Ремонт стеклопластиковых судов производится быстро и сравнительно просто. Мелкое повреждение, которое могло бы вывести из строя деревянное судно на дни или даже недели, часто устранимо на судне из стеклопластика в течение одного- двух дней.
Более крупное повреждение исправить труднее, но все же дешевле, чем на деревянном судне. Способный любитель в состоянии сам энергично взяться за дело, хотя в сущности эта работа для специалиста.
Единственная практическая трудность в случае серьезного повреждения состоит в необходимости заново формовать большие участки поверхности, а матриц для формования заменяемой части нет.
- Мелкий ремонт
- Шпаклевки
- Смещение кромок
- Восстановление мелких участков
- Недоступность одной из сторон
- Вода в замкнутом пространстве
- Капитальный ремонт
- Предупреждение дальнейший повреждений
- Цвет и текстура
- Прочие ремонтные работы
- Практические советы
- Аварийные ремонты
- Ремонтный комплект
- Гниение
- Невидимое повреждение
Царапины и мелкие трещины в формованной конструкцииТехническое обслуживание судов из стеклопластика устраняют при текущем ремонте. В общем случае мелким повреждением считается такое, при котором форма остается по существу неизменной. К мелким повреждениям относятся трещины любой длины, небольшие отверстия от 0,3 до 0,6 мм в районах, не имеющих сложной формы, ссадины, случайные повреждения и др. При более крупном повреждении требуется восстановление первоначальной формы сложного участка, имеющего значительную площадь.
Качественные стеклопластиковые суда, несмотря на их тонкую обшивку, не склонны к повреждению из-за их упругости и малой массы. Наиболее общей причиной повреждения является столкновение с острыми объектами, но любой тонкостенный корпус не только из стеклопластика, но и из древесины или металла чувствителен к повреждению такого рода. При этом даже в тяжелых случаях стеклопластиковое судно все же не распадется на части на обширной зоне и не разлетится на куски.
Автору пришлось наблюдать одно из судов после столкновения с каботажным судном, почти разрубившим его пополам. Имелось большое расхождение швов и проломленное отверстие на обширной части поверхности одного борта. Обычное деревянное судно могло бы в подобной ситуации оказаться расколотым на части. Удачным оказалось то, что матрицы остались пригодными для использования, и секция, заключавшая большую часть одного борта, была заново отформована и сращена с остальной частью корпуса на месте.
Любая портовая мастерскаяМеталлические плавучие доки — общие сведения и классификация должна иметь возможности для проведения мелких ремонтных работ, связанных с заделкой небольших отверстий или трещин. Более серьезный ремонт целесообразно выполнять изготовителям судна. Это в особенности экономически оправдано в случае, когда сложная секция нуждается в повторном формовании, поскольку затраты на изготовление новой секции с использованием имеющихся матриц составят всего одну десятую стоимости первоначального формования. При отсутствии такой возможности ремонт может быть произведен на ближайшей верфи, имеющей опыт формования судовых конструкций. При этом необязательно наличие специализированного производства, связанного непосредственно с формованием или постройкой судов. Достаточно условий обычной шлюпочной мастерской.
Мелкий ремонт
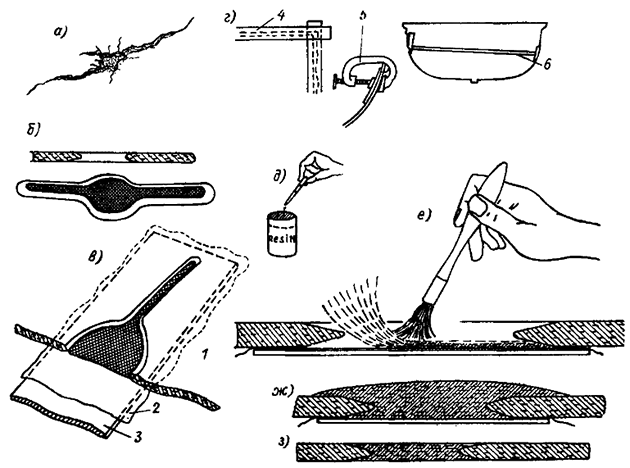
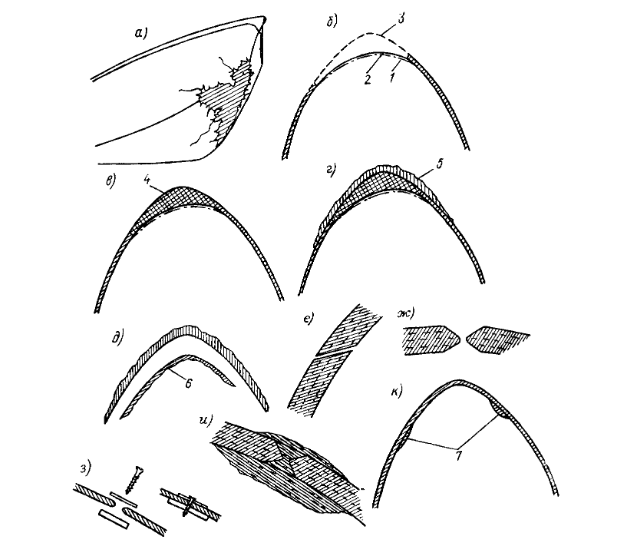
Ниже приведена технология выполнения мелкого ремонта (рис. 1).
- Зачищают подлежащие ремонту места, подрезают свободные разорванные и раздробленные кромки до твердого материала.
- Скашивают острые кромки по контуру с образованием заостренного V-образного профиля так, чтобы ремонтируемое место удерживало бы заплату по принципу заклепки.
- Зачищают поверхности абразивом до получения скоса шириной не менее 25 мм по контуру с обеих сторон. Перед зачисткой наждаком протирают поверхность уайт-спиритом, ацетоном и т.п. для удаления лака.
- Подкладывают под вырезанную часть фанеру или картон, изогнув в соответствии с кривизной поверхности, и закрепляют в этом положении с помощью липкой ленты (предпочтительно защитной) либо прижимают или закрепляют клином. Оборачивают подложку полиэтиленом, так как в противном случае она прилипнет. При сложной кривизне поверхности можно формовать подложку из папье-маше с приближением к форме поверхности или к форме деревянной детали либо использовать гибкий пенополиуретан. Трещина может быть покрыта лентой из целлюлозы.
- Укладывают во впадину слой стекломата до тех пор, пока впадина не заполнится и не сравняется с поверхностью. Если впадина глубокая, через каждые 6—9 мм толщины делают паузу в работе, чтобы обеспечить полимеризацию смолы. Верхние слои должны перекрывать боковые кромки впадины по меньшей мере на 12 мм, за исключением очень небольших впадин.
- После отверждения отделяют подложки, сошлифовывают неровности и зачищают абразивом для получения гладкой поверхности. Затем покрывают поверхность смолой или окрашивают, подбирая оттенок, соответствующий окраске корпуса. Поверхность покрывают лаком и полируют.
Подложка может быть как снаружи, так и внутри формованной конструкции. При гладкой полированной и точно пригнанной подложке заплата будет иметь плавные переходы и потребует незначительной обработки в дальнейшем.
Но это случается редко, поскольку основным требованием в этом случае обычно является обеспечение свободного доступа к- рабочей зоне. Для создания гладкой неровной поверхности рекомендуют укладывать поверх восстановленного участка лист полиэтилена, находящегося в неотвержденном состоянии, а также прикатанную или приглаженную деревянным скребком плоскую накладку. Однако операция эта трудновыполнимая.
Полиэтилен склонен к образованию складок, поскольку он сжимается после растягивания с целью устранения воздушных пузырьков. Эти складки образуют канавки, от которых избавиться значительно сложнее, чем исправить исходную грубую поверхность. Целесообразнее использовать для удержания выпучившегося или провисающего наполнителя полиэтилен большой плотности или материал толщиной не менее 0,013 см, например брезент, смоленую парусину, мешковину, целлофан.
В аварийной ситуации ремонтРемонт корпуса судна такого рода должен быть произведен, по существу, в считанные минуты. Дополнительная порция катализатора обеспечит сокращение времени полимеризации смолы, а нанесение отделочного слоя смолы и полировку можно отложить до наступления более подходящего момента.
Шпаклевки
Мелкие ремонтные работы (герметизацию, заполнение царапин, раковин и др.) можно произвести быстро и достаточно эффективно с использованием полиэфирных шпаклевок. Они содержат наполнитель в больших количествах. Шпаклевки для ремонта автомобилей на судах непригодны. Эпоксидные шпаклевки более дорогостоящие, но имеют большую прочность и применимы для выполнения особого рода судоремонтных работ. Шпаклевки не следует применять при наличии смещения, например, в разъемах.
Некоторые сорта шпаклевок содержат стеклянные волокна, что обеспечивает им большую прочность.
Для ремонта подводной части судов (в особенности для заделки пробоин) необходимо использовать специальные шпаклевки, наполнители которых выдерживают длительное пребывание в воде. Многие сорта их сильно подвержены выветриванию. По прошествии нескольких лет шпаклевки обесцвечиваются, грубеют и загрязняются. Маловероятно, чтобы даже окрашенные шпаклевки сохраняли сочетание оттенков. Покрывать шпаклевки следует сортами смолы, краски или лака, предназначенными для непосредственного сочетания со шпаклевками. После отверждения поверхность необходимо обработать наждаком в пределах зоны, ограниченной поврежденным пространством, и отполировать так, чтобы не осталось широкого пятна, которое будет еще более заметным при выветривании.
Смещение кромок
Две боковые кромки трещины, часто оказывающиеся смещенными, должны жестко удерживаться в правильном положении при ремонте (рис. 2).
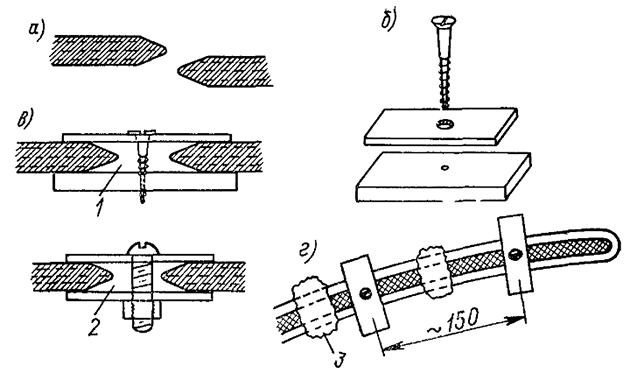
Прямые струбцины легко изготовить из двух деревянных полос шириной 25 мм и шурупа либо из двух полос металла (или твердого картона) и болта с гайкой.
Разумеется, эти струбцины могут быть только выравнивающими, поэтому для соединения кромок следует использовать достаточное количество смолы и стеклонаполнителя.
Восстановление мелких участков
Ремонт небольших участковВосстановление лакокрасочных и других неметаллических защитных покрытий довольно замысловатой формы (например, углового участка транца или планширя шлюпки), доступ с внутренней стороны которых зачастую затруднен, производят с использованием простой заплаты путем приближенного восстановления формы с последующим образованием точного профиля напильником или стеклянной шкуркой (рис. 3).
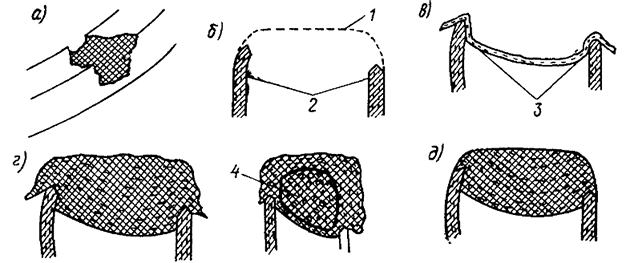
Как всегда, первым требованием является наличие твердой подложки. Уложенный во впадину и отвержденный кусок предварительно пропитанного стекломата, смоченного на удобной находящейся поблизости поверхности, обеспечит грубо отформованную пористую основу, но будет достаточно жестким для укладки последующих слоев. Следует наращивать толщину несколькими слоями стекломата до получения выпуклой поверхности. Для предотвращения выделения тепла, которое может привести к искривлению и образованию трещин, необходимо обеспечивать последовательную полимеризацию смолы после наращивания слоя на каждые 6—9 мм. К тому же это позволит предотвратить соскальзывание стекломата по краям. Во избежание потерь материала целесообразно смешивать смолу небольшими порциями по 40—60 г. Для частичного отверждения и устранения липкости после наращивания материалу следует дать зажелатинизироваться в течение примерно недели. Непосредственно после полимеризации, когда материал в течение короткого промежутка времени находится в резиноподобном состоянии, можно произвести грубую обработку его острым ножом.
Последующую обработку материала можно производить грубым напильником, приводным шлифовальным кругом (если позволяют размеры помещения) либо вращающимся напильником или небольшой фрезой в электрической дрели, хотя обычная электрическая дрель редко бывает достаточно высокооборотной.
Все инструменты сильно засоряются. Добавкой в смолу 10—20% французского мела (талька) можно значительно облегчить обрабатываемость материала и практически исключить засоряемость. Напильники и абразивные диски очищают в ацетоне.
Недоступность одной из сторон
Ремонт более затруднителен, когда одна сторона недоступна, например:
- в случае повреждения под зашивкой жилого помещения;
- под двигателем, положение которого не может быть нарушено;
- в отсеке плавучести;
- пустотелом герметизированном киле или глубоких районах трюма (рис. 4).
Крупные, сложной формы внутренние формованные конструкции, соединенные внутри, слишком велики, чтобы их можно было вытащить без разрезания на части. Деревянные же детали приклеиваются внутри и не могут быть демонтированы.
Предлагается к прочтению: Производственный цикл и технологическая трудоемкость строительства судна
Выполнить мелкий ремонт довольно просто. Основная трудность заключается в создании первоначальной твердой основы. Не следует пытаться отделять ее, иначе впоследствии она будет постоянно дребезжать.
Для получения простой грубой основы предварительно пропитанный на отдельной поверхности стекломат переносят во впадину и уплотняют в необходимом положении с последующим отверждением. С целью обеспечения удерживающего действия, по принципу заклепки основу необходимо тщательно закрепить позади V-образной кромки. С точки зрения безупречного формования такое соединение не будет идеальным из-за неизбежной пористости, но это не имеет большого значения, поскольку в данном случае единственной целью является получение твердой основы, на которой производится последующее формование, составляющее основную часть ремонта.
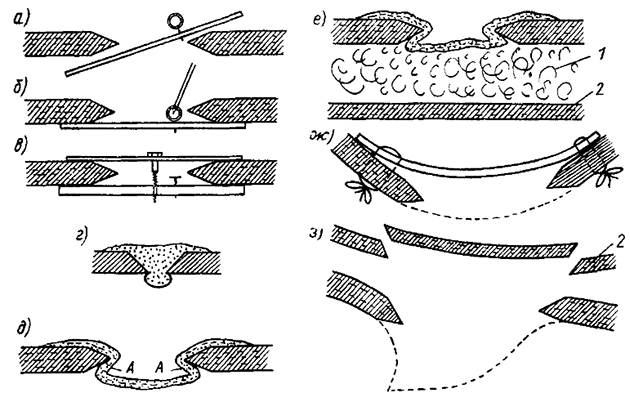
Пропитанный стекломат, проседающий под действием собственной массы, можно подтягивать с помощью изогнутой проволоки. Стекломат на большой ширине пролета будет вытягиваться, поэтому вместо него следует использовать тонкую стеклоткань. Толстую ткань или ровинги трудно прикрепить к внутренней поверхности V-образной кромки. Внутренняя оболочка обшивки иногда расположена настолько близко, что пространство между ними можно заполнить эластичным пеноматериа- лом либо вспениваемым на месте материалом.
В стеклопластике при повреждении обычно образуются трещины продолговатой формы. Материал основы можно укладывать по извилистому контуру кромок трещины. Поддерживать их можно с помощью резьбовых проушин и бечевки. Более сложным приспособлением является струбцина и шуруп, однако кромки в любом случае потребуется зажимать для их выравнивания.
При сильном повреждении внутреннюю оболочку обшивки следует вырезать, чтобы обеспечить доступ внутрь. Аккуратно вырезанный участок с образованной скошенной кромкой можно установить обратно и надлежащим образом прикрепить, избежав образования заметных следов. Вырезы требуется сделать по естественным характерным линиям или в тех местах, где они будут чем-либо покрыты. Попытки разделить приформованные конструкции принудительно приведут к их повреждению.
Вода в замкнутом пространстве
Вода просачивается через любое сколь угодно малое отверстие в днище и сквозь самую незначительную трещину в палубе. Внутри судна имеются водотоки и каналы проницаемости под балками и соединениями, в заполнителях трехслойных конструкций и внутри заплат некачественно отформованной конструкции. Вода проникает по ним и скапливается в полостях или заполняет закрытые недоступные пространства:
- внутренние полости килей;
- пространства позади формованных деталей интерьера;
- пространства плавучести и др.
Явные наружные поврежденияТехническое обслуживание судов из стеклопластика можно устранить, но в замкнутом пространстве вода, возможно, где-то останется. Местонахождение воды необходимо обнаружить, а пространства осушить.
Застой воды ведет к распаду материала (см. ниже “Гниение”). Внутренняя полость имеет обнаженные волокна и часто некачественно отформована. Она может быть заполнена древесиной. Воду, проникающую внутрь, удалить невозможно. Каналы проницаемости, обнаруженные при ремонте, должны указывать, куда направлялась вода. Она не меняет пути, по которому попадает внутрь, особенно при протечках через палубу. В таких местах необходимо просверлить дренажные отверстия, впоследствии закрываемые пробками.
Влага может и впитываться. Впитывают и задерживают влагу пенозаполнители. Дренажные отверстия не более эффективны, чем просверленная сырая древесина. Соединение редко бывает без зазоров, и повреждение может вызвать разрыв или срез внутри ломкого пенопласта. Если не будет найден способ осушения пенопласта, заключенного внутри стеклопластика, сырой пенопласт придется удалять. В этом отрицательная сторона пенозаполнения. Намокший пенопласт со временем будет выделять вредные вещества, а также разбухать или сжиматься.
Капитальный ремонт
Капитальный ремонтВиды и организация ремонта судов, как и исходное формование, необходимо производить при соответствующих температуре и влажности окружающей среды.
Небольшие ремонтные работы можно проводить на открытом воздухе лишь при идеально устойчивой как днем, так и ночью теплой и сухой погоде. Можно использовать импровизированное убежище, например полиэтиленовый или надувной тент, но оно должно быть закрывающимся, недоступным для сквозняков, с сухим настилом и обогреваемым в дневное и ночное время без опасности возникновения пожара. Пользоваться им на открытом воздухе следует при благоприятной погоде (исключая разгар зимы). Его можно разместить также в любом помещении.
Существенное значение имеет подготовка поверхностей и соединение (см. статью “Соединение двух элементов” гл.1). Ремонт конструкции, выполненный при отсутствии надлежащих условий, следует рассматривать только как временную меру.
Деталь плоской формы или с простой кривизной можно переформовать на месте с использованием:
- гладкой опалубки из тонкой древесины;
- металла;
- твердого картона и др., обработанных разделительным составом или обернутых полиэтиленовой пленкой (см. приложение II.6).
Деталь сложной формы (рис. 5) формуется изготовителями в их матрицах.
При отсутствии такой возможности следует просить их о поставке заменяющей секции. Заказывать секцию нужно с заведомо увеличенными припусками, а затем подрезать кромки с пригонкой к требуемой форме. Прежде всего требуется подрезать кромки на конструкции суднаЭлементы конструкции корпуса судна. Необходимо принимать во внимание, что одна деталь надводного борта может быть очень сходна с другой, соседней. Следует выявить различие в их форме, чтобы отчетливо установить границу соединения. Во избежание деформации при транспортировке (см. статью “Увеличение жесткости”) новая секция должна быть надежно отверждена перед отправкой, тщательно подкреплена в правильном положении и жестко упакована. Следует помнить, однако, что обводы судна не могут в точности соответствовать форме, которая соблюдалась при формовании.
Если матрица уничтожена либо предприятие-изготовитель находится слишком далеко, можно использовать матрицу от однотипного судна или заделать поврежденный корпус так, чтобы по нему изготовить матрицу.
Не следует безжалостно срезать поврежденную часть. Ремонт значительно упростится, если ее удастся сохранить. Такая часть не будет обладать конструкционной прочностью, но поскольку стеклопластик скорее расщепляется, чем дробится, она почти не потеряет исходной формы. Ее можно отремонтировать, использовав:
- подкрепления;
- подтягивание;
- поджатие кромок;
- и установив на место крупные выпавшие куски (которые следует сохранить).
Нужно тщательно проверять форму обводов. При необходимости укрепляют временные шаблоны и производят наформовку внутри наращиванием материала до полной толщины стенки корпуса со значительным выходом за пределы поврежденной зоны и последующим постепенным скашиванием по краям.
Во избежание нарушения непрерывности формование должно быть выполнено до замены поврежденных переборок и шпангоутов. Может потребоваться установка временных переборок. Для обеспечения надежного соединения следует тщательно подготовить поверхности. Необходимо часто повторять контроль обводов. Целесообразно наращивать один-два слоя одновременно, чтобы уменьшить опасность искривления при отверждении. Ремонт завершается очисткой наружной поверхности и внесением косметических исправлений. Следует обеспечивать большую нахлестку или использовать стыковую планку: перекрой шириной 300 мм с постепенным утонением не будет слишком велик. Толщина корпуса должна соответствовать требуемым значениям. Наружная нахлестка приемлема в подводной части, но слишком заметна в надводной части борта или на палубе.
Доступ внутрь необходим для приформовки стыковых планок.
Отформованную конструкцию жилого помещения следует отделять аккуратно с учетом тщательной предварительной проработки, предусматривающей незаметную пригонку стыков и заформовку соединений. Разрушение конструкции для обеспечения доступа неизбежно, поскольку затрудненное формование не будет качественным. Продолжительность срока службы судов зависит от тщательности проведения капитальных ремонтов. Даже рабочий высокой квалификации не сможет обеспечить надлежащего качества формования, работая в плохо проветриваемом, стесненном помещении и выполняя операции на ощупь.
Предупреждение дальнейший повреждений
Множество поломок является следствием неудачной конструкции или некачественной сборки, включая последующие крепления, производимые самим владельцем или в шлюпочной мастерской, например фитингов, работающих в ослабленном состоянии и пропускающих воду из-за отсутствия прокладок.
Читайте также: Цистерны, трубопроводы и электрооборудование судов
При выполнении ремонта следует вскрыть причину появления того или иного дефекта и устранить ее. Если повреждение обусловлено концентрацией напряжений, при ремонте необходимо предусмотреть модернизацию конструкции для исправления этих и других подобных мест. Такое повреждение часто возникает в стороне от действительного места удара, который сам по себе может оставить незначительную царапину.
Цвет и текстура
Точного подбора цвета добиться очень трудно, даже использовав первоначальное гелевое покрытие, поскольку окраска судна выцветает.
Текстура или отделка поверхности так же важна, как и ее цвет. Несмотря на хороший подбор цвета, восстановленные места часто выглядят наподобие заплат из стекломата на блестящей поверхности или отполированных заплат. К тому же такие места сильно выветриваются и по прошествии нескольких лет превращаются в заметные грубые пятна.
Если полная окраска неприемлема, на восстановленный участок требуется нанести гелевый слой нужного оттенка, а затем отлакировать и отполировать под существующую отделку. Гелевое покрытие сохраняет цвет и текстуру лучше, чем краска.
Прочие ремонтные работы
Стеклопластиковые угольники обычно отрываются от древесины. Повторное их присоединение не дает удовлетворительных результатов, поскольку задняя кромка угольников загрязняется. Их следует повторно крепить с помощью винтов или болтов. Угольники редко отрываются от поверхности стеклопластика. Отрыв угольника свидетельствует о плохом качестве поверхности. В этом случае нужно срезать угольник, очистить и подготовить поверхность стеклопластика, а затем приформовать угольник повторно.
Пульсирующий часто в виде хлопков прогиб обшивки опасен, поскольку приводит к быстрому ослаблению в силу усталостных явлений и чрезмерных напряжений, в особенности вблизи жестких точек. Для восстановления утраченной прочности нужно наформовать дополнительную толщину и сократить неподкрепленную площадь за счет установки дополнительных шпангоутов и стрингеров.
До 90% трехслойных формованных конструкций расслаиваются, причем зачастую на обширной площади и на очень ранних стадиях. Это расслаивание опасно и трудно обнаружимо. Оно вызывает ослабление конструкции, а также способствует быстрому проникновению воды внутрь, что приводит к распаду стеклопластика и порче заполнителя. Обнаружив расслаивание на ранней стадии, можно попытаться прикрепить наружную обшивку введением эпоксидного (но не полиэфирного) связующего. Однако при этом следует учитывать, что соединение ослаблено на всем участке, а расслаивание может быть более обширным, чем удалось установить. Восстановление соединения становится невозможным, как только заполнитель окажется мокрым.
Происхождение некоторых дефектов непонятно. Всегда следует искать основную причину. В условиях обыкновенной шлюпочной мастерской можно выполнить поверхностный ремонт, но нельзя устранить последствия аварии.
Практические советы
Продолжительный ремонтОбщие методы ремонта и повышения ресурса деталей лучше, конечно, производить в отапливаемой мастерской. Но катер невозможно катать повсюду наподобие тачки. Тем не менее при необходимости серьезного ремонта следует организовать его перевозку несмотря на дополнительные затраты. Небольшие ремонтные работы можно выполнять на открытом воздухе при благоприятной погоде. Досадно не использовать ясный сухой день для проведения работы, связанной с непосредственным формованием.
Отверждаемую смолу нельзя держать на сильном ветру. Поверхность можно покрыть полиэтиленом.Полиэфирную смолу можно подготовить для отверждения в холодных условиях, увеличив количество катализатора. Ремонт, производимый в холодных и сырых условиях, следует рассматривать как неокончательный и подлежащий переделке при более благоприятных условиях.
Для сохранения тепла можно сделать навес, а для обогревания использовать тепловые излучатели. При. этом требуется проявить изобретательность. Можно, например, направить паяльную лампу на металлический лист, уложенный на отремонтированный участок, или накрыть его предварительно нагретым листом.
Никогда не следует направлять пламя непосредственно на отремонтированный участок, а также нагревать его у источника огня. Полиэфир воспламеняем. Ни одну деталь не следует подвергать нагреву выше 50 °C. Для обогрева участка можно использовать грелки с горячей водой и полиэтиленовую пленку, предотвращающую прилипание или нагревание другой стороны. Охлажденные смолы густые и их трудно использовать для формования. Перед использованием их необходимо разогреть, установив жестяную банку со смолой в горячую воду (нельзя ставить ее непосредственно на плиту) или выдержав в теплом помещении.
Аварийные ремонты
При угрозе затопления судна призовите на помощь всю свою изобретательность. Если вода быстро поступает внутрь, заткните пробоину любым подходящим тряпьем, оказавшимся под руками. При достаточно большом корпусе среднего стеклопластикового судна и отсутствии доступа изнутри советуем воспользоваться способом, применявшимся на старинных парусниках: натянуть паруса на наружную сторону борта и остановить тем самым поступление воды внутрь корпуса.
Хорошо прилегает к гладкой влажной поверхности лист полиэтилена. При ремонте подводной частиРемонт подводной части судов можно использовать эпоксидные шпаклевки, но обычные полиэфирные смолы со стеклонаполнителями не годятся. Наилучшим методом является осушение залитого пространства и использование комплекта для ремонта стеклопластика (см. ниже “Ремонтный комплект”). Полиэтилен, наклеиваемый поверх наружной стороны корпуса, удержит большую часть воды от соприкосновения с отверждаемой смолой.
При отсутствии набора для ремонта можно прибегнуть к традиционному брезенту и дегтю или к более чистым современным красителям и клеям. Краска эффективно защитит брезент или тряпье от водопроницаемости. Полиэтилен водонепроницаем, однако трудно обеспечить его прочное прилипание.
Заплату из фанеры или металла, тщательно установленную на краску или герметик, можно закрепить шурупами к расположенным позади деталям конструкции или самонарезающими винтами, хотя последние ненадежны.
Прочная лента из поливинилхлорида хорошо прилипает к стеклопластику, если поверхность вытерта насухо. Ленту не следует применять там, где имеется относительное перемещение и не обеспечено обжатие кромок. В качестве временной меры необходимо сразу заделать повреждение в надводной части с помощью ленты, чтобы прекратить поступление воды внутрь, и поддерживать поврежденную часть в сухом состоянии для проведения ремонта. Это важно для палуб трехслойной конструкции.Аварийные ремонты обеспечивают поддержание судна на плаву, но не восстанавливают его прочность.
Требуется организовать уход за временно отремонтированным местом. Чем более импровизированным является ремонт, тем большую осторожность следует проявить при эксплуатации судна. Надлежащий полный ремонт необходимо произвести насколько возможно быстрее.
Ремонтный комплект
При судоремонте следует применять только материалы наивысшего качества. Наборы для ремонта автомашин редко оказываются достаточно подходящими. Ремонтный комплект должен содержать следующие компоненты:
| Полиэфирная смола с предварительно введенным ускорителем, кг | 1,5 |
| Смола для гелевых покрытий с предварительно введенным ускорителем, окрашенная для надводного борта*, кг | 0,25 |
| Смола для гелевых покрытий с ускорителем, окрашенная для палубы*, кг | 0,25 |
| Тубы с катализатором в виде пасты (в холодную погоду доза увеличивается вдвое), г | 3х25 |
| Бутыль с капельницей, содержащая ускоритель для работы в холодную погоду, мл | 25 |
| Стеклоткань удельной массой 250 г/м2, м2 | 0,1 |
| Стекломат удельной массой 300 или 450 г/м2, м2 | 1 |
| Смоляная шпаклевка с отвердителем, кг | 0,25 |
| Ацетон, мл | 250 |
Примечание.
- Можно использовать неокрашенную смолу и окрашенную мастику.
Кроме того, в комплект должны входить:
- банка политуры;
- банка качественной полировочной пасты;
- наждачная бумага для мокрой и сухой поверхности (один кусок средней и один мелкой зернистости);
- 12 дешевых кисточек для краски (10— 12 мм);
- 12 бумажных чашечек (не пластмассовых) и мешалок;
- мерные емкости для смолы;
- три полиэтиленовых мешка средних размеров;
- небольшая бухта адгезионной ленты;
- картон для подложки;
- банка порошкового талька;
- ножницы;
- нож для обрезки;
- напильник типа «Сюрформ»;
- лобзик;
- стамеска.
Кроме того, на судне должны находиться инструкции по приготовлению смоляных смесей и шпаклевок.
Для аварийных случаев на борту судна следует содержать:
- эпоксидную смолу с отвердителем, отверждаемую в водной среде;
- две тубы герметика;
- одну бухту прочной адгезионной поливинилхлоридной ленты шириной около 50 мм.
Вдвое уменьшенная дозировка предназначается для мелких прогулочных судов. На крупных судах следует иметь два набора.
В банках, но только не в пластмассовых, смолу можно хранить от года до двух-трех лет и более в районах с умеренным климатом и менее длительное время в условиях повышенных температур. В идеальном случае смолу следует обновлять каждый год с целью гарантии пригодности ее для использования в аварийной обстановке. Остальные компоненты могут сохраняться неограниченное время. Стекломатериалы требуется содержать в герметично закрытом мешке, чтобы они оставались сухими.
Это интересно: Рекомендуемые системы судовых покрытий
Смолы должны быть ускоренного отверждения по сравнению с обычными, применяемыми для формования (это обеспечивается увеличением количества ускорителя). Ремонты обычно бывают мелкими и непродолжительными, поскольку они зачастую протекают в неблагоприятных температурных условиях.
Гниение
Разговор о гниении стеклопластикового судна может показаться противоестественным. Есть много специалистов, не верящих в это, а также несметное число владельцев, блаженно не подозревающих о том, что суда разваливаются у них под ногами.
Тем не менее факт гниения подтверждается результатами многочисленных обследований стеклопластиковых судов различных типов, марок и возрастов.
Что же имеется в виду под гниением? Существует различие между нормальной степенью износа и ненормальной, ускоренной степенью распада. Именно последнее как раз и является тем, что в данном случае именуется гниением. Гниение всегда вызывается какой-нибудь аномалией, обусловленной некачественным формованием конструкции. Качественно отформованные и тщательно обслуживаемые суда не подвержены гниению.
Наиболее разрушительно гниение протекает при воздействии воды, которая накапливается и задерживается в полостях. Она растворяет соли, содержащиеся в стекломатериалах и смоле. Процесс является самоускоряющимся. По мере нарастания концентрации солей в застойной воде степень разрушения увеличивается. При благоприятных для этого условиях как стекловолокно, так и смола разрушаются водой.
Требования неразрушаемости на практике невыполнимы.
Скорость проникновения воды в цельную монолитную формованную конструкцию очень мала, хотя процесс происходит непрерывно. Но в некачественно отформованной конструкции имеются:
- пустоты;
- пузыри;
- раковины;
- обедненные смолой зоны;
- торчащие волокна;
- водотоки;
- каналы проницаемости которые способствуют проникновению воды в сердцевину конструкции и ее разрушению изнутри.
Кроме того, в результате сочетания таких дефектов, как:
- трещиныУвеличение жесткости судовых конструкций;
- повреждение декоративного слоя;
- неплотность креплений;
- негерметизированные кромки и отверстия;
- некачественное уплотнение соединений;
- протечки под фитингами;
- пористость (особенно на тонкостенной конструкции сложной формы);
- недостаточное количество смолы;
- некачественное соединение угольников;
- водотоки в угольниках и элементах набора;
- расслаивание трехслойных панелей образуются блуждающие, неуловимые протоки, проходящие от одного конца к другому.
Вода в равной степени может появиться в результате атмосферных осадков или конденсации в трюме. Каждая наружная царапина, трещина, поврежденная зона и тем более глубокие борозды, обнажающие стекловолокна, должны быть незамедлительно герметизированы во избежание просачивания воды.
Распад в стеклопластике всегда носит местный характер. Он постепенно разъедает материал в глубину и не распространяется в том направлении, куда вода не проникает. К местному распаду приведет просачивание воды в любом направлении, включая капиллярное течение или подъем ее по обнаженным волокнам. Единственный случай заметного на глаз распада в результате разъедания, когда внутренний путь начинается на месте явного входа. Путь наружу из внутренней полости не заметен до тех пор, пока распад не распространится далеко, а к тому моменту формованная конструкция окажется серьезно ослабленной.
Не существует «лечения» от распада. Единственная возможность избегнуть распада — это качественно отформовать конструкцию и обеспечить тщательное обслуживание судна. Если конструкция отформована качественно, распад будет носить определенно местный характер и его можно устранить тем же способом, что и мелкое повреждение. Требуются годы, чтобы распад стал заметным. Только в опасных случаях он проявляется до истечения десятилетнего срока. Однако известны случаи, когда корпуса судов были разъедены насквозь или значительно ослаблены в течение четырехлетнего срока службы в результате, например, повреждения соединения корпуса с палубой вследствие протечек через расслоившуюся трехслойную палубную конструкцию.
Невидимое повреждение
Стеклопластик разрушается постепенно. Сначала ослабевает соединение смолы со стекломатериалом, затем сама смола или стекловолокна в определенном месте. На каждой стадии стеклопластик медленно, но необратимо теряет прочность, становится эластичнее и, таким образом, более склонным к дальнейшему разрушению. Причем все разрушения необратимы. Способов восстановления первоначальных свойств материала не существует. На ранних ступенях разрушение незаметно.
Первопричинами разрушения являются:
- чрезмерное напряжение;
- усталость;
- ползучесть.
Усталость зависит от конструктивных особенностей, уровня напряжений, количества циклов нагружения, условий эксплуатации и др. При совокупном их действии причину повреждения трудно определить. Все факторы должны учитываться в каждом отдельном случае. Лабораторные испытанияМетоды обнаружения дефектов и повреждений показали падение прочности до 70% первоначальной после 1 000 циклов нагружения и до 50% после 10 000 циклов в пределах нормальных рабочих напряжений, а также полное разрушение после 100 циклов при значении, равном 50% теоретической прочности. Усталостная долговечность уменьшается в условиях влажности и тепла.
Приведенные значения не распространяются на каждый конкретный случай. Существует множество факторов, в результате воздействия которых предельный объем циклических нагружений может быть легко достигнут в течение нескольких сезонов эксплуатации или даже за один тяжелый рейс. Усталостными явлениями пренебрегать нельзя.Признаки внутреннего повреждения обычно незначительны (например, искривление, необычная гибкость или трещины, возникающие под действием напряжений) и не проявляются, пока в значительной степени не перейдут порога невидимого повреждения. Согласно публикуемым данным, уровень напряжений при этом составляет 50% теоретической прочности, поэтому при возникновении явных признаков повреждения следует предполагать, что формованная конструкция уже ослаблена и зона повреждения простирается за пределы, ограниченные видимыми признаками. Без использования сложного оборудования невозможно установить невидимые повреждения и тем более дать их количественную оценку.
Слабые признаки скрытого повреждения могут обнаруживаться не вблизи явного повреждения, если подобное имеется. Большая вмятина, искривление, например от удара, вызовет отчетливый прогиб и чрезмерное напряжение на близлежащих жестких элементах, особенно в однокорпусной конструкции. Следует обращать внимание на эти места. Некоторые элементы могут оказаться в контакте только при достаточно большом внутреннем перемещении.
Обстукивание (см. статью “Механическая обработка стеклопластика”) позволит выявить лишь глубокие трещины, если плотность материала значительна. При ультразвуковых обследованиях обнаруживаются даже глубоко расположенные скопления раздельных мелких трещин, нарушение соединения между смолой и стекломатериалом, разрушение смолы или стекломатериала, расслаивание и утонение. Этот метод контроля неразрушающий, однако дорогой и сложный. Приборы, как правило, предназначаются для исследования металлических конструкций, а в стеклопластике затухание колебаний резкое, а рассеяние чрезмерное. Нужно иметь опыт работы со стеклопластиками, чтобы расшифровывать полученные данные. Рентгеновское просвечивание не годится для обнаружения пластинчатых трещин в стеклопластике. Остальные методы обследования могут быть приемлемыми после их усовершенствования.
Важно понимать, что постепенное разрушение съедает запас прочности и в конечном счете стеклопластик будет разрушаться при таком уровне напряжения, который он много раз выдерживал ранее. Стеклопластиковые суда нельзя конструировать на пределе их теоретической прочности, если непродолжительный срок их службы не является приемлемым, как, например, для высокоскоростных гоночных судов. Скрытая опасность жестких точек заключается в высоких местных напряжениях от искривления, которое вызывает лишь умеренные напряжения в зоне, расположенной между ними. Маловероятно, чтобы невидимое разрушение приводило к внезапным последствиям. Авария происходит от снижения запаса прочности и, вероятно, не без появления усиливающихся очевидных признаков, но эти признаки могут быть кое-где неотчетливо заметными, например в подводной части корпуса. Во всяком случае, немногие владельцы способны читать их правильно, а многие не замечают их вовсе. Практический подход состоит в том, чтобы выждать, когда признаки станут более явными, но тем не менее необходимо осуществлять внимательное наблюдение за ними и из предосторожности усилить конструкцию.
Высокие значения превышающих напряжений, усталостные явления, распад и другие невидимые повреждения проявляются скрыто, подобно гниению древесины и коррозии стали.Автор приносит свои извинения читателю за то, что оставляет его наедине с удручающими мыслями, принуждающими всякий раз просыпаться, когда его судно скрипит и испытывает глухие удары волн, пробивая себе путь сквозь ненастную бурную ночь. «997 … Удар … 998… Удар … 999…» Подъем, шкипер! Прекрасное утро! Вам пора на вахту!





