровкой, неглубокие риски на цапфе – при помощи наждачной бумаги мелких зерен; местные задиры шейки вала в пределах 2 % рабочей поверхности шейки можно пришлифовать без общей обработки шейки.
Изнашиваясь, цапфы принимают коническую либо бочкообразную форму и эллиптическое сечение, получают местные повреждения поверхности (задиры, риски). При износе узла вал-подшипник зазор между вращающимся валом и поверхностью подшипника не должен быть больше максимального зазора для данного класса допусков и посадок:
- при спокойной нагрузке – в 2-2,5 раза;
- а при наличии динамических нагрузок – на 50 %.
В практике допускается переточка шеек валов без пересчета размеров на прочность в пределах 95 % заданного проектом сечения. Слой металла цапфы толщиной более 0,4 мм снимают на токарном станке, а более тонкий слой – на шлифовальном станке.
Изгиб вала легко обнаружить, проследив за состоянием подшипников во время работы вала. Если вал изогнут, то крышка подшипника совершает поступательно-возвратные движения (крышку «водит»). Изгиб вала проверяется на биение индикатором или рейсмусом. Производя ревизию, принимают допустимую стрелу прогиба вала на 1 м длины для валов с числом оборотов более 500 в минуту – 0,2 мм и при числе оборотов менее 500 в минуту – до 0,3 мм. Предельными считаются величины стрелы прогиба 0,6 мм – для валов с числом оборотов менее 500 в минуту и 0,4 мм – для валов с числом оборотов более 500 в минуту. Если указанные прогибы превышены, вал необходимо подвергнуть правке.
Проверка муфт
Неточная центровка муфт вызывает дополнительные нагрузки на ее соединительные элементы, на ближайшие подшипники соединяемых валов и обычно приводит к вибрации механизма.
Величина допускаемых отклонений от соосности валов зависит от конструкции муфт и назначения передачи. Полумуфты эластичных муфт должны быть отбалансированы при изготовлении. Обычно практически принимают, что аксиальные и радиальные отклонения поверхности могут составлять не более 0,0005 диаметра полумуфт. Биения для эластичных муфт не должны превышать:
- торцовые – 0,05 мм и радиальные – 0,1 мм;
- а зазор между полумуфтами допускается в пределах от 2 до 8 мм, в зависимости от диаметра полумуфт.
В таблице 1 приведены примерные допуски на перекос и параллельное смещение осей при монтаже муфт, определенные по данным практики.
| Таблица 1. Примерные допуски на перекос и смещение осей | |||
|---|---|---|---|
| Муфты | Диаметры муфт, мм | Допуски на перекос на 1 000 мм длины, мм | Допуски на параллельное смещение, мм |
| Упругие втулочно-пальцевые | От 100 до 300 | 0,2 | 0,05 |
| Свыше 300 до 500 | 0,2 | 0,1 | |
| Зубчатые | От 150 до 300 | 0,5 | 0,3 |
| Свыше 300 до 500 | 1,0 | 0,8 | |
У эластичных муфт проверяют затяжку гаек пальцев и состояние пакетов эластичных колец. Эластичные кольца должны плотно сидеть на пальце. При сжатии торцевыми кольцами или шайбами эластичной части пальца поверхность эластичных пальцев должна оставаться цилиндрической. Бочкообразная поверхность пальцев не допускается, так как это повышает удельное давление.
Муфты, насаживаемые на конические шейки валов электродвигателей, пришабриваются по валам. Посадку продольно-свертных муфт на вал проверяют «на краску». При монтаже и проверке зубчатых муфт следует, помимо соосности валов, проверить чистоту в полости муфты и плотность прилегания манжет уплотнений.
При сборке эластичной муфты нужно предусмотреть достаточный зазор в отверстиях для пальцев, который не ограничивал бы деформацию их эластичной части. Аксиальный зазор между полумуфтами эластичной муфты при длинных валах (более 2 м) устанавливают из расчета 1 мм на 1 м длины вала. При соединении коротких валов зазор принимается равным 1,5-2,0 мм.
Аксиальный зазор проверяется щупом в четырех диаметрально противоположных точках. Щуп должен входить в зазор без усилия. Если соединяемые валы параллельны, все аксиальные зазоры а равны. Если имеется излом, характеризуемый углом φ (см. рис. 2, Б), то величины зазоров a1 и a2, замеренных в диаметрально противоположных точках, неодинаковы.
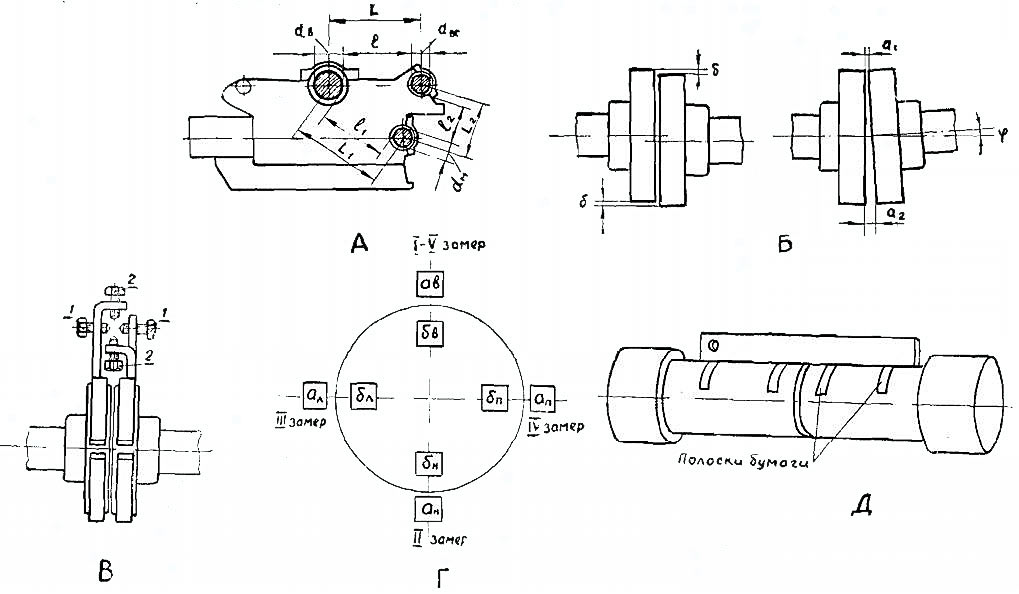
А – проверка межцентровых расстояний по замерам; Б – проверка соосности полумуфт щупом и линейкой; B – проверка соосности полумуфт упорными болтами и щупом; Г – монтажный формуляр муфты; Д – проверка соосности валов перед установкой продольно-свертной муфты
Радиальную центровку обычно производят в два приема. Сначала делают грубую центровку с промером зазоров б при помощи линейки, приложенной к поверхности полумуфт и щупа (см. рис. 2, Б). При установке линейки на цилиндрические поверхности полумуфт в четырех диаметрально противоположных точках не должно быть зазоров более допустимых, обычно принимаемых равными 0,2 мм.
Окончательную проверку соосности и центровки валов с соединяемыми полумуфтами можно произвести, установив скобы с упорными болтами, закрепленные на полумуфтах, как это показано на рис. 2, В. Величину взаимного смещения и перекоса определяют, измерив щупом в разных положениях зазоры между упорными болтами полумуфт.
При полном обороте муфты вокруг оси разность между максимальным и минимальным расхождением болтов 1, поделенная на двойное расстояние от оси болтов 1 до оси муфты, равна тангенсу угла перекоса осей валов; половина разности между максимальным и минимальным расхождением болтов 2 равна радиальному смещению осей валов.
В формуляр записывают величины радиальных и аксиальных зазоров, определяемых замерами в четырех диаметрально противоположных точках неподвижных полумуфт. Радиальные зазоры обозначают в круговой диаграмме буквой а с соответствующими индексами:
- в – верхний;
- н – нижний;
- л – левый;
- и п – правый
и вписывают в квадраты, расположенные вне круга диаграммы (см. рис. 2, Г). Аксиальные зазоры обозначают буквой б с соответствующими индексами: в, н, п и л. Величины аксиальных зазоров определяют как среднеарифметическое значение замеров, произведенных при исходном положении полумуфт и при повороте одной из них (вместе с валом) на 180°.
После замера радиального и аксиального зазоров в исходном положении оба вала последовательно поворачивают на 180°, затем на 90° и на 180° в одном и том же направлении и на 90° – в обратном направлении, записывая замеры в каждом положении. В результате получают замеры в четырех диаметрально противоположных точках и дополнительный контрольный замер в исходном положении, который должен полностью совпасть с первоначальным.
В случае отклонений контрольного замера устраняют причину расхождения и замер выверяют вновь.
При установке продольно-свертных муфт соосность валов часто проверяется линейкой, положенной на обе шейки соединяемых валов. После грубой пригонки более точная пригонка проверяется с помощью линейки и полосок бумаги, как показано на рис. 2, Д. Если под линейку, положенную на обе шейки, подложить четыре полоски бумаги, все полоски должны быть зажаты с одинаковой силой весом линейки.
Профилактический осмотр и проверку соединительных муфт проводят обычно не реже раза в месяц. В упругих муфтах проверяют зазор между упругими кольцами и отверстиями в полумуфте, а также убеждаются в плотности посадки пальцев в полумуфте. Разработка отверстий для соединительных болтов и пальцев либо износ эластичных колец вызывают рывки при Актуальность электродвигателей на современных морских судахпуске электродвигателя, а также срез болтов. У глухих муфт не допускают нарушения плотности затяжки болтов и посадки муфт на валы.
Для увеличения срока службы эластичных пальцев муфт их можно периодически поворачивать, включая в работу неизношенные части их поверхности.
- Допускаемый предельный диаметральный износ эластичной части пальца – 2 мм;
- допускаемая предельная выработка отверстия для пальцев в полумуфтах – 2 мм;
- максимальная величина диаметрального зазора между эластичной частью пальца муфты и стенкой отверстия для пальца – не более 3-4 мм.
Для зубчатых муфт допустимы значительно большие перекосы и величины смещения валов, чем для свертных, эластичных и других муфт, поскольку смещения и перекосы компенсируются в процессе работы взаимным скольжением зубьев. Дополнительные нагрузки, вызванные смещением соединенных валов, не передаются на опоры и валы. Величина взаимного скольжения зубьев зубчатых муфт пропорциональна углу между осями соединяемых валов, в результате чего при большом перекосе возможен поверхностный износ зубьев муфты.
Зубчатые муфты устанавливают на валах легкой прессовой или прессовой посадкой на призматических шпонках, предварительно нагрев втулки до 100-150 °С. При центровке валов, соединяемых зубчатыми муфтами, перекос осей определяют при помощи щупа, вводимого в зазоры между торцами зубчатых втулок в нескольких точках по окружности. Соосность валов проверяют линейкой, приложенной к поясам втулок муфты.
При отсутствии перекоса между осями валов предельные радиальные смещения а не должны превышать:
где:
- A – расстояние между серединами зубчатых венцов втулок, мм.
В собранной муфте зубчатая втулка должна усилием руки поворачиваться от оси полумуфты на угол, равный 1°, и не иметь радиального люфта. В отрегулированную муфту заливают масло, после чего проверяют, нет ли течи при работе вхолостую, а затем под нагрузкой. При эксплуатации зубчатых муфт необходимо следить за величинами перекоса и взаимного смещения полумуфт, герметичностью уплотнений, соединения обойм и пробки заливочного отверстия, а также своевременно добавлять и заменять отработанное масло. Масло в зубчатые муфты добавляют через каждые 10-15 дней работы лебедки, через 5-6 месяцев его полностью сменяют. Износ зубьев в зубчатых муфтах допустим в пределах 10 % первоначальной толщины. При больших зазорах между зубьями во время пуска появляются удары, вызывающие поломку зубьев.
Техническое состояние кулачковых муфт проверяют следующим образом. Прилегание рабочих поверхностей двух кулачков, находящихся в зацеплении, должно составлять не менее 50 % рабочей площади кулачка. При меньшей площади прилегания и забоинах кулачки пригоняют друг к другу до получения надлежащего прилегания рабочих поверхностей и должной их чистоты. Все острые кромки должны быть запилены до плавного скругления. Боковой зазор между кулачками с нерабочей стороны у новых муфт допускается до 2 мм и при эксплуатации может быть значительно увеличен. Муфта должна свободно перемещаться по валу от руки без заметных прихватов. При проверке муфт контролируется также работа их приводов. Надо следить за тем, чтобы они легко передвигались от руки, не имели излишних люфтов и закрепляли муфту в нужных положениях. В рабочем положении кулачки обеих полумуфт должны быть надежно сцеплены между собой.
Проверка подшипников
В правильно смонтированных подшипниках скольжения зазор между поверхностями скольжения вала и подшипника должен соответствовать проектному, а величина зазора между заплечиками вкладыша и торцом корпуса или крышки – находиться в пределах 0,05-0,1 мм. Вкладыши должны плотно прилегать к корпусу – с зазором менее 0,05 мм.
Шабровку чугуна производят всухую; при шабровке баббита шабер смачивают в скипидаре, а при шабровке меди и стали обрабатываемые поверхности смачивают мыльной водой. Проверку точности пригонки вкладышей производят по краске. Удовлетворительной пригонкой считается такая, при которой во время проверки на участке размером 25×25 мм видно шесть цветных пятен для валов с числом оборотов до 300 в минуту и не менее восьми пятен – для валов с большим числом оборотов.
Для нормального засоса масла между трущимися поверхностями подшипника наибольшую густоту цветных пятен при шабровке следует обеспечить в зоне 60° в обе стороны от плоскости наибольшей постоянной нагрузки, передаваемой валом на подшипник. Размеры зазоров в холодильниках обычно принимают равными:
- 0,07 мм при диаметре до 40 мм;
- при диаметрах от 40 до 100 мм зазор должен быть равным 0,3 мм;
- а при диаметре от 100 до 150 мм – 0,4 мм.
Чтобы избежать утечки смазки, холодильники не доводят до краев вкладышей на 20-25 мм. В подшипниках с числом оборотов вала менее 300 в минуту обязательно делаются канавки на поверхности трения для прохода смазки, которые вырубают после пригонки вкладыша по валу. Радиус галтелей вала должен быть меньше радиусов галтелей подшипников у вала малого диаметра на 0,5 мм, большого диаметра – на 1 мм. Пригонка вкладышей глухих подшипников должна быть более тщательной, чем разъемных.
Валы проверяют при незакрепленных подшипниках; подшипники закрепляются только после того, как сделана окончательная выверка соосности валов. В монтажный формуляр подшипника скольжения заносят замеренные щупом зазоры между цапфой и вкладышем в крайних точках:
вверху – левый верхний
;
- и внизу – левый нижний
и правый нижний
(см. рис. 3, А).
Для большей точности выявления перекоса в горизонтальной плоскости замеры могут дополнительно производиться по диаметрам, смещенным на 90° относительно первоначальных замеров. Горизонтальные зазоры соответственно обозначаются:
- и ;
- и справа
и
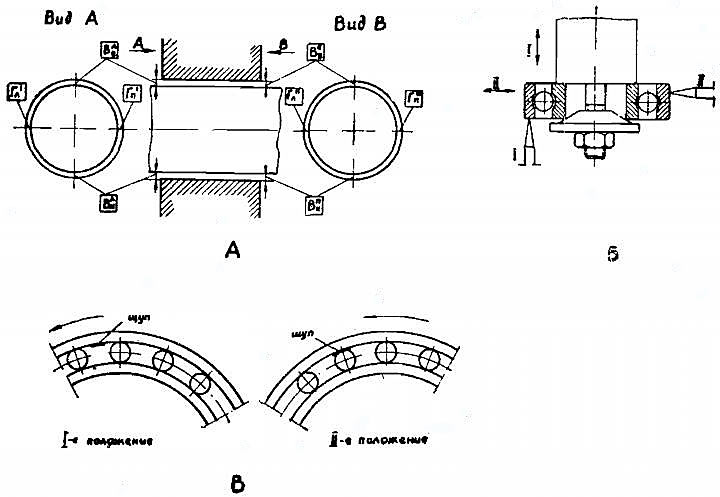
А – монтажный формуляр подшипника скольжения; Б – определение зазоров в подшипнике качения индикатором; В – определение зазоров в подшипнике качения щупом
Перегрев подшипника скольжения может быть следствием:
- неудовлетворительной пригонки поверхностей цапф и подшипников или появления в процессе эксплуатации задиров шейки или вкладыша;
- отсутствия смазки или недостаточного ее поступления через каналы к поверхности трения;
- взаимного смещения осей вала и подшипника;
- чрезмерной затяжки болтов крышки разъемных вкладышей.
Зазоры в подшипниках замеряют с двух сторон по длине. В формуляр заносят разность зазоров, характеризующих степень перекоса вала. Зазор определяется щупом с двух сторон шейки или свинцовой проволокой диаметром 0,5-1,0 мм, которую сплющивают, прокатывая ее между валом и вкладышем. При проверке зазора свинцовой проволокой затягивают до отказа крышку подшипника и микрометром измеряют толщину свинцовых оттисков. В подшипниках от радиальных нагрузок изнашивается рабочая поверхность, а от осевых нагрузок – боковая поверхность.
Зазор регулируется изменением толщины прокладок между вкладышами, причем в собранном подшипнике прокладки не должны касаться вала. Прокладки делаются из медной фольги разной толщины, и зазор в подшипнике регулируется постепенным снятием прокладок по мере выработки его вкладышей. При появлении местной приработки или подплавленных участков вкладыши необходимо пришабрить. При задирах не более 2-5 % площади вкладышей допускается местная пришлифовка или пришабровка без общей проточки или пришлифовки поверхности. При расслоении баббитового слоя во вкладыше, а также при выработке его толщины до 50 % вкладыши подшипника вновь заливаются. Вкладыши из капрона пригоняются согласно инструкции завода-изготовителя.
Применение подшипников качения значительно упрощает наблюдение за Электрические траловые лебёдки на промысловых судахтраловой лебедкой, снижает расход смазки, повышает коэффициент полезного действия и удлиняет межремонтные периоды.
Для нормальной работы этих подшипников большое значение имеет качество уплотнений.
Фетровые и войлочные уплотнения предохраняют от проникновения пыли на относительно длительный период лишь при употреблении консистентной смазки и при окружной скорости менее 5 м/сек. Войлочные кольца должны изготовляться только из доброкачественного длинноволокнистого войлока. Для повышения качества фетровое цельное штампованное кольцо следует до установки его в канавку пропитать горячей смазкой.
Хорошо смонтированный и правильно эксплуатируемый подшипник должен работать:
- при очень тяжелом режиме работы – до 2 500 часов;
- при тяжелом – до 5 000 часов и при нормальном – до 10 000 часов.
Слабая посадка колец подшипника приводит к их проворачиванию и, как следствие этого, – к износу (рискам) вала или корпуса подшипника. Установка прокладок между корпусом и обоймой подшипника качения не допускается, а плотность прилегания должна быть достигнута путем пригонки. При неправильно смонтированном шарикоподшипнике изнашиваются борта его колец, на внутреннем кольце образуются трещины вследствие перегрева, после которого остаются цвета побежалости. Правильный рабочий зазор в подшипнике исключает возможность его защемления при рабочих температурах и перекосах. Посадочные места подшипников не должны быть овальными, иметь коррозии и забоины; установка каких-либо прокладок в местах посадки недопустима.
При посадке подшипников качения на вал передача каких-либо усилий на шарики или ролики недопустима, усилие для запрессовки следует прилагать только к кольцу, имеющему допуск на посадку. Существует ряд практических приемов посадки подшипников качения. Посадка на вал подшипников малых диаметров может производиться легкими ударами молотка по полой оправке, прижатой к внутреннему кольцу подшипника. Подшипники, насаживаемые горячей посадкой, а также подшипники больших диаметров перед посадкой на места подогревают в масле до температуры 80-90° в течение 15-20 минут.
У плохо смазанных подшипников качения ржавеют детали и относительно быстро вырабатываются наружные кольца. Установленные подшипники полагается густо смазать солидолом и проверить легкость их вращения от руки. По окончании монтажа смазочную систему подшипников промывают керосином и заполняют рабочей смазкой.
В самоустанавливающихся шарикоподшипниках перекос вала не должен превышать 1° для многоопорных валов и 1,5° – для валов на двух опорах.
Нарушение нормальных условий работы шарикоподшипников можно определить по их шуму и перегреву. Например, при незначительном износе беговых дорожек или шариков слышен глухой шум; при защемлении шариков в кольцах или при отсутствии смазки и наличии трения скольжения в подшипнике слышен высокий свист разного тона. Вспомогательные аппараты и устройства судовых системПри разрушении сепаратора или шариков слышны скрежет и резкое частое постукивание. При загрязнении подшипника слышен глухой прерывистый шум. Примерно такие же признаки неисправности роликоподшипников.
Допускаемая предельная температура нагрева подшипников качения равна 70°. При нагреве подшипников выше 55° ее следует проверять несколько раз за вахту. Перегрев подшипника качения или вала могут вызвать:
- чрезмерный прогиб вала, перекос его или горизонтальное смещение подшипников;
- защемление подшипников вследствие неправильной их посадки;
- чрезмерно тугая посадка, вызывающая защемление элементов подшипника;
- заклинивание или повреждение шариков или сепараторов;
- избыточное трение, создаваемое войлочным уплотнением при его малом диаметре;
- отсутствие или загрязнение смазки в подшипнике;
- избыточная смазка в корпусе подшипника (при низких температурах может загустеть и ухудшить работу подшипника).
Степень износа шариковых и роликовых радиальных подшипников определяется по величине взаимного осевого смещения внутреннего и наружного колец, по шуму при работе и величине люфта. Нормы допустимого износа шариков и роликов подшипников для грузоподъемных и промысловых механизмов еще не разработаны. Их определяют в первом приближении в зависимости от заводского зазора между шариком (роликом) и обоймой. Этот зазор при диаметре шарика или ролика до 25 мм обычно равен 0,025 мм.
На рис. 4, Б приведена схема замеров радиального и осевого зазоров в шарикоподшипнике, определяемых индикатором.
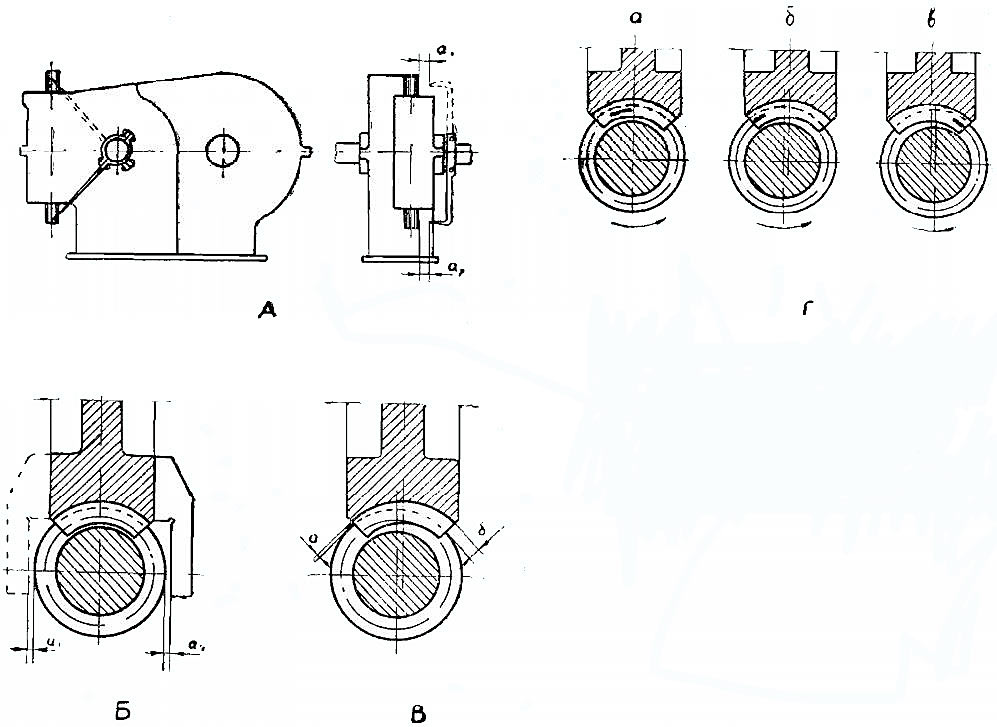
А – проверка перпендикулярности осей червяка и червячного колеса; Б – проверка соосности колеса и червяка по шаблону; В – проверка соосности колеса и червяка по замерам; Г – проверка соосности червяка и колеса по краске
Внутреннее кольцо подшипника надевается на неподвижную оправку без люфта. Если наружное кольцо перемещается по радиусу, то разность показаний индикатора при крайних положениях кольца соответствует радиальному зазору. Так же проверяется и аксиальный зазор. Этот метод пригоден для подшипников всех типов. Фактическую степень износа шариков или роликов приблизительно можно определить щупом, помещаемым между шариком (роликом) и обоймой, как показано на рис. 5, В.
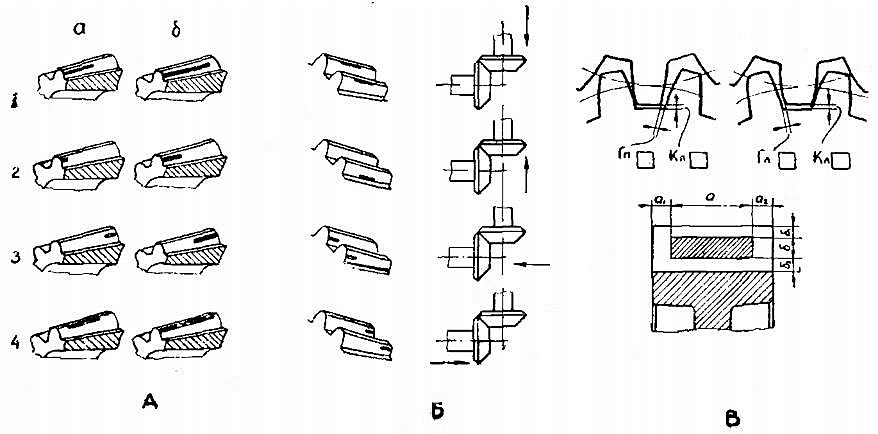
А – характерные отпечатки контакта при работе без нагрузки (схема а) и под нагрузкой (схема б); Б – схема регулировки зацепления конических шестерен в зависимости от расположения пятен контакта (стрелками указаны направления перемещения одного из колес для достижения правильного зацепления); В – монтажный формуляр зубчатого зацепления
При ревизии и демонтаже подшипника качения следует применять съемные скобы, чтобы усилие, стягивающее подшипник с вала, было, как правило, приложено к напрессованному кольцу. При значительном натяге подшипника снять его с вала легче, если подшипник поливать маслом, нагретым до 90 °С.
Снятые подшипники качения следует промыть в растворе из 94 процентов бензина и 6 процентов масла, обсушить в струе воздуха и немедленно смазать. Для восстановления при ремонте требуемой посадки подшипников качения посадочная поверхность вала или корпуса может быть подвергнута хромированию или металлизации. Накренивать посадочную поверхность не разрешается, так как образующиеся при этом местные выступы сразу сминаются при посадке, и сопряжение получается ненадежным.
Незначительная коррозия подшипников качения выводится легкой протиркой подшипника в бензине. Подшипники качения, у которых кольца или сепараторы корродированы, имеют трещины, значительный износ или расслоение, нужно заменить новыми. Подшипники заменяются при расслаивании металла либо питингах, свидетельствующих об усталости металла из-за перегрузок или выработки срока службы. Негодные войлочные кольца заменяют новыми, пропитанными горячим маслом. Лабиринтовые уплотнения очищают и заполняют консистентной смазкой.
По окончании ремонта корпус подшипников качения очищают, промывают и заполняют свежей смазкой на 2/3 свободного объема его полости.
Проверка передач
Долговечность и бесперебойная работа зубчатых передач зависят не только от материала шестерен, но в значительной мере от качества их изготовления и тщательности монтажа передачи. Для нормальной работы зубчатого зацепления и связанных с ним элементов привода при монтаже должны быть выполнены следующие основные условия:
1 соблюдение проектных расстояний между центрами колес и совпадение диаметров их начальных окружностей;
- при сдвинутых валах смазка выжимается, а подшипники и зубья быстро изнашиваются;
- при избыточных межцентровых расстояниях зубья ударяются друг о друга и выкрашиваются;
2 параллельность осей цилиндрических колес и соблюдение углов пересечения осей конических шестерен и углов скрещивания червячных передач;
3 сохранение величины боковых и радиальных зазоров и плоскостного биения;
- в пределах нормы при уменьшении зазоров выжимается смазка, а при увеличении их сверх нормы контактная поверхность будет приходиться на головки зубьев, и они быстро износятся;
4 правильность установки и надежность закрепления опор подшипников валов и шестерен.
При монтаже точность установки быстроходных передач должна быть выше, чем точность установки тихоходных передач.
При проверке межцентровых расстояний зубчатых передач необходимо установить, надежно ли закреплены подшипники и не сместились ли они в процессе работы. Параллельность осей в собранных редукторах или лебедках можно проверить штангенциркулем, размеры между концами валов (или посадочными гнездами) с обеих сторон должны быть равны.
После установки валов в подшипники замеры межцентровых расстояний между осями ваерного, вспомогательного и машинного валов производят согласно схеме, показанной на рис. 2, А.
Межцентровые расстояния L, L1 и L2 равны:
где:
- l – расстояние между ваерным и вспомогательным валами, замеренное штихмассом;
- l1 – расстояние между ваерным и моторным валами;
- l2 – расстояние между моторным и вспомогательным валами;
- dв – диаметр ваерного вала в месте замера;
- dвс – диаметр вспомогательного вала в месте замера;
- dм – диаметр машинного вала в месте замера.
Предельные отклонения расстояния между центрами пары цилиндрических колес с обработанными зубьями при положительном значении отклонения могут быть приняты по данным таблицы 2.
| Таблица 2. Данные для определения расстояния между центрами пары цилиндрических колес | ||
|---|---|---|
| Сумма чисел зубьев зубчатой пары | Модуль | |
| 3,5-6,0 | 7-13 | |
| Менее 51 | 0,18 | 0,23 |
| От 51 до 100 | 0,22 | 0,33 |
| От 101 до 150 | 0,27 | 0,35 |
| От 151 до 250 | 0,30 | 0,40 |
Допускаемый радиальный зазор для цилиндрических колес принимают равным 0,16 модуля + допускаемое отклонение расстояния между центрами, а величину допускаемого бокового зазора – равной 0,05-0,08 модуля.
Величину бокового зазора можно подсчитать по следующим формулам:
- Верхний предел 0,15 · Mn (Z + 60) + 25 микрон.
- Нижний предел 0,5 · Mn (Z + 60) + 125 микрон.
В этих формулах Mn – нормальный модуль и Z – число зубьев.
Величину радиального зазора проверяют щупом или свинцовой проволокой. Для этого свинцовую проволоку прокатывают между находящимися в зацеплении зубьями и замеряют микрометром толщину обжатой при повороте колес проволоки. Боковой зазор определяет щупом. Профиль, толщину и шаг зубчатых колес проверяют зубомером. При ремонте допускаемые отклонения в зубчатом зацеплении принимаются по степени точности передачи, которая устанавливается в зависимости от окружной скорости и твердости их зубьев. Обычно колеса лебедок относятся к 8, 9 и 10 степени точности, и только быстроходные первые ступени редукторов – к 7-й.
Правильность установки зубчатых колес в процессе монтажа определяется размером и расположением поверхности касания зубьев, а также величинами фактических боковых и радиальных зазоров. Средние плоскости симметрии сечения ободьев зубчатых колес, находящихся в зацеплении, не должны иметь смещение больше 0,5 мм. При разной ширине зубчатых колес одной пары совпадение осей симметрии колес не обязательно, но широкое колесо должно перекрывать узкое.
Правильность зацепления зубчатых колес при помощи краски проверяют следующим образом. На несколько зубьев малой шестерни наносят тонкий слой краски, затем передачу проворачивают на несколько оборотов в рабочем направлении вращения. Полученные при этом отпечатки краски на зубьях колеса определяют величину площади касания зубьев, а положение отпечатков характеризует параллельность валов передачи. Затем зубья протирают насухо, краску наносят на несколько зубьев колеса и проворачивают передачу в нерабочем направлении вращения. Сравнивая полученные отпечатки краски на зубьях малой и большой шестерен, определяют правильность их взаимного расположения.
При правильно установленных валах шестерен и правильном профиле зуба отпечаток на нем получается равномерный по боковой поверхности зуба, расположенный симметрично относительно его средины и начальной окружности колеса, как это показано на рис. 6, А на схеме 1.
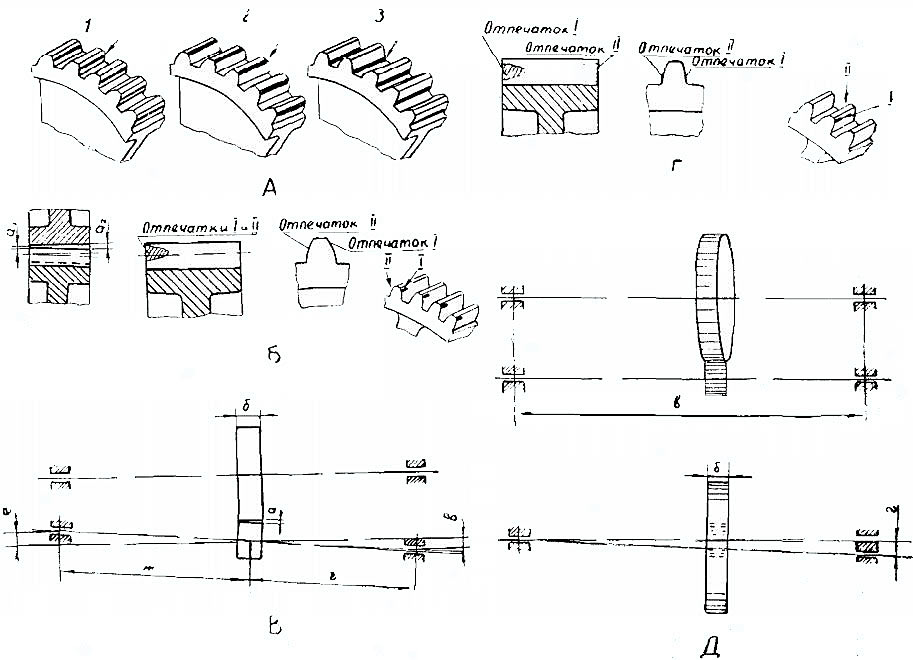
А – характерные пятна контакта при разных межцентровых расстояниях; Б – отпечатки при непараллельных осях валов, находящихся в одной плоскости; В – схема исправления непараллельности валов шестерен, находящихся в одной плоскости; Г – характерные отпечатки при расположении валов шестерни в разных плоскостях; Д – схема регулировки валов для размещения их в одной плоскости
При неправильном расстоянии между центрами валов, находящихся в одной плоскости, отпечаток получается симметричным относительно середины зуба, но смещенным к его головке при раздвинутых валах (см. схему 2) или к основанию – при сдвинутых валах (см. схему 3).
Отпечаток I, расположенный у одного края зуба и переходящий в отпечаток II на противоположную сторону этого же края, при вращении зубчатой передачи в сторону, противоположную рабочему направлению вращения, свидетельствует о непараллельности валов, находящихся в одной плоскости (см. рис. 6, Б).
При правильном межцентровом расстоянии по оси симметрии колес, то есть при отклонении правого и левого подшипников в разные стороны, величины перемещений подшипников подсчитывают по формулам согласно схеме, показанной на рис. 6, В:
где:
- в – величина необходимого смещения одного из подшипников;
- а – величина отклонения, равная а2-а1 (разность замеренных щупом радиальных зазоров с двух сторон зуба);
- б – длина зуба;
- е – длина зуба для второго подшипника;
- ж, г – расстояния шестерни от подшипников.
Отпечаток, расположенный у одного края зуба и переходящий на противоположную сторону другого края, при вращении зубчатой передачи в сторону, противоположную рабочему направлению вращения, является признаком неправильного расположения валов, находящихся в разных плоскостях (см. рис. 6, Г). Необходимое смещение одного из подшипников согласно схеме, показанной на рис. 6, Д, определяется по формуле:
где:
- г – необходимая величина смещения подшипника;
- а – абсолютная величина перекоса (разность замеренных щупом боковых зазоров с двух сторон зуба);
- б – ширина зуба;
- в – расстояние между подшипниками.
При проверке зубчатых зацеплений на краску следует руководствоваться ГОСТом, согласно которому:
- пятна должны покрывать по высоте не менее 60 % поверхности зуба;
- а по длине в колесах 7 степени точности – не менее 65 %;
- 8 и 9 степеней точности – не менее 50 %;
- и в колесах 10 степени точности допускаются отдельные пятна касания на каждом зубе.
Наиболее рациональным расположением контактной поверхности является растянутый овал, расположенный посредине рабочей поверхности зуба.
При недостаточном зацеплении (по результатам пробы на блеск – для 7 степени точности, на блеск и краску – для 8 и 9 степеней точности и краску – для 10 степени точности) исправления производятся для 7 степени точности приработкой с пастой, для 8 и 9 – шабровкой зубьев или приработкой с пастой и для 10 – опиливанием и шабровкой зубьев.
При неправильном изготовлении или монтаже зубчатой передачи либо при деформации валов может сосредоточиться значительная нагрузка на небольшой поверхности зуба, в результате чего зубья быстро изнашиваются, а иногда и ломаются.
Установка зубчатых колес с недостаточным боковым зазором влечет за собой заедание зубьев, что приводит к значительному повреждению их рабочих поверхностей. Неудовлетворительное прилегание зубьев может исправляться притиркой или пришабровкой с последующей притиркой. Притирка поверхностей с точностью до 0,001 мм подразделяется на:
- грубую;
- среднюю;
- и тонкую.
Слой толщиной 17-35 мк снимается грубой пастой ГОИ, 8-16 мк – средней пастой и 1-7 мк – тонкой пастой ГОИ.
Притираемое зубчатое зацепление смазывается пастой. Шестерни вращают в разных направлениях до притирки необходимого качества. После обкатки шестерен пасту с них удаляют, промывают их керосином, затем передачу вращают вхолостую в течение 0,5-2 часов до получения блестящей контактной поверхности касания зубьев.
После проверки правильности монтажа зубчатые передачи опробывают на легкость вращения и шум при работе. Вращение шестерен должно быть плавным, без толчков и заклинивания. По шуму, издаваемому работающими зубчатыми передачами, можно определить состояние зацепления. При работе зубчатых передач 7, 8 и 9 степеней точности при нормальной нагрузке и окружной скорости шум должен быть равномерным – без пульсации и ударов. При работе зубчатой передачи 10 степени точности допускается неравномерность шума без ударов.
Хорошо изготовленные и правильно установленные неизносившиеся шестерни при работе издают равномерный шум низкого тона. Появление периодически нарастающих шумов или коротких постукиваний (тресков) является признаком неправильности зацепления. При наличии эксцентриситета зубчатых колес слышен периодически повторяющийся пульсирующий глухой шум. Неравномерность шага зубьев по начальной окружности вызывает резкий рокот среднего тона.
Следует иметь в виду, что посадка на вал шестерни с зазорами, допускающими некоторую ее «качку», влечет за собой ускоренный износ зубьев шестерни из-за нарушения правильного зацепления. Зубчатые колеса должны плотно прилегать к заточкам соответствующих валов и к торцовым шайбам.
Редукторы рекомендуется осматривать не реже одного раза в месяц и проверять, нет ли посторонних шумов при работе шестерен, замерять температуру и уровень масла.
Основным признаком точности сборки конических колес является правильность взаимного касания зубьев, зависящая от точности угла между осями колес и совпадения пересечения осей их валов. При сборке конических колес их образующие должны пересекаться в точке пересечения осей валов. Установленное при монтаже положение находящихся в зацеплении конических колес фиксируется калиброванными шайбами.
По высоте зуба контакт должен быть для передач 7 степени точности не менее 40 % высоты зуба, для 8 и 9 степеней – не менее 30 % и для 10 степени точности – не менее 20 % высоты зуба. Минимальные точности контактных пятен при проверке на краску зацепления зубчатых колес регламентируются ГОСТом.
Конические зубчатые колеса, у которых контактные пятна располагаются на узких концах зубьев, прирабатываются сравнительно быстро, так как нагрузка, прилагаемая к небольшой поверхности более слабого конца зуба, деформирует его, и в зацепление вступает значительная часть зуба. На рис. 5 приведены различные виды зацепления конических колес и схемы его регулировки в зависимости от расположения пятен контакта. Обычно зацепление регулируется перемещением одного из колес. Например, на рис. 7, А показаны характерные отпечатки контакта зубчатых конических колес.
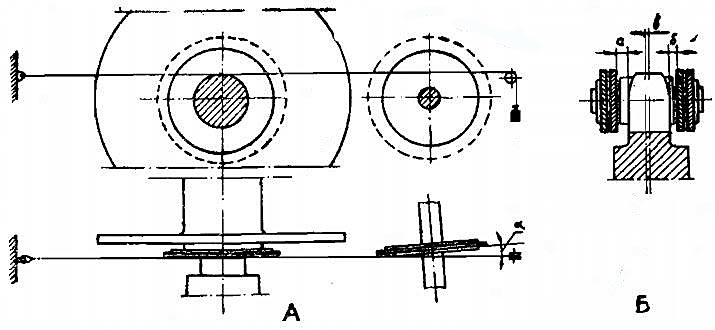
А – проверка правильности взаимного расположения звездочек; В – проверка правильности положения звеньев цепи относительно зубьев звездочки
Столбец а показывает пятна контакта колес, работающих без нагрузки, а столбец б – при полной нагрузке. Схемы 1 показывают пятна при правильном зацеплении, схемы 2 и 3 – пятна при перекосе осей, схемы 4 – при увеличенном расстоянии между центрами колес. Схема регулировки зацепления конических колес в зависимости от расположения пятен контакта показана на рис. 7, Б. Стрелками указаны необходимые для достижения правильного зацепления перемещения одного из колес.
Обычно для каждой зубчатой передачи составляется монтажный формуляр (см. рис. 7, В), в который рекомендуется заносить величины радиальных К и боковых Г зазоров с индексами:
- п – правый;
- л – левый.
В формуляр также заносят полученную при проверке зацепления на краску площадь контактной поверхности зацепления (на чертеже формуляра ее штрихуют). Радиальные и боковые зазоры зацепления замеряют с двух сторон зубчатого зацепления (вид справа и слева). Кроме того, в формуляр в квадраты заносят проектные величины аксиального и радиального зазоров. Замерив величины а1, а2, б1 и б2 определяют фактические площади контактной поверхности зацепления.
Перпендикулярность вала червячного колеса и червяка можно проверить при помощи рейсмуса, закрепленного на валу червячного колеса, как это показано на рис. 4, А. При первом и втором положениях рейсмуса размеры а1 и а2 должны быть равны. Проверку можно делать при вынутом червяке, взамен которого поставлен ложный вал.
Во избежание заклинивания червяка зазоры между рабочими поверхностями червяка и зубчатого колеса должны быть в пределах 0,015-0,02 модуля по расчетной окружности для 2-го класса и 0,02-0,03 модуля – для 3-го класса точности передач.
Фактический боковой зазор в собранной червячной паре можно определять по углу свободного поворота рычага, закрепленного на цапфе червяка, при неподвижном червячном колесе, пользуясь следующей формулой:
где:
- Cп – величина бокового зазора;
- t – шаг зацепления;
- α – угол свободного поворота рычага, град.
Допускаемые в сторону увеличения отклонения в расстоянии между осями червячной передачи принимаются следующими:
- при расстоянии между осями до 200 мм – 0,15 мм;
- а при большем расстоянии – 0,26 мм.
Соосность червяка и червячного колеса может быть проверена специальным шаблоном согласно схеме, показанной на рис. 4, Б. Шаблон прикладывается поочередно к обеим сторонам червячного колеса, и замеряются зазоры а1 и а2 между поверхностью червяка и шаблоном. При соосности червяка и колеса эти зазоры одинаковы. Чаще всего смещение осей червяка и червячного колеса определяется по зазорам, замеренным в точках а и б, которые при правильном взаимном расположении червяка и червячного колеса одинаковы. Эти зазоры должны быть в пределах 0,15-0,30 модуля. Схема замера зазоров приведена на рис. 4, В.
Соосность также проверяется по отпечаткам при проверке на краску контактных поверхностей червячной передачи (см. рис. 4, Г). На схеме а показан отпечаток при правильном расположении осей колеса и червяка. На схеме б показан отпечаток при червячном колесе, смещенном вправо, а на схеме в – отпечаток при колесе, смещенном влево.
В червячных передачах 3-го класса точности (с окружной скоростью менее 3,5 м/сек) площадь касания (зацепления) зубьев червяка и колеса должна составлять 0,5 длины и 0,65 высоты зубьев, а для червячных передач 2-го класса точности – не менее 0,65 длины и 0,75 высоты зубьев. Мертвый ход червяка определяется углом поворота червяка при неподвижном колесе. Для передач 2-го класса этот угол равен 8-10° для однозаходного червяка и 4-6° – для двухзаходного.
Осевой люфт (смещение червяка) не должен превышать 0,2 мм. При большом люфте следует отрегулировать упорный подшипник. Для определения осевого люфта в торец червячного вала устанавливают иглу индикатора и несколько раз проворачивают вал в разные стороны. В правильно изготовленной и собранной червячной паре усилие, необходимое для вращения червяка, вхолостую, может колебаться в пределах 30 % от его среднего значения для червячных передач 2-го класса точности.
Величина необходимого усилия проверяется пружинными весами несколько раз.
В случае если червячная пара установлена правильно и недостаточная площадь касания является следствием неточности профиля рабочих поверхностей колеса и червяка, чтобы избежать оспообразования, последние пришабривают. Зубья, подлежащие шабровке, вытирают насухо, покрывают краской витки червяка и проворачивают его на один оборот, после чего соответствующие зубья шабрят по краске. Для приработки зацепления червячной передачи обычно применяют вязкую смазку с добавлением 3-10 % растительных жиров. Заполнение картера червячной передачи такой смесью на период приработки предохраняет от заедания и намазывания бронзы червячного колеса на червяк. Положительный эффект получается от притирки зубчатых колес редуктора абразивной пастой с добавлением графита и пасты ГОИ. При этом паста не должна попасть в подшипники.
После притирки картер редуктора и зубчатые колеса необходимо хорошо промыть и очистить от пасты.
В червячных передачах быстро изнашиваются поверхности зацепления. По мере износа зубьев червячного колеса и витков червяка в реверсивных передачах появляется мертвый ход и понижается прочность входящих в зацепление элементов передачи. Червяки изнашиваются меньше червячных колес, у которых износ иногда сопровождается выкрашиванием зубьев. При замене элементов передачи с закаленным червяком обычно заменяют венец червячного колеса, а в передачах с незакаленным червяком (в зависимости от степени износа) – червяк и венец колеса.
Перегрев червячного редуктора может явиться следствием недостаточного люфта, отсутствия смазки на поверхностях трения или неправильной установки подшипников. Признаком повышенного износа бронзового обода червячного колеса служит появление мельчайших медных частиц в масле червячного редуктора.
На срок службы цепных передач влияет точность монтажа, так как сила ударов между зубьями звездочки и шарниром цепи в момент зацепления пропорциональна скорости и резко возрастает от перекосов и неточностей, допущенных при монтаже. Одним из условий правильной работы цепной передачи является сохранение шага цепи и зубьев звездочек в пределах проектных размеров.
Рекомендуется проверять зубья звездочки и соответствие им цепи. Приводную звездочку следует проверить путем наложения на нее отрезка цепи. При правильных размерах зубьев звездочки цепь ложится свободно, без заклинивания на 3/4 ее окружности. Если цепь не ложится свободно на зубья, они исправляются запиловкой под шаблон. Если цепь набегает на ведущие поверхности зубьев, их следует подпилить и углубить впадины зубьев. Если цепь, при ее повторных накладываниях, не находит на один и тот же зуб, значит этот зуб неверно размечен и его надо исправить. Набегание цепи на тыльные поверхности зубьев является признаком того, что шаг зубьев звездочки меньше шага цепи. Этот дефект можно исправить наваркой с последующей запиловкой впадин. Следует проверять также толщину зубьев. При правильной толщине зубьев цепь должна укладываться на них свободно, без трения о боковые их поверхности. Профиль зубьев в сомнительных случаях проверяют шаблоном.
Для проверки среднего шага цепи натягивают отрезок цепи и замеряют длину определенного участка. Величина среднего шага цепи получается как результат деления длины замеренного участка на число его звеньев (с учетом радиусов шарниров, если замер длины производился по их внешним радиусам). У новых цепей допускаемое отклонение номинального шага – до 0,3 %.
Средние сечения звездочек цепной передачи должны точно совпадать, так как цепи обладают гибкостью только в одном направлении. Взаимное положение звездочек при малых межцентровых расстояниях можно проверить линейкой, прикладываемой к торцовым поверхностям обеих звездочек в различных положениях.
При значительных межцентровых расстояниях правильность установки звездочек в одной плоскости проверяют с помощью натянутого шнура согласно схеме, показанной на рис. 7, А. При смещении одной из звездочек между натянутым шнуром, прижатым к обеим граням одной звездочки, и гранями второй звездочки появляется зазор, величина которого соответствует величине необходимого перемещения звездочки по валу. При взаимном перекосе звездочек натянутый шнур касается двух граней одной звездочки и одной грани второй (такой случай и показан на приведенной схеме). При перекосе между шнуром и второй звездочкой образуется угол α.
Для монтажа соединительного звена цепь натягивают специальным приспособлением. При этом плоскость, проходящая через середины ширины зубьев, должна совпадать с плоскостью середин роликов цепи, а зазоры между торцами зубьев звездочки и щеками цепи с обеих сторон должны быть одинаковы. На схеме Б рис. 7 показан случай, когда средние плоскости зубьев звездочки и роликов цепи смещены на расстояние в и зазоры а и б между торцами зубьев звездочки и щеками цепи, но обе стороны зубьев неодинаковы. Различные зазоры свидетельствуют о взаимном смещении звездочек или об их перекосе.
Чтобы цепная передача работала нормально и плавно, следует создавать определенное натяжение цепи. Избыточное предварительное натяжение цепи нежелательно, так как вызывает ее пульсацию; холостая ветвь не провисает, а вытягивается в прямую. При недостаточном натяжении цепи она может соскочить со звездочки.
Натяжение цепи контролируется величиной провеса ее холостой ветви и величиной прогиба цепи, образующегося от давления руки на цепь. Нормальным считается прогиб 7 см на каждый метр межцентрового расстояния, полученный от давления руки на цепь. Иногда рекомендуется принимать величину стрелы прогиба цепи от ее верхнего до нижнего крайних положений при давлении рукой на цепь снизу и сверху равной четырем шагам цепи на каждые 40 шагов межцентрового расстояния.
Для перетяжки цепи ее следует снять со звездочек и удалить необходимое число звеньев. Уменьшенную по длине цепь надевают на звездочки и натягивают стяжным приспособлением.
Цепи должны набегать на зубья звездочек плавно, без ударов и рывков, и плавно выходить из зацепления с ними. Неправильное набегание цепи на зубья звездочек, при котором она ложится на них рывками, может происходить из-за несовпадения шага цепи и звездочки вследствие постепенного вытягивания пластин цепи, изношенности шарниров, а также заедания звеньев в шарнирах. Если вытяжка отдельных звеньев цепи находится в допустимых пределах, устранить неправильное набегание цепи на зубья звездочки иногда можно промывкой цепи и удалением одного или двух звеньев.
Повторные толчки при набегании на звездочки одних и тех же звеньев могут происходить из-за:
- вытяжки;
- изменения шага;
- заедания в шарнирах или деформации этих звеньев.
Для исправления такого дефекта нужно удалить вытянувшиеся звенья, а иногда достаточно прочистить и смазать или заменить заедающие шарниры.
Набегание цепи на вершину одного и того же зуба, соскакивание с вершины зуба и зацепление рывком происходят при неправильном очертании верхушки зуба. В этом случае зуб нужно опилить под шаблон. Периодическое набегание цепи на звездочку обычно является следствием неправильного шага в одном или нескольких звеньях или завышенного диаметра ролика цепи.
У звездочек с высоким зубом цепь может соскакивать от ее вытяжки и зацепления с вершинами зубьев, имеющих больший шаг, при этом недостаточно прочная вершина зуба постепенно изгибается в сторону движения цепи. Цепь может набегать на вершины зубьев звездочки из-за неправильного ее шага или профиля зубьев.
При утолщенных зубьях пластины цепи на звездочке могут заклиниваться, что приводит к рывкам во время ее сбегания с зубьев. Следы повышенного трения на одной из боковых поверхностей звездочки или на внутренней поверхности одной из пластин звеньев цепи являются признаком установки звездочек в разных плоскостях.
Как правило, все ролики пластинчатых цепей должны при движении цепи вращаться. Остановка вращения и скольжение ролика по впадинам зубьев может произойти по следующим причинам:
- от заедания ролика из-за его неправильных размеров;
- от неправильной сборки, при которой торцовые поверхности роликов зажаты пластинами;
- от загрязнения шарниров.
Износ цепи проявляется в виде:
- обрыва цепи из-за разрушения щечек или среза пальцев;
- увеличения шага цепи вследствие износа шарниров и появления в них повышенных зазоров, а также вытяжки щечек;
- износа и смятия наружных поверхностей втулок и роликов цепей, а также рабочих кромок пластин.
При профилактическом осмотре приводные цепи и звездочки очищают от пыли, грязи и смазки, проверяют исправность всех сопряжений, выявляют трещины у проушин цепей.
Наладка тормозов
Уход за тормозами предусматривает:
- сохранение необходимых зазоров между тормозным шкивом и лентой или колодками;
- своевременную смазку шарниров и очистку поверхности трения;
- проверку целости деталей тормоза и пр.
Без систематической Электрические траловые лебёдки на промысловых судахрегулировки тормозов зазор между трущимися рабочими поверхностями по мере их износа может увеличиваться, что повлечет за собой ослабление силы нажатия на тормозной шкив в колодочных тормозах. Недостаточное трение между рабочими поверхностями тормоза может привести к серьезным авариям, поэтому нельзя допускать замасливания тормозов. Надо систематически очищать их рабочие поверхности от попавшей на них смазки.
Колодочные тормоза имеют такие особенности. Включение тормоза должно быть плавным, чтобы избежать поломки зубьев передачи. Тормоз работает ненадежно при значительном износе обкладки, ослаблении замыкающей пружины (или смещении груза), а также при попадании смазки на тормозной шкив. Тормоз может не держать натяжения, если сердечник электромагнита прилип к катушке, недостаточны ход сердечника электромагнита и прижатие колодок.
Если тормоз нe держит, в первую очередь следует увеличить силу нажатия колодок. Для этого увеличивают силу натяжения пружины, замыкающей тормоз, или передвигают тормозной груз по рычагу от оси шарнира, чем увеличивают его момент.
При плохой регулировке в освобожденном тормозе колодки (или ленты) могут касаться тормозного шкива, из-за чего тормоз нагревается и быстро изнашивается. При этом потребляемая лебедкой мощность возрастает, и электродвигатель перегружается.
Если торможение происходит слишком резко, то уменьшают силу нажатия колодок на тормозной шкив, для чего передвигают тормозной груз к оси шарнира или ослабляют пружину. Слишком большой зазор между тормозными колодками и шкивом увеличивает работу электромагнита, вследствие чего он перегревается. Для установки радиального зазора между шкивом и колодками на регулировочной тяге перемещают гайки, которые после окончания регулировки должны быть надежно закреплены контргайками. Изменение длины рабочей пружины меняет величину тормозного момента.
При регулировке тормозов, с короткоходовыми электромагнитами следует сначала установить нормальный ход якоря и отрегулировать пружину, затем при освобожденном тормозе с помощью регулировочного болта добиться равномерного отхода тормозных колодок от тормозного шкива. Повышенное напряжение замыкающих пружин, излишне большой ход тормозных колодок или заедание в тормозной системе вызывают перегрузку электромагнита, при которой может перегореть его обмотка.
Облицовка тормоза быстро изнашивается, если:
- тормозной шкив нагревается выше 200 °С;
- тормозные колодки, ленты неправильно отрегулированы или соприкасаются с тормозным шкивом при незаторможенном состоянии;
- поверхность тормозного шкива находится в плохом состоянии из-за недоброкачественной первоначальной ее обработки или износов;
- удельное давление превосходит допустимое.
Облицовки тормозов рекомендуется периодически промывать керосином.
Чтобы не вырабатывались кольцевые канавки на рабочей поверхности тормозного шкива, потайные головки заклепок или болтов, крепящих облицовку, не должны касаться тормозного шкива. Риски и задиры на рабочей поверхности стального тормозного шкива следует зачищать. Допускается равномерная выработка шкива в пределах 0,5 мм. При износе рабочей поверхности более 0,5 мм в пределах 30 % толщины диска тормозные шкивы следует обтачивать. Если износ рабочей поверхности превышает 30 % толщины тормозного диска, то чугунный шкив надо заменить, а стальной можно усилить наплавкой с последующей обточкой. Тормозные шкивы следует заменять при наличии на них трещин. Одну сквозную трещину в стальном диске обычно разрешается заваривать.
Накладки из ферродо при появлении в них сквозных поперечных трещин и при износе более 20 % первоначальной толщины заменяют новыми. Если износ тормозных колодок превышает 30 % первоначальной толщины, их следует заменить новыми. Замена изношенных облицовок только на одной из двух колодок тормоза не разрешается – надо одновременно заменять облицовку обеих колодок.
При недостаточной смазке шарниров повышается вредное сопротивление перемещению якоря электромагнита, ускоряется износ валиков и отверстий в шарнирах рычагов, и шарниры заедает. Износ шарниров рычагов тормозной системы, в свою очередь, приводит к разбалтыванию рычагов, расшатыванию тормоза и появлению вибраций. Тормоз становится трудно регулируемым и недостаточно надежным.
Читайте также: Ремонт вспомогательных и палубных механизмов
Износы шарниров у рычагов тормозной системы допустимы в пределах двойной величины максимального зазора, установленного для ходовой посадки 3-го класса. В случае увеличения этого зазора отверстия в рычагах осаживают или заваривают и обрабатывают, придавая им необходимый размер.
Трещины в тормозных рычагах, надрывы и перегибы тормозной ленты недопустимы.
Вибрация и перекосы тормоза могут быть следствием недостаточной жесткости станины тормоза или слабого крепления тормоза к фундаменту. Поэтому необходимо периодически проверять степень затяжки болтов крепления тормозов к фундаменту.
При монтаже и проверке тормозов следует прежде всего произвести замеры торцового и радиального биения тормозных шкивов. У колодочных тормозов следует проверить, расположены ли центры пальцев и шарниров колодок на продолжении горизонтального диаметра тормозного шкива, а центры пальцев шарниров колодочных рычагов – симметрично относительно оси тормозного шкива. Зазоры в шарнирах тормозов должны соответствовать проектным, а пальцы в шарнирах – не иметь перекоса.
Для устранения местных выступов рекомендуется при сборке проверить плотность прилегания облицовки к колодке и качество клепки облицовки, для чего надо обстукать облицовку тормозных колодок или ленты через медную прокладку. Заклепки с головками, выступающими за облицовку, следует переклепать. Головки заклепок или винтов должны быть утоплены в фрикционных накладках не менее чем на 25 % их толщины.
Облицовку рекомендуется крепить специальными медными заклепками или винтами с плоскими головками. Эти головки должны быть утоплены в вырезанных в облицовке гнездах. Последние заделываются пробками, изготовленными из материала облицовки.
В правильно собранном тормозе трущиеся поверхности должны одновременно прилегать к тормозному шкиву. Нельзя допускать, чтобы расторможенные колодки или ленты где-либо задевали за тормозной шкив.
Равномерность нажатия тормозных колодок на тормозной шкив можно проверить укладкой на тормозные поверхности нескольких полосок бумаги. Если после замыкания тормоза какую-либо полоску можно будет вытянуть, значит прижатие колодок неравномерно. Полоски бумаги могут вытягиваться при неодинаковой толщине и неравномерном прикреплении облицовки.
Отрегулированный тормоз с новой облицовкой должен обеспечить контакт не менее 80 % трущихся поверхностей, а остальные 20 % должны приходиться на рассредоточенные участки. Размеры и расположение контактной поверхности проверяют на краску.
Необходимо, чтобы колодки и ленты тормоза при растормаживании отходили от тормозного шкива на одинаковое расстояние по всему периметру. Величина отклонения от параллельности и величина перекоса облицовок при отходе колодок от шкива не должна превышать 0,1 мм на каждые 100 мм ширины тормозного шкива.
При регулировке тормозов следует помнить, что чем меньше величины нормального зазора между колодкой или лентой и шкивом, тем слабее удар колодки или ленты в начальный момент торможения. Величина зазора между рабочими поверхностями тормоза в расторможенном состоянии обычно составляет для ленточного тормоза 1,24-2 мм, а для колодочного 1-1,5 мм и поддерживается регулировкой тормозных тяг.
Якоря длинноходовых тормозных электромагнитов при полном обхвате колодками не должны доходить до крайнего нижнего положения на 25 % величины хода, что необходимо для компенсации износа облицовки колодок и тормозного шкива. Это также предохраняет от возможных ударов якоря о седло в его крайнем нижнем положении и обеспечивает постоянную передачу полного веса якоря на тормозной рычаг.
Поэтому необходимо, чтобы в новых или отремонтированных тормозах с короткоходовыми электромагнитами ход якоря тоже не был полностью использован.
В смонтированном тормозе должны быть проверены:
- величины тормозного момента;
- плавность торможения;
- а также одновременность и величина отхода колодок или лент от тормозного шкива.
В тормозах с замыканием пружиной следует проверить плавную работу пружин и отсутствие ударов. Пружина должна быть отрегулирована на расчетный тормозной момент. В паспорте тормоза желательно указать длину пружины, соответствующую расчетному тормозному моменту.
Палубные механизмы и их элементыЛенточные тормоза ваерных барабанов с автоматами для стравливания ваера периодически проверяются в такой последовательности.
- Проверяют состояние ленты и тормозного шкива;
- прилегание ленты к шкиву и регулируют зазоры между лентой и шкивом в расторможенном состоянии.
- При этом проверяют состояние всех шарниров и устраняют излишние зазоры.
- Обследуют состояние тормозного винта.
Для исправного действия гидросистемы растормаживания необходима плотность всех узлов системы. На это нужно обратить особое внимание. При разборке гидроцилиндров прежде всего тщательно осматривают уплотнения поршней и сальников и состояние рабочих поверхностей цилиндров и поршней. Изношенные или потерявшие эластичность манжеты и резиновые кольца заменяют новыми. Тщательно проверяют правильность затяжки пружины тормоза по уменьшению ее длины в затянутом состоянии по сравнению со свободным состоянием пружины. Периодически проверяется настройка автоматического растормаживающего устройства согласно заводской инструкции. При заполнении системы маслом особое внимание нужно обратить на полное удаление из системы воздуха.
Наладка ваероукладчиков
При осмотре и наладке приводов ваероукладчиков нужно руководствоваться приведенным выше материалом. После того как все звенья привода будут проверены и отрегулированы, остается наладить рабочую часть ваероукладчика. Так как основной конструкцией является Электрические траловые лебёдки на промысловых судахвинтовой ваероукладчик, рассмотрим наладку рабочей части ваероукладчика этой конструкции.
Параллельность направляющих каретки определяют по зазорам в направляющих втулках каретки. Исправление положения направляющих производится так же, как и в случае непараллельности валов. Передвижение каретки вручную при снятом поводке и ваере по направляющим должно быть плавным, без прихватов и заеданий.
- Нужно обратить внимание на чистоту поверхности направляющих, при необходимости зачистить забоины и зашлифовать их поверхность;
- изношенные направляющие втулки каретки заменить;
- проверить состояние направляющих ваер ролов и изношенные ролы заменить;
- проверить легкость вращения ролов на осях и состояние их подшипников.
Особое внимание надо обратить на состояние ходового винта и поводка. Периодически необходимо замерять износ нарезки ходового винта и зачищать задиры и забоины, появившиеся на нем. Нужно следить за тем, чтобы поверхность концевых втулок винта, направляющая поводок из одной резьбы в другую, противоположного направления, была чистой от задиров и забоин и обеспечивала плавный переход поводка с одной нарезки на другую. Появившиеся задиры, забоины и другие неровности следует немедленно зачищать. Особое внимание надо уделять состоянию рабочей поверхности поводка, устранять на ней все неровности и проверять люфт каретки. При сильных износах поводок заменяется. Нужно помнить, что основным фактором увеличения срока службы ходового винта и поводка является регулярная смазка и предохранение их от попадания на рабочие поверхности пыли и других посторонних частиц. При постановке новых поводков прежде всего нужно проверить, свободно ли, поводок переходит из одной нарезки в другую и имеется ли зазор между поводком и нерабочей стороной нарезки.
Замечания по наладке двигателей и систем управления
Наладка деталей и узлов электропривода производится согласно заводской инструкции по обслуживанию электропривода лебедки и уходу за ним. Наладку Техническая характеристика паровых траловых лебедокпаровых двигателей лебедок производят, руководствуясь следующими правилами.
Особое внимание необходимо уделить проверке плотности золотников и поршней. Золотниковые кольца осматривают и убеждаются в том, что они хорошо приработались к золотниковому зеркалу. Признаком этого является блестящая притертая поверхность кольца; часть кольца, не соприкасающаяся с зеркалом, будет матовой. Замеряются зазоры в канавках. У поставленных на место золотников обязательно проверяют зазоры между уплотнительными кольцами и золотниковым зеркалом – эти зазоры при монтаже везде должны быть меньше 0,06 мм. Так как зазоры нужно проверить с обеих сторон золотникового зеркала, то для их замера нужно снять обе крышки золотниковой коробки. Надо осмотреть замки колец и убедиться в том, что они не пропускают пар. У золотников, имеющих поля в виде широких разрезных колец, монтажные зазоры устанавливаются несколько большие.
Поршневые кольца проверяются таким же образом. Замеряют зазоры в канавках и в стыке стоящего на месте кольца. Поршневые кольца проверяются на прилегание их к зеркалу цилиндра, зазор между кольцом и цилиндром всюду должен быть меньше 0,08 мм.
Устанавливаются зазоры в подшипниках кривошипно-шатунного механизма и золотникового привода.
Машины с дифференциальными золотником и клапаном экономии при эксплуатации должны иметь зазор до 0,15 мм между дифференциальным золотником и его зеркалом, а при монтаже этот зазор должен находиться в пределах 0,06-0,10 мм. Уплотнительные поверхности клапанов экономии, тщательно притираются по седлам, а их штоки – по втулкам. Клапаны экономии регулируются так, чтобы при среднем положении дифференциального золотника они плотно прилегали к седлам. При передвижении золотника в обе стороны на 3-4 мм и открытии окон для впуска свежего пара клапан экономии должен приподниматься с седел.
Основные зазоры в деталях паровых машин траловых лебедок приведены в таблице ниже.
| Основные зазоры в деталях паровых траловых лебедок | ||
|---|---|---|
| Место замера зазора или разбега | Установочные, мм | Предельно допустимые в эксплуатации, мм |
| Кольцевой зазор между поршнем и зеркалом цилиндра | 0,40-0,55 | 2,30 |
| Зазор в канавках поршневых колец | 0,06-0,08 | 0,15 |
| Зазор в замке поршневого кольца в рабочем состоянии | 0,60-0,70 | 6,0 |
| Зазор в грундбуксах сальника поршневого штока | 0,60-0,70 | 2,0 |
| Кольцевой зазор между золотником и зеркалом золотниковой втулки | 0,05-0,08 | 0,20 |
| Зазор в канавках золотниковых колец | 0,04-0,06 | 0,10 |
| Зазор в грундбуксах сальника золотникового штока | 0,15-0,25 | 0,80 |
| Зазор в направляющих золотникового штока | 0,08-0,10 | 0,20 |
| Зазор в головном подшипнике | 0,08-0,10 | 0,25 |
| Зазор в мотылевом подшипнике | 0,13-0,17 | 0,35 |
| Разбег в головном подшипнике | 0,80 | 1,2 |
| Разбег в мотылевом подшипнике | 0,16-0,20 | 0,40 |
| Зазор между ползуном и параллелью | 0,8-0,11 | 0,25 |
| Зазор в шарнирах золотникового привода | 0,05-0,07 | 0,15 |
| Зазор между кулисным камнем и кулисой | 0,06-0,08 | 0,15 |
| Зазор между эксцентриком и бугелем | 0,16-0,20 | 0,50 |
| Зазор в подшипниках ходового винта ваероукладчика | 0,08-0,11 | 0,25 |
| Зазор между поводком и нарезкой ходового винта (с нерабочей стороны) | 0,10-0,30 | 1,0 |
| Разбег в подшипниках ходового винта ваероукладчика | 0,10-0,20 | 0,5 |
Регулировка парораспределения паровых машин производится в следующем порядке. Прежде всего устанавливаются высоты вредных пространств в пределах 4,5-4,8 у крышки и 5,4-5,5 мм у днища.
У машин, работающих без расширения, золотники устанавливаются в среднем положении при мертвых точках мотыля. У машин с расширением, управляемых кулисой, проще всего золотники установить по линейным опережениям, согласно формулам проф. Брикса.
Например, при внутреннем впуске зависимость между верхним и нижним линейными опережениями находится по выражению:
где:
- Vн – нижнее линейное опережение;
- Vв – верхнее линейное опережение;
- L – длина шатуна;
- R – радиус мотыля.
Установку золотника по формуле проф. Брикса поясним на числовом примере. Нужно установить золотник у траловой лебедки WT3-III, имеющей следующие данные:
- впуск внутренний;
- длина шатуна 860 мм;
- и радиус мотыля 182,5 мм.
- Отношение L/R = 4,72.
Тогда отношение линейных опережений полости днища (V) и полости крышки (Vв) равно:
Если сумма измеренных линейных опережений равна
то оптимальная величина линейного опережения Vв полости крышки находится по выражению:
Золотник нужно передвинуть на величину, равную
Если имеются заводские данные об установке парораспределения, то золотник регулируется по ним. Более точный способ установки золотников – по рейкам-шаблонам: при крайних положениях кулисы золотники регулируют таким образом, чтобы наполнения в полостях крышки были больше наполнений в полостях днища на 3-5 %.
Гидравлические двигатели Судовые гидравлические траловые лебедкитраловых лебедок проверяются согласно инструкции завода-изготовителя. При профилактическом осмотре особое внимание обращается на зазоры в трущихся частях, уплотнения плунжеров и распределительных дисков. У лопастных гидромоторов тщательно проверяется плотность прилегания лопастей ротора к корпусу и к их гнездам. Особое внимание уделяется проверке плотности золотников управления и его клапанов.
Наладка гидравлических систем управления заключается в восстановлении плотности всех трубопроводов, очистке фильтров и самой тщательной проверке плотности золотников и кранов управления системой, притирке и регулировке их. При ремонте и наладке систем надо заметить показания всех контрольно-измерительных приборов и при необходимости отдать их на проверку. Сведения об эксплуатации и обслуживании гидравлических систем помещены в заводских инструкциях.

- Борисов Н. И. Механизация речного, озерного и морского рыболовства. M., Пищепромиздат, 1961.
- Бройтман А. А., Деревин В. А., Седор A. М. Судовые грузоподъемные машины и устройства. M., издательство «Транспорт», 1964.
- Вайнсон А. А. Подъемно-транспортные машины. M., издательство «Машиностроение», 1964.
- Вторая научно-техническая конференция по развитию флота рыбной промышленности стран – членов Совета Экономической Взаимопомощи. Доклады № 11, 12, 13, 14. Орудия лова и промысловые устройства. Л., издательство «Судостроение», 1964.
- Дорменко В. В. Береговые и судовые рыбопромысловые установки и механизмы. M., Пищепромиздат, 1960.
- Зелинчонок Г. Г. Монтаж и эксплуатация подъемно-транспортных машин.
M., Государственное издательство литературы по строительству и архитектуре, 1957. - Инструкции по эксплуатации траловых и грузовых лебедок и их технические описания, расчеты проектных организаций, наставления, разработанные Мурманским траловым флотом, и пр.
- Каменский Е. В., Помухин В. П., Фридман С. Л. Траулеры-заводы. Мурманское книжное издательство, 1959.
- Окончательный проект отраслевой нормали «Лебедки траловые».Типы и основные параметры. Л., Государственный проектный институт рыбопромыслового флота «Гипрорыбфлот», 1962.
- Параметрический ряд лебедок траловых (проект 1-й редакции). Л., Государственный проектный институт рыбопромыслового флота «Гипрорыбфлот», 1961.
- Попов Р. И. Судовые вспомогательные и промысловые механизмы. M., Пищепромиздат, 1959.
- Промысловое дело. Мурманское книжное издательство, 1964.
- Руденко Н. Ф., Александров М. П., Лысяков А. Г. Курсовое проектирование грузоподъемных машин. M., Государственное научно-техническое издательство машиностроительной литературы, 1963.
- Саврасов В. K., Кутаков Б. Г. Работа с тралом на БМРТ. Мурманское книжное издательство, 1962.
- Семенцов Б. А., Боровский А. Н. Теория работы траловой лебедки. M., Пищепромиздат, 1957.
- Справочник промысловика. Мурманское книжное издательство, 1961.
- Фридман С. Л., Русак Т. М. Устройство и эксплуатация трала. Мурманское книжное издательство, 1958.
- Чиркин С. И. Секрет долголетия машин. Мурманское книжное издательство, 1964.
- Шириноя А. К. Промысловые механизмы добывающей рыбной промышленности. M., Пишепромиздат, 1954.





