Изготовление узлов и секций для судового корпуса происходит по специальным технологиям. Подготовку и производство следует проводить в специально-оборудованном помещении с техническим оборудованием. Все расчеты выполняются на этапе проектирования судов, чтобы избежать неточностей и ошибок.
- Классификация узлов и секций корпуса
- Общие правила сборки корпусных конструкций
- Узлы набора
- Фундаменты
- Полотнища, флоры, стрингеры, патрубки
- Изготовление полотнищ
- Изготовление узлов типа флоров, вертикального киля и стрингеров
- Изготовление патрубков
- Плоскостные секции
- Объемные секции
- Сборка и сварка наружной обшивки
- Разметка набора наружной обшивки
- Установка и сварка набора
- Контуровка секции
- Объемные секции оконечностей, надстроек и юта
- Сборка объемной секции кормовой оконечности
- Сборка и сварка наружной обшивки
- Разметка и установка набора и плоскостных секций
- Сборка объемных секций надстроек и юта
- Блоки секций корпуса
- Место сборки и оснастки
- Технология изготовления блоков
- Особенности изготовления корпусных конструкций из алюминиевых сплавов
- Установка насыщения
- Требования к насыщению
- Технологический процесс установки насыщения
- Проверочные и разметочные работы
- Проверка сборочных стендов и постелей
- Проверка узлов и секций корпуса
- Разметочные работы
- Разметка полотнищ
- Разметка линий на полотнище методами геометрических построений в системе прямоугольных координат
- Технический контроль
Статья посвящена технологическим аспектам производства корпусных конструкций судов. В ней будут подробно описаны все основные этапы этого процесса, от проектирования и изготовления отдельных элементов до сборки готового корпуса. Особое внимание будет уделено практическим вопросам: выбору материалов, способам соединения элементов, контролю качества и другим. Данный материал будет полезен как для специалистов судостроительной отрасли, так и для всех, кто интересуется технологиями производства судов.
Классификация узлов и секций корпуса
Корпус металлического судна формируется на построечном месте из предварительно изготовленных в сборочно-сварочных цехах секций или блоков секций. Применение крупных сборочных элементов, какими являются секции и блоки секций, позволяет коренным образом сократить стапельный период и снизить трудоемкость постройки судов за счет переноса значительного объема работ со стапелей в сборочно-сварочные, механомонтажные, трубомедницкие и другие цехи.
Корпус судна принято разделять на следующие сборочные элементы:
- деталь – неделимая часть корпуса судна, изготовленная из материала одной марки без применения сборочных операций;
- узел – технологически законченная часть корпусной конструкции, составленная из двух или более деталей;
- секция – технологически законченная часть корпуса судна, составленная из ряда узлов и деталей и включающая, как правило, часть Виды насыщения корпуса судна и его монтаждоизоляционного насыщения;
- блок секций – объемная часть корпуса судна, состоящая из нескольких секций;
- блок судна – блок корпуса или надстройки с установленными в нем элементами систем устройств, механизмов, оборудования отдельных помещений и т. п. Блок корпуса или надстройки – часть корпуса или надстройки, включающая все их поперечные сечения.
Модулем в применении к конструктивным частям корпуса следует называть одинаковую часть корпуса, многократно повторяющуюся на судне одного проекта или на судах разных проектов.
Узлы корпусных конструкций в зависимости от их конструкции и технологии изготовления принято объединять в следующие основные группы:
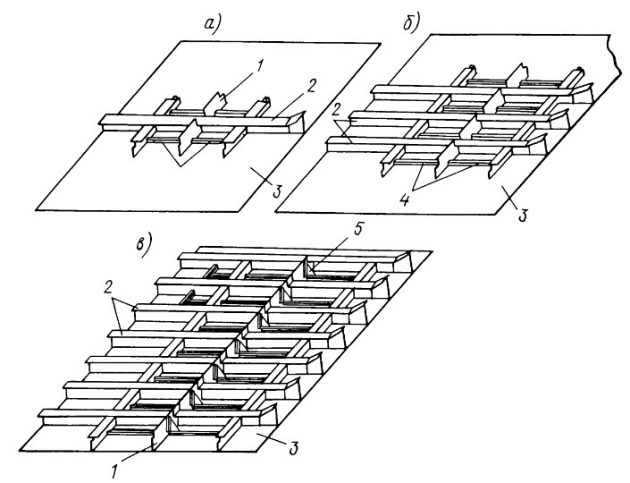
- Тавровые и Г-образные балки длиной более 2,5 м. Эти узлы часто применяются в корпусных конструкциях и, в свою очередь, могут быть разделены на две подгруппы (рис. 1, а): прямолинейные и криволинейные.
- Короткие тавры, бракеты и кницы с поясками. Узлы этой группы встречаются в большом количестве и весьма разнообразны по размерам и форме.
- Широкие полосы с продольными (поперечными) ребрами жесткости или поясками. К этой группе относятся узлы днищевого набора – стрингеры (рис. 1, б), вертикальный киль, флоры (рис. 1, в), а также рамного набора. Такие узлы могут быть прямолинейными и криволинейными.
- Полотнища. Весьма распространенный тип узлов. Могут быть разделены на две подгруппы: плоские и гофрированные.
- Объемные узлы небольшой протяженности. К ним относятся фундаменты, патрубки, коробки и пр. Узлы этой группы широко представлены на судах разных проектов и отличаются большим разнообразием в размерах и конструкции.
- Прочие узлы. К ним могут быть отнесены сравнительно редко встречающиеся или немногочисленные узлы корпусных конструкций, например пиллерсы с кницами, рамки из полос и профилей, кронштейны различного вида, сварные изделия судовых устройств, узлы мачт и др.
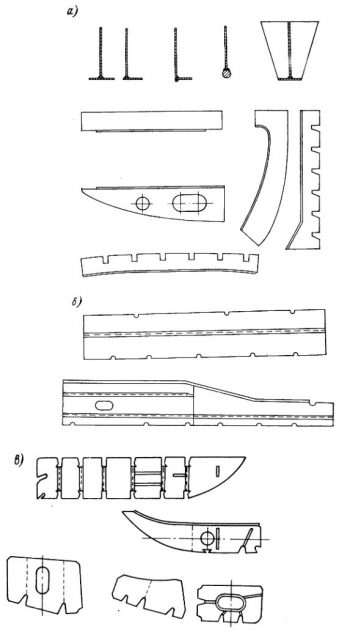
а – тавровые балки; б – днищевые стрингеры; в – флоры
Секции корпуса различают двух видов:
- плоскостные – это части днища, борта, палубы, переборки и т. п., состоящие из плоского (или с небольшой кривизной) полотнища и набора, рис. 2;
- объемные – это части корпуса или отдельных конструкций преимущественно криволинейных обводов, образующие замкнутые (полностью или частично) отсеки. К ним относятся днищевые секции со вторым дном или платформой; секции борта, включающие бортовые отсеки; секции оконечностей; секции ярусов надстроек и т. п.
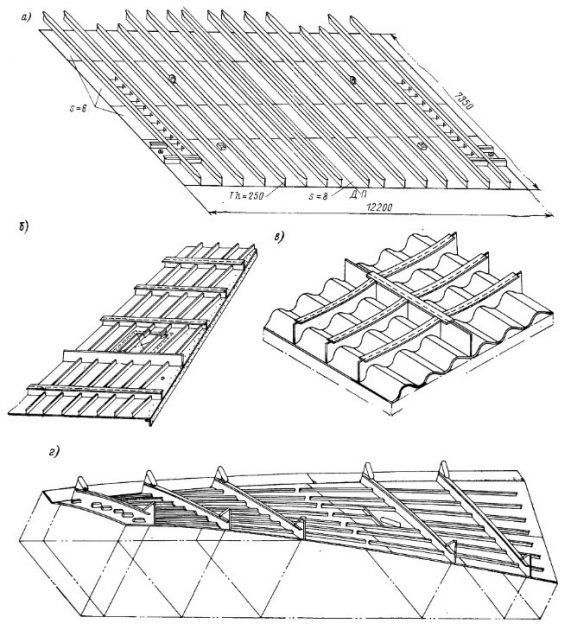
а – плоская секция с набором одного направления; б – то же с набором двух направлений; в – гофрированная секция с набором (переборка); г – бортовая секция
Плоскостные и объемные секции в зависимости от конструкции и способа изготовления разделяют на следующие группы:
- Плоскостные (или плоские) секции. Такие секции наиболее часто применяются в составе корпуса. Эта группа секций состоит из двух подгрупп: секций с набором одного направления (см. рис. 2, а) и секций с набором двух направлений (см. рис. 2, б). К данному типу секций относятся продольные и поперечные переборки, выгородки, палубы без погиби, платформы, плоские днищевые и бортовые секции, а также секции закрытий грузовых люков.
- Плоскостные гофрированные секции. Они отличаются от плоскостных секций тем, что имеют гофрированное полотнище, и могут быть подразделены на две подгруппы: секции без набора и с набором поперек гофров (см. рис. 2, в). К ним относятся гофрированные переборки и выгородки, широко применяемые в современном судостроении (особенно в надстройках), а также главные продольные и поперечные переборки танкеров и сухогрузных судов для перевозки насыпных грузов.
- Плоскостные секции с цилиндрической погибью. К этой группе относятся секции палуб, имеющие поперечную погибь, которая обычно остается неизменной по длине судна.
- Плоскостные секции с переменной кривизной. Это бортовые секции с изменяющейся по длине кривизной (см. рис. 2, г).
- Объемные секции с прямолинейными обводами. Это днищевые секции с настилом второго дна и плоской обшивкой днища, объемные секции коффердамов и некоторые другие конструкции.
- Объемные секции с криволинейными обводами. Их обычно делят на две подгруппы в зависимости от соотношения их ширины b к высоте h. Подгруппа днищевых секций характеризуется соотношением b/h>3, объемные секции оконечностей – b/h<3 (рис. 3, а и б).
- Объемные секции ярусов надстроек. Эта группа объединяет разнообразные объемные секции надстроек и рубок (рис. 3, в). К ним могут быть отнесены также кожухи дымовых труб и некоторые другие конструкции.
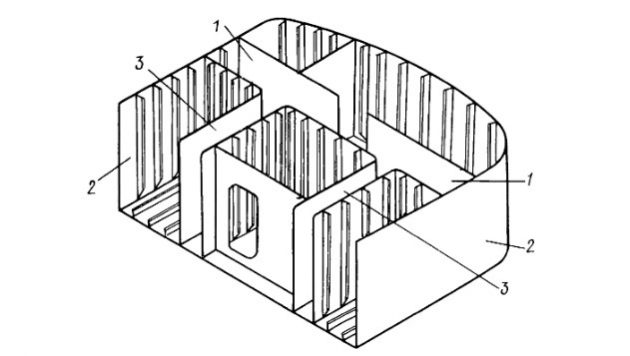
- Объемные конструкции типа крупных фундаментов. Это фундаменты под главные дизели, трубозубчатые агрегаты (рис. 3, г), главные паровые котлы и др.
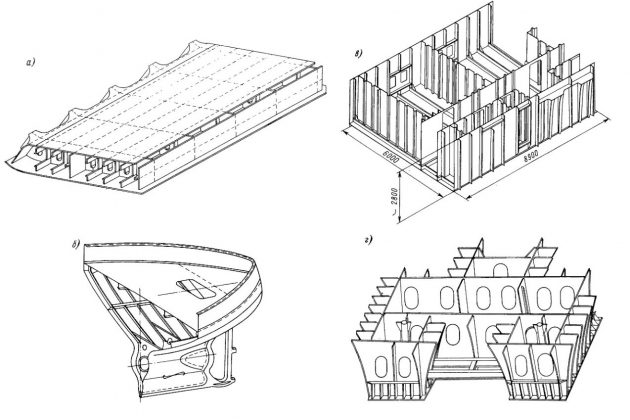
а – днищевая секция; б – секция кормовой фундамент под ГТЗА (в положении сборки); в – секция яруса надстройки (показана палубой вниз); г – фундамент под ГТЗА (в положении сборки)
К секциям корпуса нередко относят также Палубные конструкции морских деревянных судовконструкции мачт, рулей, крупных обтекателей и др.
Корпуса малых и средних судов часто собирают на стапеле не из плоскостных и объемных секций, а из блоков секций или блоков, которые предварительно изготовляют в специальных цехах или на участках (рис. 4).
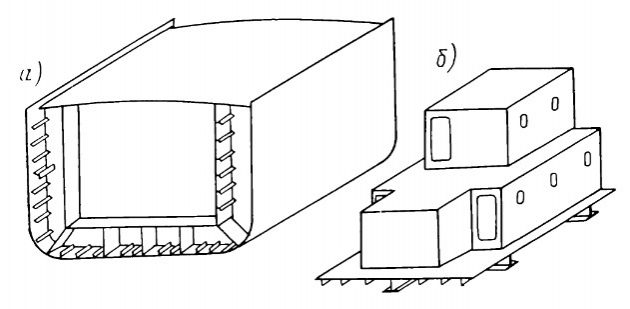
а – корпуса; б – надстройки
Разбивка корпуса судна на секции или блоки производится конструкторским бюро при разработке технического проекта. Размеры, масса и количество секций (или блоков), на которые делится корпус, определяются в зависимости от следующих факторов:
- годовой программы постройки судов;
- производственных условий завода-строителя (грузоподъемность кранов и транспортных средств, высота и площадь пролетов сборочно-сварочного цеха, размеры ворот цеха, проездов и пр.);
- принятой технологии и организации постройки судна;
- конструктивных особенностей проектируемого судна (главные размерения и обводы корпуса, расположение переборок, палуб и пр.);
- возможности механизированного изготовления узлов и секций корпуса.
Принятый в проекте вариант разбивки изображают на специальном чертеже – схеме разбивки корпуса на секции (или блоки), которая согласовывается с заводом-строителем.
Массу секций средних и крупных судов в настоящее время доводят до 80-150 т, а размеры по длине – до 15-20 м и ширине (высоте) – до 10-20 м. Масса блоков секций достигает 400-1 000 т.
Предварительная сборка и сварка узлов и секций корпуса позволяет:
- сократить продолжительность постройки судов и прежде всего стапельный период за счет расширения фронта работ, так как параллельно со сборкой части корпуса на стапеле в сборочно-сварочном цехеОборудование, оснастка, приспособления и инструмент, применяемые в сборочно-сварочных цехах изготовляют секции для других частей корпуса, устанавливают насыщение на секциях, проводят испытания на непроницаемость, выполняют грунтовку и другие работы;
- снизить трудоемкость изготовления корпусных конструкций и повысить производительность труда благодаря тому, что узлы и секции собираются и свариваются в положении, более удобном, чем на стапеле, позволяющем широко применять специальное сборочно-сварочное оборудование и оснастку для механизации изготовления основных типов узлов и секций корпуса;
- повысить качество корпусных конструкций и улучшить условия труда. Сборка и сварка узлов и секций производятся на специальных стендах, постелях в условиях закрытых цехов, защищенных от атмосферных осадков и резких колебаний температуры, обеспеченных необходимым освещением и вентиляцией.
Общие правила сборки корпусных конструкций
При изготовлении корпусных конструкций требуется соблюдать технические условия выполнения технологических процессов. Перед началом сборки следует внимательно изучить рабочие чертежи конструкции и технологический процесс, проверить наличие необходимых для сборки деталей и узлов. Детали и узлы, поступающие на сборку, должны быть выправлены.
Рекомендуется к прочтению: Судостроительные чертежи и конструкторские документы по принятым стандартам
В случае сборки конструкций на сборочной площадке или в постели нужно следить за плотным прилеганием листов к площадке или постели. Листы крепятся к лекалам или стойкам постели с помощью «сухариков» – стальных планок толщиной 6-8 мм, размером около 100 × 50 мм, прихватываемых длинной стороной к лекалу или стойке постели, а короткой – к закрепляемому листу. Тонколистовые полотна толщиной менее 6 мм, собираемые на сборочной площадке, обжимаются к ее плоскости и прихватываются к площадке по контуру.
Непосредственно перед сборкой под сварку кромки деталей и прилегающие к ним участки шириной 20-30 мм должны зачищаться от:
- ржавчины;
- окалины;
- краски;
- масла и других загрязнений;
- при необходимости просушиваться от влаги.
В тех случаях, когда детали из корпусообрабатывающего цеха подаются загрунтованными специальными грунтами, не влияющими на качество сварного шва (например, грунтами ВЛ-02 или ВЛ-0-23), зачищать Устранение водотечности сварных и клепаных швовместа наложения сварных швов: до металлического блеска не нужно. Достаточно их очистить от масла и других загрязнений и, если надо, просушить от влаги. Толщина слоя грунта не должна превышать 35 мкм.
Зачистка выполняется пневматическими шлифовальными машинами, снабженными стальной проволочной щеткой или абразивным кругом. В тех же местах, где машинку применить невозможно, зачистку осуществляют ручными проволочными щетками. Масло и краску удаляют ветошью, смоченной в уайт-спирите или другом растворителе, с последующей протиркой этих мест чистой ветошью.
Чистоту кромок следует проверять перед началом сварки (особенно при работе на открытых площадках). Недоступные для повторной зачистки кромки стыковых и тавровых соединений необходимо просушить перед Оборудование, виды и способы сварки материалов при судостроениисваркой пламенем газовой горелки (температура нагрева кромок не должна превышать 473 К).
При сборке корпусных конструкций применяют жесткие и эластичные крепления. Эластичными называют такие крепления, которые допускают перемещение одних деталей или конструкций относительно других при сварке. Например, стык листа в процессе сварки может перемещаться относительно соседнего листа, если паз собран с помощью эластичных креплений.
К жестким креплениям относятся прихватки, к эластичным:
- сборочные гребенки;
- талрепы;
- прижимы «рыбий хвост»;
- болт-угольники и др.
Необходимо выдерживать в заданных допусках зазоры между деталями и углы разделки под сварку в соответствии с требованиями ГОСТ или чертежа. При увеличенных зазорах и углах разделки требуется дополнительная Автоматическая наплавка на токарных станкахнаплавка металла, т. е. увеличивается расход электродов, электроэнергии и времени для сварки соединения, усиливаются также сварочные деформации конструкций. При сборке стыковых соединений под автоматическую сварку увеличенные зазоры приводят к прожогам и протеканию расплавленного металла.
Для повышения качества сварки необходимо выдерживать равномерный зазор по всей длине соединения. С этой целью используют технологические закладные планки толщиной не менее минимального зазора под сварку и шириной 20-30 мм. По мере закрепления собираемого соединения технологические планки нужно обязательно удалять.
В стыковых соединениях кромки листов или профилей должны находиться в одной плоскости. Допускаемое несовпадение кромок не должно превышать 10 % толщины более тонкого листа или профиля, но не более 3 мм. Большее несовпадение кромок снижает прочность соединения и конструкции в целом.
При сборке не следует применять излишних временных креплений:
- прихваток;
- гребенок;
- болт-угольников и др.
Размеры электроприхваток и расстояние между ними должны быть строго определенными и соответствовать техническим требованиям. Электроприхватки, как правило, нужно располагать со стороны, противоположной той, с которой предполагается начинать сварку соединения. При сборке конструкций из двухслойных сталей ставить прихватки, а также приваривать какие-либо временные крепления следует, как правило, со стороны основного слоя.
На участках пересечения сварных соединений запрещается ставить прихватки в стыковых и угловых соединениях, свариваемых во вторую и третью очередь, на расстоянии менее 50 мм от пересекаемого соединения, которое сваривается в первую очередь (рис. 5).
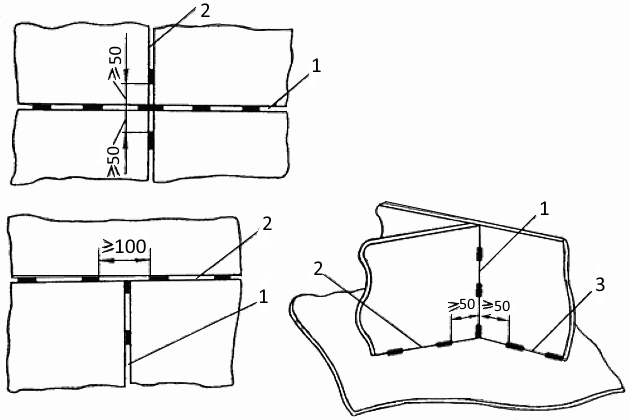
1 – соединения, свариваемые в первую очередь; 2 – то же, во вторую очередь; 3 – то же, в третью очередь
В крестообразных стыковых соединениях разрешается (а при автоматической сварке даже рекомендуется во избежание прожогов) ставить электроприхватки, если сварка каждого из них не прерывается у крестообразного соединения. Механизация сборочно-сварочного производстваСборочные электроприхватки и приварка к конструкциям временных креплений выполняются электродами той же марки, что и сварка самой конструкции.
Прихватки, закрепляющие конструкции при сборке, подъеме, кантовке и транспортировке, нужно зачищать от шлака, металлических брызг и тщательно проверять при внешнем осмотре. Некачественно выполненные прихватки, а также прихватки с трещинами подлежат обязательному удалению газовой или воздушно-дуговой строжкой.
Гребенки и планки для «рыбьих хвостов» приваривают односторонним швом калибром 3-6 мм в зависимости от толщины деталей. Устанавливаемые при сборке эластичные крепления не должны препятствовать свободному укорочению сварных соединений в плоскости свариваемых листов, но должны противодействовать развитию угловых деформаций.
Будет интересно: Способы тепловой резки и виды пневматических работ, производимых при судостроительстве
Гребенки при сборке устанавливаются параллельно и под углом 45° к оси шва с приваркой к обоим стыкуемым листам. Как правило, гребенки следует ставить со стороны, обратной первому проходу сварного шва, а после сварки шва с одной стороны удалять.
Толщина гребенки должна равняться примерно толщине свариваемых листов, но не более 24 мм, длина l = α-50 мм (где α – шпация), но не более 350 мм, и высота не менее 80 мм.
При приварке креплений (обухи, скобы и др.) не допускаются подрезы основного металла конструкции.
Удалять сборочные приспособления и временные крепления следует газовым или воздушно-дуговым строгачом. Допускается удалять гребенки и другие временные крепления путем разрушения прихваток изгибом креплений на шов (отламыванием).
Выхваты и утолщения, образовавшиеся после удаления креплений, должны быть ликвидированы посредством зачистки и подварки на следующих конструкциях:
- расчетной палубе;
- днище;
- бортах (снаружи);
- ширстречном и скуловом поясьях;
- переборках, ограничивающих цистерны;
- в районах интенсивной вибрации;
- на незашиваемых конструкциях жилых помещений.
На остальных конструкциях разрешается оставлять прихватки высотой до 10 мм без зачистки, если это не оговаривается чертежами.
В процессе сборки припуски на некоторых деталях удаляют или их подгоняют с помощью газовой резки или пневматической рубки. После подгонки по кромкам детали должна быть выполнена или восстановлена разделка под сварку в соответствии с чертежом. На деталях толщиной менее 8 мм фаски разделывают пневматическим зубилом, а при толщине 8 мм и более – газовым резаком. После газовой резки кромки деталей должны очищаться от грата с помощью шлифовальной машинки.
При сборке под сварку тонколистовых конструкций необходимо принимать следующие меры по уменьшению сварочных деформаций:
а) листы, поступающие на сборку, должны быть хорошо выправлены;
б) сборка судовых конструкций должна выполняться на ровной металлической сборочной площадке;
в) стыковые соединения следует собирать по возможности без зазоров и принудительно не стягивать;
г) перед сваркой стыков листов полотнище следует прихватывать по контуру к площадке прихватками с интервалами 500-600 мм, а также по концам стыков и пазов, что позволяет значительно снизить продольную усадку, (т. е. сокращение длины после сварки) сварных швов;
д) в процессе сварки рекомендуется «разглаживать» листы полотнища с помощью технологических грузов или специальных прижимов;
е) после сварки полотна с одной стороны его кантуют (переворачивают) для подварки и вновь прихватывают по контуру;
ж) при установке набора полотнище должно оставаться прихваченным по контуру, а балки набора следует обжимать, по возможности не прихватывая сборочные приспособления к полотну, т. е. с помощью приспособлений с вакуумными или магнитными присосами.
Узлы набора
В зависимости от общности технологических процессов узлы таврового профиля можно разделить на три группы:
- Прямолинейные балки длиной более 2,5 м.
- Криволинейные балки длиной более 2,5 м.
- Короткие профили, бракеты и кницы с поясками.
В судостроительной отрасли создан комплекс механизированного оборудования для сборки и сварки узлов таврового профиля; линия МИБ-700А для изготовления прямых тавров с устранением сварочных деформаций, агрегат СКТ-12-1 для сборки и сварки длинных криволинейных и прямолинейных тавровых балок, станок СТУ, используемый при Изготовление узловизготовлении тавровых балок для малых судов в случае односторонней сварки пояска и стенки, а также механизированный участок КТ для сборки и сварки коротких тавров.
Сборочные стенды используются для сборки узлов таврового профиля, особенно в случаях, когда отсутствует специализированное механизированное оборудование. В качестве альтернативы могут применяться сборочные кондукторы. В таких случаях детали узла укладывают на очищенную от посторонних предметов сборочную площадку, проверяют их маркировку и комплектность, затем зачищают места притыкания деталей до металлического блеска, по кернам намеленной ниткой возобновляют разметку на пояске и устанавливают стенку. С помощью прижимных приспособлений закрепляют поясок и прижимают стенку к пояску.
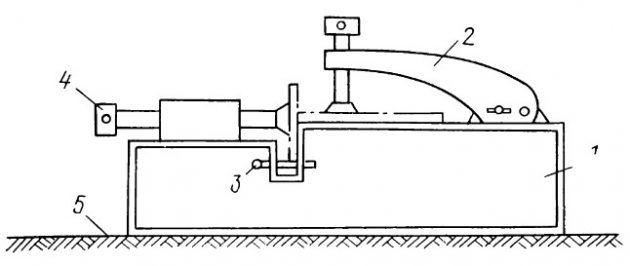
Узлы таврового профиля удобно собирать с помощью специального приспособления (рис. 6), которое состоит из:
- балки 1;
- винтового прижима 4;
- закладного штыря 3;
- прижимной скобы 2;
- сборочной плиты 5.
При серийном изготовлении тавровых узлов целесообразно применять кондукторы, позволяющие собирать тавровые балки без разметки середины пояска и без проверки перпендикулярности. Есть ряд кондукторов для сборки узлов таврового профиля: специальных, т. е. приспособленных для сборки профиля одного размера, и универсальных, т. е. приспособленных для сборки профилей различных размеров.
Простейший кондуктор для сборки симметричных тавровых балок показан на рис. 7.
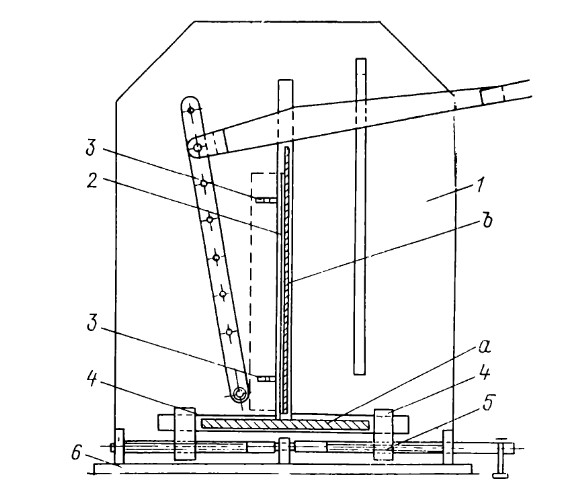
1 – корпус; 2 – планка; 3 – болт; 4 – ограничитель; 5 – винт; 6 – сборочная площадка;
а – поясок балки; b – стенка балки
Корпус кондуктора представляет собой листовую деталь с Т-образным вырезом. Размер выреза определяется размером наибольшей собираемой тавровой балки. Корпус кондуктора приварен к площадке, которую закрепляют к сборочной плите прижимами. Т-образный вырез по вертикали перекрывает планка, которая прикреплена к корпусу болтами. Планка-ограничитель может смещаться для создания зазора на 0,5-1,0 мм больше толщины стенки свариваемого узла.
При сварке симметричных тавровых балок происходит деформация в плоскости стенки. Стенка выгибается выпуклостью к свободной кромке. При сварке несимметричных тавровых балок происходит деформация в плоскости стенки и пояска. Для уменьшения сварочных деформаций надо закреплять поясок и стенку балки. С целью уменьшения поперечного слома поясков, тавровые балки, предварительно собранные на электроприхватках, перед сваркой собирают попарно поясками одна к другой в жестком переплетении, с обратным выгибом поясков.
Для компенсации продольного изгиба при сварке тавровых балок, собранных на электроприхватках, им предварительно придают обратный упругий выгиб с помощью скоб, клиньев, домкратов и других приспособлений, или вырезают стенку балки с учетом ожидаемой стрелки прогиба.
Правильность формы криволинейных балок проверяют по теоретическим линиям, пробиваемым на сборочной площадке или сборочном плазе. При серийном производстве проверку выполняют по шаблонам, изготовляемым на плазе.
Фундаменты
Технология сборки фундаментов в первую очередь определяется повышенными требованиями к точности их изготовления. Фундаменты обычно собирают либо в специальных поворотных кондукторах, либо на строганых сборочных плитах.
Для обеспечения необходимой точности сборки фундаменты обычно собирают опорными планками вниз. Сначала пробивают оси фундамента или устанавливаемого на нем механизма. Ориентируясь по пробитым осям, раскладывают опорные планки и, прихватывая их к плите, намечают места притыкания стенок фундамента. После этого вставляют стенки фундамента, кницы, Увеличение жесткости судовых конструкцийребра жесткости и скрепляют собранные детали прижимными устройствами и электроприхватками.
Читайте также: Плазовые работы, подготовка и выполнение масштабирования
После окончания сварки и остывания фундамента его освобождают от закрепления, кантуют опорными планками вверх и проверяют по чертежам и шаблонам с плаза. Если это необходимо, то после проверки фундамент правят и на верхней плоскости опорной поверхности фундамента наносят и накернивают линии осей и контрольных шпангоутов.
Технология сборки фундаментов с применением кондукторов аналогична описанной, но использование специальных приспособлений для фиксации и закрепления деталей сокращает объем разметочных и проверочных работ. Применение поворотных кондукторов позволяет сваривать большинство швов в нижнем положении при помощи полуавтоматов.
Полотнища, флоры, стрингеры, патрубки
Изготовление полотнищ
При сборке и сварке большого количества плоских полотнищ нужно организовать специализированные участки их изготовления. Плоские полотнища из листов толщиной от 4 до 14 мм наиболее целесообразно собирать и сваривать на электромагнитных стендах с флюсовыми подушками.
Применение электромагнитных стендов с флюсовыми подушками значительно уменьшает объем пригоночных работ, так как возможна автоматическая сварка с зазором. При сборке полотнищ на сборочных стендах последние должны быть установлены горизонтально.
Детали, поданные на сборку, следует обработать в чистый размер. Припуск оставляют только на кромках деталей, образующих кромки полотнища. Листы полотнища, поступающие на сборку, должны быть тщательно выправлены. Перед началом сборки стыкуемые кромки листов зачищают до металлического блеска с помощью пневматической шлифовальной машинки.
Стыки и пазы листов выравниваются в одну линию; их прямолинейность проверяют натянутой ниткой. Уступы или неровности по линии пазов и стыков не допускаются. При непрямолинейности какого-либо стыка или паза соответствующие листы причерчивают и лишний металл удаляют с помощью кислородной резки или пневматической рубки.
Разложенные листы проверяют на соблюдение необходимых зазоров по стыкам. Правильность разделки кромок под сварку (если она выполнена) проверяют шаблонами, а совпадение плоскостей стыкуемых листов – линейкой. После этого закрепляют стыки и пазы на электроприхватках или гребенках. В местах начала и окончания сварки стыков и пазов прихватывают выводные планки размером 100 × 100 мм и толщиной, равной толщине листов свариваемого полотнища. Выводные планки устанавливают для вынесения на них начала и конца сварного шва, что предупреждает образование разностенности листов и излома шва в месте его окончания. После выполнения сварки выводные планки удаляют.
Собранные полотнища сдают ОТК под сварку; при этом проверяют:
- правильность стыков;
- зазоры по стыкам и пазам;
- разностенность;
- правильность сборки по чертежу;
- припуски по контуру.
Сданные под сварку ОТК полотнища сваривают. Сначала сваривают стыки, а затем – пазы. Сварку по пазам выполняют на проход одним или одновременно двумя автоматами. При сварке полотнищ из листов малых и средних толщин вдоль свариваемых кромок раскладывают грузы для уменьшения деформаций. После окончания сварки с лицевой стороны грузы снимают, прихватки по контуру полотнища, крепящие его к стенду, удаляют и полотнище кантуют. Затем выполняют зачистку и подварку стыков и пазов.
Окончательно заваренное полотнище зачищают от прихваток, брызг и сборочных приспособлений и, если это необходимо, правят. Готовое полотнище маркируют и передают на секционную сборку или на промежуточный склад.
При сборке тонколистовых полотнищ, подверженных большим деформациям, более жесткие требования предъявляют к качеству поверхности сборочной площадки. В этих случаях листы полотнищ, поступающие на сборку, подвергают правке на вальцах как перед разметкой, так и после нее.
При сборке тонколистового полотнища листы соединяют прихватками по пазам и стыкам. Длина прихваток 15-20 мм, шаг (расстояние между началом и концом двух соседних прихваток) 300-350 мм. Прихватки выполняют от середины полотнища к краям. При сборке листов не допускается насильственное притягивание кромок одного листа к кромке другого.
Полотнище по контуру жестко закрепляют к сборочной площадке прихватками длиной до 30 мм с шагом 500-600 мм, прижимают к поверхности сборочной площадки по всей площади грузами и обязательно устанавливают выводные планки.
При сборке тонколистовых полотнищ предъявляют особенно жесткие требования к зазорам, которые в большинстве случаев не должны превышать 0,5 мм. Тонколистовые полотнища сваривают автоматом на проход. Подварку полотнищ выполняют, обнимая и закрепляя их по контуру к сборочной площадке.
Изготовление узлов типа флоров, вертикального киля и стрингеров
Узлы этого типа состоят из листов, подкрепляющих ребер жесткости или поясков. Если полотнище узла состоит из нескольких деталей, то для сборки листы раскладываются в соответствии с чертежом на сборочной площадке. В тех случаях, когда кромки узла имеют лекальную форму, на сборочном стенде намечают контур узла и по нему осуществляют сборку.
Сборка стыковых соединений указанных узлов производится так же, как и сборка соединений полотнищ. Во избежание деформаций при сварке рекомендуется прижимать листы узла к сборочному стенду с помощью прижимных приспособлений. Стыки обычно сваривают автоматом, затем узел кантуется, производится зачистка и подварка стыков. Контроль качества сварных швов в судостроении завершается оценкой качества выполненных Технологии и тонкости проведения сварочных работ на суднесварочных работ. После подтверждения соответствия швов нормативным документам, осуществляется подготовка к следующему этапу сборки. В этот этап входит разметка мест соединения элементов конструкции и, при необходимости, механическая обработка поверхности шва. После зачистки разметка восстанавливается меловыми линиями, пробиваемыми с помощью нитки.
Для удобства работы на узле рекомендуется сделать мелом надписи, обозначающие направления его кромок:
- «Верх»,
- «Низ»,
- «К ДП»,
- «К борту» и т. д.
При необходимости зачищаются до металлического блеска кромки набора и пояски, входящие в узел.
Ребра устанавливаются на лист узла по линиям разметки, при этом с помощью прижимных приспособлений ребро поджимается к листу и закрепляется электроприхватками. Полотнища узлов, по кромкам которых должны устанавливаться пояски, укладываются на прокладки. Толщина прокладок берется на 10-20 мм больше, чем половина ширины пояска. Пояски устанавливаются таким образом, чтобы кромки листа совпали с линией разметки на пояске, обжимаются к кромкам и закрепляются прихватками. Угол между пояском и листом проверяется угольником или малочником. Аналогично производится сборка узлов, состоящих из одного листа с ребрами или пояском (флоры, бракеты и др.).
Для уменьшения сварочных деформаций рекомендуется перед приваркой набора обжать узел к сборочной площадке с помощью прижимных приспособлений.
Изготовление патрубков
К сборке патрубков (коротких участков труб, входящих в состав корпуса судна) предъявляются следующие основные требования:
- форма и размеры патрубка должны быть такими, как предусмотрено чертежом;
- положение плоскостей верхнего и нижнего оснований патрубка должно соответствовать плазовому.
Способ сборки патрубка зависит от его формы и количества составных частей.
Наиболее просто осуществляют сборку патрубка, состоящего из трубы и фланцев. Сборку производят с помощью макета, имеющего плоскости, к которым примыкает патрубок. На плоскости наносят оси патрубка и окружности (или эллипсы), являющиеся линиями его примыкания. По этим плоскостям пригоняют патрубок, устанавливают и приваривают фланцы.
Более сложной является сборка патрубков, состоящих из гнутых деталей. Перед сборкой следует проверить погибь деталей с помощью шаблонов или каркасов в зависимости от сложности формы и погиби; в случае необходимости их правят. Сборку патрубка выполняют на сборочной площадке. Для удобства сборки на одной части патрубка с шагом 400-500 мм прихватывают направляющие планки. Кромки деталей стягивают струбцинами или болтами, для чего к ним прихватывают коротыши угольника. Стык закрепляют электроприхватками, а затем аналогично собирают второй стык. После сварки стыков патрубка удаляют сборочные приспособления и зачищают прихватки. Патрубок проверяют по шаблонам и при необходимости подвергают правке местными нагревами и ударами кувалды через гладилку.
Предлагается к прочтению: Охрана труда судовых сборщиков и пожарная безопасность
Патрубки сложной формы собирают по каркасу, воспроизводящему их внутреннюю форму. Детали патрубка обжимают к каркасу и подгоняют кромки. Затем детали снимают с каркаса и дальнейшую сборку патрубка выполняют, как обычно.
При серийном изготовлении патрубков для их сборки иногда применяют кондукторы, представляющие собой ряд поперечных металлических шаблонов, установленных на сборочной площадке или переносной раме. Детали патрубка обжимают и прихватывают к шаблонам кондуктора, далее сборку производят, как было описано выше. Аналогично собирают узлы мачт и стрел, представляющие собой сварные трубы.
Плоскостные секции
Плоскостные секции изготовляют на плоских сборочных стендах. Плоскостные секции собирают из предварительно изготовленных полотнищ, тавровых конструкций профильных деталей, фундаментов и деталей насыщения.
На полотнище по эскизам размечают:
- контур секции;
- линии установки набора;
- контрольные линии.
Разметку начинают с построения взаимно перпендикулярных контрольных линий, от которых ведут все построение.
Если секция имеет набор одного направления, то первой устанавливают среднюю балку набора, а затем последующие по направлению к концам секции. При наличии перекрестного набора применяют раздельный и совмещенный способ сборки и сварки плоскостной секции.
При раздельном способе (рис. 8) в первую очередь устанавливают все балки (набор) главного направления (те, которые больше), закрепляют прихватками и сваривают автоматом. Затем устанавливают перекрестный набор, который приваривают полуавтоматической сваркой. Преимущество этого способа – возможность применения в наибольших объемах автоматической сварки.
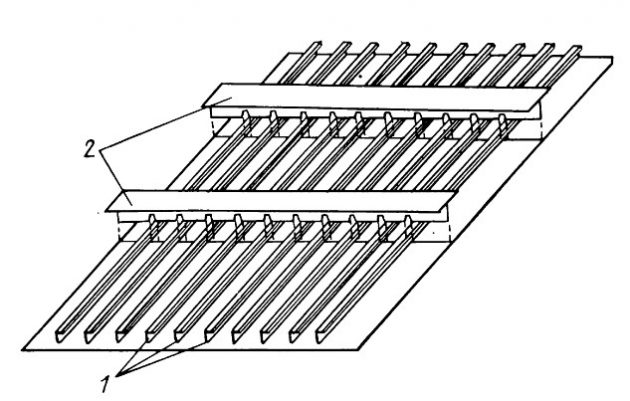
1 – продольные балки; 2 – поперечные балки
Совмещенный способ предусматривает установку набора, начиная с перекрестных связей, которые обжимаются и закрепляются к полотнищу прихватками. Набор главного направления устанавливают во вторую очередь, протаскивая его в вырезах перекрестных связей, обжимая и скрепляя прихватками. Сварку набора с полотнищем выполняют полуавтоматами.
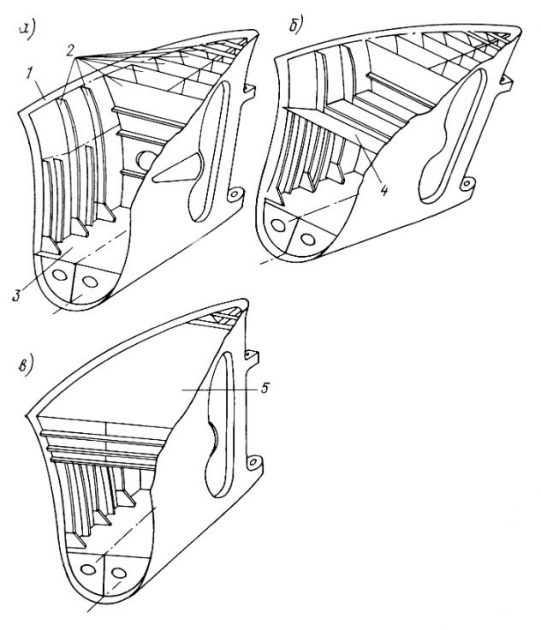
При совмещенном способе применение дуговой автоматической сварки почти полностью исключается. При системе набора с интеркостельными (разрезными) продольными связями установку и приварку набора ведут в последовательности, показанной на рис. 9.
а – установка и приварка шпангоута и разрезных продольных связей; б – установка и приварка промежуточных и последующих шпангоутов; в – собранная и сваренная секция.
1 – разрезные связи; 2 – шпангоут; 3 – полотнище; 4 – промежуточные шпангоуты; 5 – кницы
После окончания сварочных работ проверяют качество сварных швов, подвергая их внешнему осмотру или рентгенографированию. Полностью заваренную секцию тщательно осматривают и проверяют полученные сварочные деформации, а в случае необходимости подвергают правке. После правки и устранения дефектов сварных швов секцию раскрепляют рыбинами и маркируют.
Объемные секции
Рассмотрим технологическую последовательность сборки и сварки днищевой объемной секции с настилом второго дна. Такие секции собирают в универсальных постелях.
Сборка и сварка наружной обшивки
Первыми укладывают на сборочную постель листы горизонтального киля. Их устанавливают по диаметральной плоскости, пользуясь контрольными линиями, нанесенными на лекала постели.
Установка последующих поясов наружной обшивки ведется от горизонтального киля к бортам. Листы подгоняют между собой, стыкуют и прихватывают. По концам пазов и стыков наружной обшивки устанавливают выводные технологические планки. В средней части секции (по ширине) листы наружной обшивки соединяют автоматической дуговой сваркой, в районе скулы – ручной или полуавтоматической сваркой. Первыми сваривают стыки, за ними пазы.
Разметка набора наружной обшивки
Разметку мест установки набора по наружной обшивке днищевых секций производят в следующем порядке:
- проверяют, пользуясь контуровочным эскизом, габариты полотнища по полуширотам, длине и растяжке;
- выносят на полотнище базовые линии диаметральной плоскости и среднего шпангоута;
- размечают на базовых линиях места установки набора. Для этого по эскизу от базового шпангоута наносят теоретические линии флоров по пазам полотнища и натягивают стеклинь на каждом флоре по отвесу, пробивают и накернивают линии установки поперечного набора. Разметку мест установки продольного набора выполняют аналогично.
Установка и сварка набора
Последовательность установки набора определяется конструктивными особенностями днищевых секций. В секциях со сплошным (непрерывным) продольным набором его устанавливают по схеме: продольные ребра жесткости – вертикальный киль – флоры с правого и левого бортов – стрингеры с правого и левого бортов – флоры, примыкающие к ним и т. д. Для секций с разрезным продольным набором и настилом второго дна принят следующий порядок его установки: вертикальный киль – средний флор – узлы стрингеров в нос и в корму – флоры в нос и в корму, следующие участки стрингеров и т. д.
Узлы днищевого набора (вертикальный киль, флоры, стрингеры, бракеты) имеют значительную высоту, поэтому особенно тщательно проверяют вертикальность их установки с помощью шнурового отвеса. При сварке набора днищевых секций соблюдают следующую очередность. Первыми сваривают между собой связи междудонного набора. Затем набор приваривают к наружной обшивке полуавтоматом. Сварка судовых корпусов ведется от середины секции в нос и в корму и к бортам. Такая последовательность сварки называется ячейковой. При этом набор последовательно приваривается к наружной обшивке в каждой ячейке, образованной продольными и поперечными связями (рис. 10).
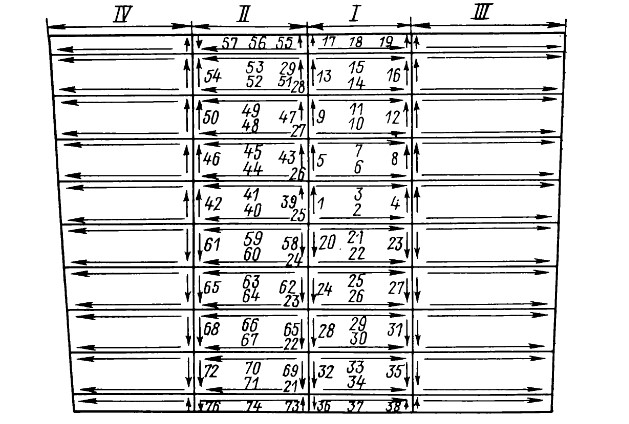
1-76 – последовательность наложения сварных швов;
I-IV – последовательность сварки ячеек
После установки и сварки всех связей продольного и поперечного набора секция накрывается настилом второго дна, полотно которого предварительно сварено. Настил обжимают к набору секции с помощью укладываемых на него грузов и закрепляют электроприхватками.
На секции размечают, устанавливают и приваривают детали насыщения, транспортировочные и кантовочные обухи. Для приварки настила второго дна к междудонному набору и для подварки стыков и пазов наружной обшивки с лицевой стороны секцию снимают с постели и кантуют.
После окончания всех сварочных работ по наружной обшивке секции удаляют временные сборочные приспособления и прихватки, зачищают металл в этих местах с помощью пневматического инструмента.
Затем, пользуясь данными контуровочного эскиза, переносят на лицевую сторону наружной обшивки и накернивают следующие базовые линии:
- диаметральной плоскости;
- среднего шпангоута;
- крайних носовых;
- кормового шпангоутов.
Наносят монтажные припуски по пазам и стыкам и контрольные линии. Выполняют также испытания сварных швов на непроницаемость.
Контуровка секции
Для контуровки секцию перекантовывают второй раз и устанавливают на тумбах в строго горизонтальное положение. Перед контуровкой в случае необходимости секцию правят одним из описанных выше способов. Контуровку секции выполняют после проверки габаритов, формы секции и нанесения на настиле второго дна базовых линий (диаметральной плоскости, среднего и крайних шпангоутов) и монтажных припусков. Припуск удаляют газовым резаком (на наружной обшивке, настиле второго дна и наборе).
После контуровки секцию маркируют. Марка наносится в районе монтажного паза правого борта у крайнего носового шпангоута.
Объемные секции оконечностей, надстроек и юта
Носовые и кормовые оконечности судна отличаются рядом конструктивных особенностей. Конструкция корпуса морских деревянных судовФорма обводов корпуса в этих районах часто имеет двоякую кривизну. Сборка секций оконечностей носит ярко выраженный объемный, пространственный характер.
В состав таких секций, наряду с деталями наружной обшивки и набора, входят:
- плоскостные секции переборок, платформ и палуб;
- узлы бракет и т. п.
Кроме того, детали секций оконечностей сопрягаются с литыми частями форштевня и ахтерштевня. Сборка объемных секций оконечностей производится в жестких постоянных постелях или кондукторах. Вместе с тем технологические процессы сборки объемных секций оконечностей имеют много общего со сборкой днищевых и бортовых секций.
Сборка объемной секции кормовой оконечности
До начала работ сборочная постель проверяется и устанавливается в строго горизонтальное положение.
Сборку секции начинают с установки в постель ахтерштевня. Это весьма ответственная операция. Ахтерштевень должен быть установлен так, чтобы ось его расточенного яблока (отверстия для гребного вала) совпадала с будущей осью валопровода и лежала в одной плоскости с осью пера руля.
В настоящее время в судостроении освоен прогрессивный способ установки в секцию ахтерштевня с окончательно расточенным яблоком. В этом случае (рис. 11) за носовой кромкой постели устанавливают шергень. На нем закрепляют визирную планку, совмещая точку пересечения ее осевых линий с осью вала.
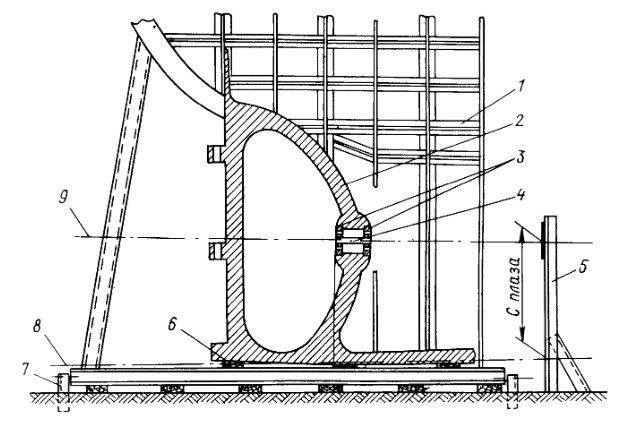
1 – постель; 2 – ахтерштевень; 3 – центрирующие кольца; 4 – оптический прибор; 5 – шергень с визирной планкой; 6 – металлические клинья; 7 – стойка стапеля; 8 – основная линия; 9 – линия оси вала
Положение визирной планки определяется плазовыми данными. Ахтерштевень устанавливают в постель краном на металлические клинья и закрепляют с помощью оттяжек с талрепами. В его яблоко посредством центрирующих колец вставляют оптический прибор. Окончательно ахтерштевень закрепляют после его центровки и проверки соосности.
Допустимыми считаются отклонения:
- от торца яблока до оси баллера +5 мм;
- от линий кромки ахтерштевня до оси вала +5 мм;
- между опорами руля +5 мм;
- между носовой кромкой рудерпоста и торцом яблока от -5 до +15 мм.
После установки ахтерштевня и проверки его положения производится дальнейшая сборка кормовой секции. Указанные отклонения положения ахтерштевня не должны возрастать в процессе сборки кормовой секции. Это достигается в результате применения определенной последовательности сварки и строгого соблюдения установленных режимов. Положение ахтерштевня контролируют с помощью оптического прибора в течение всего периода изготовления кормовой объемной секции.
Сборка и сварка наружной обшивки
Наружная обшивка кормовой объемной секции состоит, как правило, из листов сложной кривизны. Сборку листов Наружная обшивка и подкрепляющий ее наборнаружной обшивки выполняют в определенном порядке, следуя от диаметральной плоскости к бортам, вверх и в корму:
- Первым укладывают в постель лист килевой коробки. Линию диаметральной плоскости намечают на килевой коробке, совмещают с такой же линией, нанесенной на лекала постели.
- Затем килевую коробку обжимают и закрепляют прихватками. Вышестоящие над килевой коробкой листы причерчивают по кромкам килевой коробки, прирезают и устанавливают, используя риски пазов на лекалах постели.
Каждый последующий пояс наружной обшивки пристыковывают к предыдущему, обжимают по лекалам постели и соединяют с ними и между собой на прихватках. Кормовые кромки листов сопрягаются с ахтерштевнем и соединяются с ним также на прихватках. Ахтерштевень приваривают в последнюю очередь, после выполнения всех сварных швов наружной обшивки.
Разметка и установка набора и плоскостных секций
Разметку мест установки набора выполняют по плазовым эскизам и таблицам, применяя стеклинь, отвес, шланговый ватерпас и рейки.
Набор устанавливают поочередно (рис. 12). Вначале устанавливают и сваривают поперечный набор, а платформы и палубы – в последнюю очередь. В секцию устанавливают и приваривают фундаменты, детали насыщения и обухи. Сваренную секцию снимают с постели, перекантовывают и ставят на тумбы.
а – установка поперечного набора; б – установка платформы; в – установка палубы.
1 – наружная обшивка; 2 – поперечный набор; 3 – настил второго дна; 4 – платформа; 5 – палуба
На лицевой стороне наружной обшивки зачищают корень швов, удаляют прихватки и временные сборочные приспособления. Лицевую сторону обшивки сваривают ручной или полуавтоматической сваркой. Одновременно работают несколько сварщиков. Полностью сваренную секцию в случае необходимости маркируют.
Сборка объемных секций надстроек и юта
Такие секции (рис. 13) состоят из тонколистовых плоскостных секций – поперечных переборок, бортовых стенок и внутренних (продольных и поперечных) выгородок.
Объемные секции надстроек и юта в большинстве случаев собирают в перевернутом положении на вышележащей палубе.
1 – поперечная переборка; 2 – бортовые секции; 3 – внутренние выгородки
Если палуба имеет конструктивную погибь, то сборка секции осуществляется в постели. Плоскостные секции при сборке объемных секций надстроек и юта устанавливают после разметки палуб в следующей очередности:
- ставят поперечную переборку так, чтобы ее линия диаметральной плоскости была совмещена с такой же линией на палубе;
- затем устанавливают бортовые стенки. Теоретические линии их шпангоутов должны совпасть с аналогичными на настиле палубы;
- при установке внутренних выгородок проверяют положение каждой из них по крену, дифференту и высоте.
Недопустимую бухтиноватость бортовых стенок и переборок устраняют правкой.
Блоки секций корпуса
Блоки секций корпуса представляют собой крупные объемные конструкции, состоящие обычно из днищевых и бортовых секций, палуб или платформ, а также секций поперечных и продольных переборок.
Место сборки и оснастки
Сборка блоков корпуса обычно выполняется в сборочно-сварочных цехах или на других производственных площадках вблизи стапеля с таким расчетом, чтобы их транспортировка на стапель не вызывала затруднений. На некоторых заводах имеются специализированные цехи. Изготовление блоков секций в них организовано поточными методами.
Блоки секций могут быть собраны и сварены:
- в кондукторах;
- на сборочных тележках;
- на кильблоках и в клетках.
Кондуктор представляет собой сборочную постель упрощенной конструкции с небольшим количеством лекальных сечений. Кондуктор предназначен для фиксации взаимного положения секции и поддержания блока. Конструкцию кондуктора обычно дополняют металлическими лесами с горизонтальными площадками, обеспечивающими доступ ко всем монтажным стыкам и пазам корпуса. На лесах размещены сварочные аппараты и трансформаторы, проложена электроосветительная сеть, трубопроводы сжатого воздуха и воды, кислорода и ацетилена.
Сборочные тележки могут служить не только для сборки блоков секций, но и для их транспортировки и стыкования на стапеле. На раму тележки устанавливают кильблоки или лекальные балки.
Кильблок – это опорное устройство для поддержания блока секции или всего судна в процессе его постройки. Кильблоки устанавливают под набором, по килевой линии днищевых секций перпендикулярно к ДП. При сборке блоков секций применяют деревянные и металлические кильблоки.
Деревянный кильблок набирают из сосновых брусьев сечением 200 × 200 мм, 250 × 250 мм, иногда 300 × 300 мм. Кильблок может быть пирамидальной формы. В этом случае его верхний брус, называемый подушкой, имеет длину 600 мм, нижний – 1 500 мм. Высота кильблока должна быть не менее 1,0-1,5 м, что обеспечит возможность выполнения всех работ под днищем. Изменение высоты кильблока достигается с помощью двух дубовых клиньев, вставленных между подушкой и нижележащим брусом. Брусья скрепляют скобами или металлическими планками на болтах.
Будет интересно: Методы и технологические правила для правки сварных конструкций корпуса судна
Металлический винтовой разборный кильблок состоит из двух металлических клиньев, соединенных винтовой стяжкой. Клинья заключены между верхней и нижней металлическими балками. Соприкасающиеся поверхности клиньев и балок обрабатываются на станке и покрываются смазкой. Угол наклона клиньев принимается равным 10°. Изменение высоты металлического кильблока достигается с помощью гаек на винтовой стяжке. Металлические разборные кильблоки лучше деревянных: они универсальны, просто и быстро разбираются, могут использоваться многократно.
Клетки служат для восприятия сосредоточенных нагрузок корпуса или блоков секции и устанавливаются в месте пересечения набора. Клетку набирают из сосновых брусьев, уложенных рядами. Поверхность верхних, прилегающих к корпусу брусьев, должна соответствовать форме обвода корпуса, для чего их причерчивают по шаблону и простругивают. Клетки имеют ряд встречных дубовых клиньев, закладываемых под верхние брусья.
Подставы и упоры изготовляют из круглых бревен диаметром 150-250 мм. Подставы устанавливают в дополнение к кильблокам под днищем корпуса или под блоками секций. Упоры расставляют с бортов судна. Верхний конец упора упирается в башмак из угловой стали, приваренный к наружной обшивке. Нижний конец упора расклинивается.
Технология изготовления блоков
Работы, связанные с изготовлением блоков, аналогичны стапельным. Они заключаются в установке, проверке, сборке и сварке всех секций, входящих в состав блока секций. Сборку блока секций корпуса судна выполняют в такой последовательности:
- устанавливают днищевую секцию и выравнивают ее, проверяя ее положение по ДП, крену, дифференту и высоте;
- устанавливают бортовую секцию и крепят ее к днищевой секции тягами с талрепами. Проверочные работы состоят в определении фактического положения бортовой секции и установке ее точно по двум размерам: по длине и по полушироте. Точную установку секции по высоте выполняют после удаления монтажного припуска, размер которого определяют как разницу между фактической высотой секции и аналогичной на плазе;
- устанавливают, подгоняют и прихватывают к днищевой и бортовой секциям поперечную переборку так, чтобы совместить ее контрольную линию ДП с той же линией на днищевой секции;
- подают и устанавливают секции продольных переборок, прихватывая их к днищевой секции и к поперечной переборке;
- устанавливают следующую поперечную переборку и соединяют ее на прихватках с бортовой и днищевой секциями и с продольными переборками;
- ставят следующую бортовую секцию, прихватывая ее к днищевой секции и к двум поперечным переборкам;
- устанавливают секцию палубы, совмещая ее контрольные линии ДП с линиями ДП на поперечных переборках;
- устанавливают и приваривают детали насыщения, дельные вещи, фундаменты и др.;
- выполняют сварку, начиная ее от днища и палубы и двигаясь вверх. В первую очередь сваривают пазы между днищевой, бортовыми и палубной секциями, а затем приваривают поперечные и продольные переборки по контуру.
Особенности изготовления корпусных конструкций из алюминиевых сплавов
Конструкции из алюминиевых сплавов должны собираться в специальных цехах или на специализированных участках.
Детали и конструкции из алюминиевых сплавов следует предохранять от царапин. Последние приводят к разрушению специальной пленки, защищающей поверхность металла от коррозии. Не допускается хранение и изготовление деталей из алюминиевых сплавов со стальными.
Перед сваркой необходимо зачистить кромки деталей от оксидной пленки, масла и других загрязнений. Для этого нужно обезжирить ацетоном или уайт-спиритом кромки деталей и прилегающие к ним участки, а затем зачистить стальными проволочными щетками свариваемые кромки и прилегающие к ним участки поверхностей деталей шириной 15-20 мм.
Во избежание повторной зачистки промежуток времени между началом сборки и окончанием сварки не должен превышать трех суток для основных конструкций и пяти суток для второстепенных.
Специальной очистке подвергается также и сварочная проволока.
Прихватки выполняются ручной или полуавтоматической аргонодуговой сваркой теми же присадочными материалами и на тех же режимах, которые применяют для сварки деталей.
Длина прихваток и расстояние между ними назначаются в зависимости от толщины свариваемых деталей и должны ставиться от середины собираемого соединения поочередно в обе стороны. Например, для листов толщиной 2 мм длина прихваток должна быть 20-25 мм и расстояние между ними 100-150 мм; для листов толщиной 20 мм эти значения составляют соответственно 60-80 мм и 250-300 мм.
Приварные гребенки, обушки и другие временные крепления следует удалять дисковой пилой с последующей зачисткой. Удаление припусков на деталях, узлах и секциях должно выполняться, как правило, фрезерными машинками или ручной пневматической пилой. Для удаления припусков можно применять также ручную плазменную резку, однако после нее кромки следует обрабатывать механическим способом. Это требование относится ко всем деталям, вырезанным в корпусообрабатывающем цехе на плазморезательных машинах.
Установка насыщения
Оборудование, устройства, дельные вещи, трубопроводы, механизмы, электротрассы, электрооборудование, приборы, осветительную арматуру и т. п. присоединяют к плоскостям корпусных конструкций посредством специальных деталей, узлов и обрамлений, которые называют насыщением.
Существует две группы насыщения:
- доизоляционное, устанавливаемое до монтажа изоляции и зашивки;
- послеизоляционное.
Изготовление секций судна предполагает установку насыщения, как в процессе сборки блоков, так и в ходе достройки судна.
Объемы насыщения в секциях и помещениях зависят от принятой на заводе технологии, серийности постройки судов, технического и организационного уровней производства.
Номенклатуру насыщения, технические требования, технические процессы установки, правила приемки и методы контроля установки насыщения в корпусных конструкциях регламентирует ОСТ 5.9114-81.
К насыщению секций относятся:
- кабельные коробки;
- иллюминаторы;
- скоб-трапы;
- люки стандартные;
- горловины и двери с комингсами;
- приварыши, стаканы, палубные втулки, протекторы и т. п.
Требования к насыщению
До установки деталей насыщения необходимо проверить качество их обработки и покрытия (оксидирование, фосфатирование, оцинковку, грунтовку и др.). Приварыши, наклепыши, стаканы, переборочные фланцы и т. п. должны поступать с нанесенными осевыми линиями (рисками совмещения) – рис. 14.
Детали насыщения, имеющие обработанные поверхности и резьбы, должны иметь защитные кожухи и колпачки на обработанных поверхностях. После установки эти детали нужно предохранять от механических повреждений и консервировать.
Разметку мест и установку насыщения выполняют по чертежам насыщения и альбому типовых узлов установки насыщения, выпускаемых конструкторским бюро. Координаты мест вырезов, установки деталей и узлов насыщения на чертежах указываются от ближайших теоретических и контрольных линий корпусных конструкций.
Технологический процесс установки насыщения
При сборке секций в первую очередь устанавливают детали насыщения в междудонном пространстве до накрытия его настилом второго дна.
Устанавливая насыщение, проверяют наличие базовых и контрольных линий и при необходимости их восстанавливают. По чертежам или шаблонам производят разметку мест установки насыщения. Размеченные места установки кернят, обводят мелом или краской и маркируют (рис. 15).
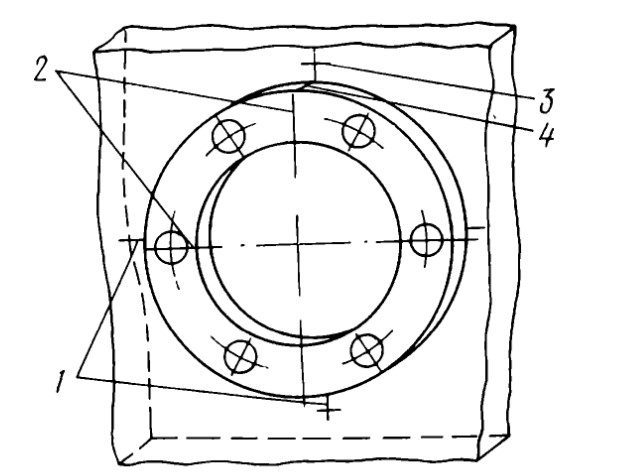
1 – риски контрольные на корпусной конструкции; 2 – риски контрольные на плоскости наварыша; 3 – риска установочная; 4 – риска контрольная торцевая
С помощью приспособлений устанавливают насыщение на размеченные места, прижимают и закрепляют их электроприхватками. Проверяют правильность установки деталей по горизонтали и вертикали, производят необходимую подгонку и окончательно приваривают детали к плоскостям. Места приварки деталей зачищают от шлака и брызг металлическими щетками, пневматическими зубилами или шлифовальными машинками.
Если насыщение крепится к конструкции с помощью клепки, то вначале его устанавливают под сверление отверстий в конструкции и крепят струбцинами или небольшими прихватками. После сверления насыщение снимают, сопрягающиеся плоскости очищают от стружки, прокрашивают и между ними устанавливают прокладку в соответствии с указанием чертежа. Обжатие под заклепку выполняют обычно с помощью сборочных болтов.
Проверочные и разметочные работы
Проверочные работы при изготовлении узлов и секций металлического корпуса судов регламентированы отраслевым стандартом ОСТ 5:9324-79. Стандарт устанавливает:
- технические требования к проверочным работам в сборочно-сварочных цехах;
- номенклатуру проверяемых параметров размеров и формы корпусных конструкций из углеродистых, низколегированных, маломагнитных сталей и алюминиевых сплавов;
- допускаемые отклонения размеров и формы основных типов узлов и секций корпуса, сборочных стендов, постелей и механизированного сборочно-сварочного оборудования. В стандарте
приведены методические указания по проверке размеров и формы основных типов узлов, секций, корпусной оснастки и механизированного оборудования.
К проверочным работам при изготовлении узлов и секций относятся: проверка размеров и положений Оборудование, оснастка, приспособления и инструмент, применяемые в сборочно-сварочных цехахсборочно-сварочной оснастки (стендов и постелей) и механизированного сборочного и сборочно-сварочного оборудования, проверка размеров и формы узлов и секций в процессе их изготовления, а также контроль размеров и формы готовых конструкций.
Проверка сборочных стендов и постелей
Проверка стендов производится при их изготовлении и затем периодически два раза в год.
Незабетонированные стенды проверяются один раз в месяц. Стенды проверяются на горизонтальность и плоскостность. Горизонтальность контролируется при помощи шлангового уровня или теодолита. Отклонения не должны превышать 1/100 длины (ширины) стенда, но не более 8 мм. Плоскостность на базе до 3 м проверяется шергенем или ниткой, на базе более 3 м – Оборудование, оснастка, приспособления и инструмент, применяемые в сборочно-сварочных цехахшланговым уровнем или теодолитом. Допускаемые отклонения при проверке плоскостности составляют 3 мм на 1 м, но не более 10 мм на длину (ширину) собираемой секции (рис. 16).
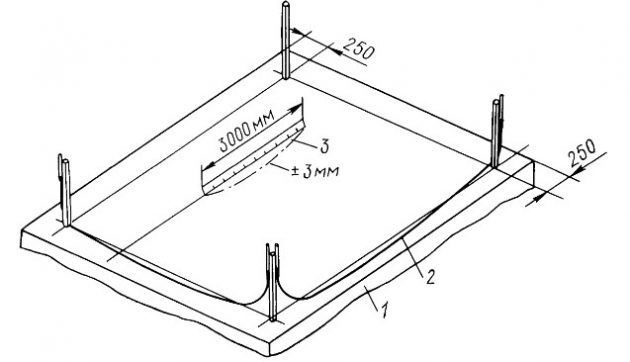
1 – стенд; 2 – шланговый уровень; 3 – линейка
При проверке стационарных постелей замеряют положения лекал по длине и ширине постели, форму, вертикальность и положение лекал по высоте. Допуск на положение лекал по длине и ширине от угла подъема наружной обшивки в продольном или поперечном ее сечении составляет от ±2 до ±10 мм.
Допуск на вертикальность и положение лекал по высоте ±5 мм проверяется при помощи шлангового уровня или теодолита.
Механизированное оборудование также периодически контролируется. Проверяемые параметры учитывают особенность оборудования и изготовляемых на нем конструкций.
Проверка узлов и секций корпуса
На примере некоторых узлов и секций корпуса рассмотрим методику проверки, проверяемые параметры и допускаемые отклонения.
Прямолинейные тавровые балки проверяют на прямолинейность в плоскости стенки и в плоскости пояска (допуск 2 мм на 1 м, но не более 8 мм на всю длину), положение пояска относительно стенки в продольном и поперечном направлениях (допуск 2 мм) и грибовидность пояска.
Проверка производится ниткой или линейкой после сварки и правки.
Форма криволинейных тавровых балок проверяется после сварки и правки плазовым шаблоном по разбивке на стенде или по контрольной прямой линии, нанесенной на детали стенки до сварки с пояском. Допускаемые отклонения формы составляют 2 мм на 1 м, но не более 10 мм на всю длину.
Проверка плоских полотнищ производится после сборки и сварки. Рулеткой замеряют длину, ширину и размеры диагоналей. Допуск на длину (ширину) зависит от размеров полотнища и составляет от -2 до +6 мм. Разность фактических диагоналей должна быть не более 5 мм.
При изготовлении фундаментов под главные механизмы рулеткой проверяют размеры опорной поверхности после сварки и правки. Допуск на длину крупных и средних судов составляет от -5 до +10 мм. Высота фундамента замеряется от опорной поверхности перпендикулярно ей до чистых кромок и должна иметь отклонение не более ±3 мм. Одновременно с проверкой высоты проверяется ступенчатость (превышение опорной поверхности одной балки над другой): она не должна быть более 5 мм.
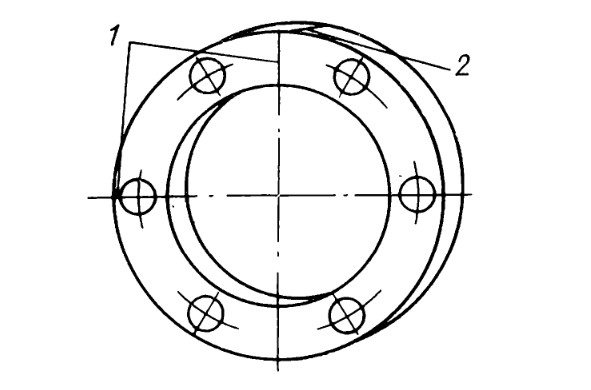
Проверка прямолинейности фундамента производится после окончания всех сборочно-сварочных работ при помощи стеклиня (нитки) или теодолита. При проверке теодолитом следует установить горизонтально фундамент по двум крайним точкам (рис. 17, а и б), затем при помощи рейки или металлического метра проверить положение промежуточных точек. Допускаемое отклонение составляет от 4 до 6 мм.
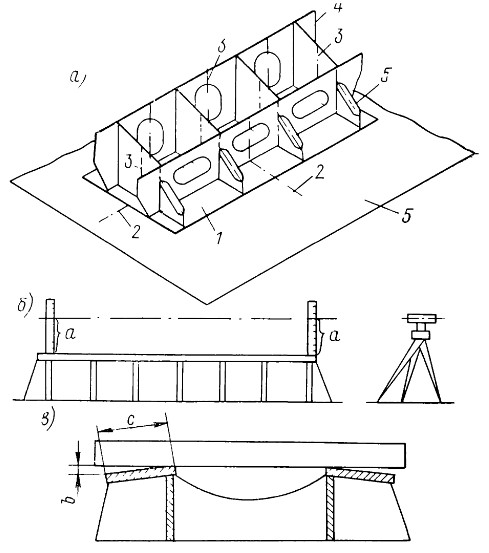
а – сборки фундамента; б – прямолинейности опорной поверхности; в – плоскостности опорной поверхности.
1 – горизонтальный лист; 2, 3 – осевые линии; 4 – опорная стенка; 5 – кницы; 6 – площадка;
а – размер от опорной поверхности до оптической линии; b – отклонение от плоскостности; с – ширина опорной поверхности
При проверке плоскостности (рис. 17, в) отклонение не должно превышать 4 мм. Плоские секции проверяют по длине и ширине (допуск от ±5 до ±12 мм), разности диагоналей (не более 5 мм) и изгибу. Изгиб замеряется после сварки по средней и крайним балкам набора вдоль и поперек секции. Он должен быть 0,002 длины (ширины) секции, но не более 200 мм на всю длину (ширину).
В объемных секциях ввиду их сложности проверяется большое количество параметров (длина, ширина, высота продольного и поперечного изгиба, скручивание, вертикальность установки переборок, палуб, платформ и т. д.). В некоторых случаях для проверки некоторых параметров требуется применение специальной оснастки и приспособлений.
Разметочные работы
При изготовлении секций в сборочно-сварочных цехах выполняют разметку теоретических линий мест установки набора, фундаментов, насыщения, контуров вырезов, а также контуровку. Контуровка секций состоит в разметке контура в соответствии с номинальными размерами чертежа или эскиза с плаза.
Исходными данными для разметки являются:
- рабочие чертежи, эскизы;
- таблицы;
- шаблоны;
- рейки, поступающие с плаза в сборочно-сварочные цехи;
- руководящие, технические материалы (ГОСТы, ОСТы и др.).
Разметка полотнищ
Разметку полотнища выполняют после его сварки и сдачи ОТК. В исключительных случаях (при односторонней сварке, при сборке полотнища на постели, если невозможна кантовка полотнища до установки набора) допускается разметка судовых конструкций (полотнища) после сварки его с одной стороны.
Размечая полотнище, как правило, наносят:
- базовые плоскости (не менее двух взаимно перпендикулярных);
- места установки набора, подкреплений и насыщения;
- контур полотнища и вырезов;
- контрольные линии.
При изготовлении полотнища на постели или механизированной линии в качестве базирующих элементов должны использоваться соответствующие контрольные линии постели или базирующие элементы на оснастке и оборудовании линии (упоры, фиксаторы и т. п.).
Разметка линий на полотнище методами геометрических построений в системе прямоугольных координат
К основным построениям можно отнести:
- деление отрезков и углов;
- нахождение центра дуги окружности;
- деление окружности на равные части, сопряжения и т. д.
Деление отрезка прямой (рис. 18, а). Чтобы разделить отрезок АВ прямой m на две равные части, проводим две дуги окружности радиусом R, большим половины АВ, с центрами в точках A и В до взаимного пересечения в точках С и D. Через точки С и D проводим прямую n, которая пересечет отрезок АВ в его середине – точке Е. Прямая n в свою очередь будет являться перпендикуляром к АВ в точке Е.
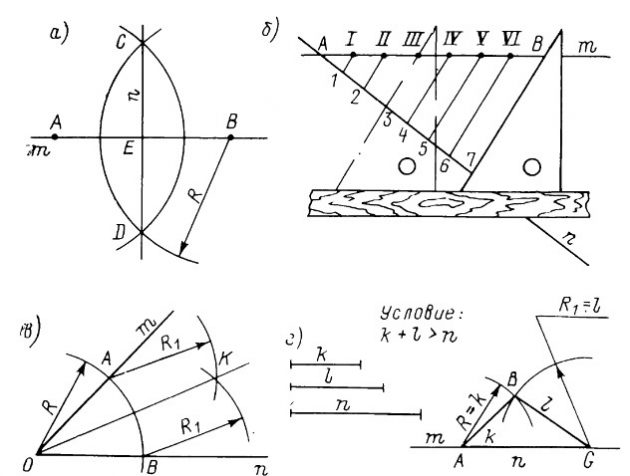
При делении отрезка АВ (рис. 18, б) прямой m на заданное число частей (например, на семь) необходимо через точку А провести под острым углом луч n, на котором от точки А отложить семь равных отрезков произвольной величины (отмечено точками 1, 2, 3, …, 7). Последнюю точку 7 соединяем с точкой В. Из точек деления 1, 2, 3, … проводим ряд прямых, параллельных прямой В7, которые разделяют отрезок АВ на 7 равных частей.
Деление угла mOn на две равные части (рис. 18, в). Проводим дугу произвольного радиуса R с центром в точке О до пересечения ее со сторонами m и n в точках А и В. Из полученных точек А и В, как из центров, проводим две дуги радиусом R1 до взаимного пересечения в точке К, через которую проходит биссектриса ОК.
Построение треугольника АВС по трем заданным его сторонам k, l, n (рис. 18, г). На произвольной прямой m откладываем отрезок, равный одной из заданных сторон треугольника, например АС=n. Из точки А, как из центра, описываем дугу окружности R=k, а из точки С – дугу окружности радиуса R1=l. Пересечение этих дуг дает третью вершину треугольника – точку В.
Определение положения центра дуги окружности. Намечаем на дуге три произвольно расположенные точки А, В, С, (рис. 19, а). Точки, лежащие на дуге окружности, соединяем и получаем хорды АВ и ВС. В середине каждой хорды восставляем перпендикуляр. Точка О пересечения перпендикуляров определяет центр окружности, которой принадлежит заданная дуга окружности. Расстояние от точки О до любой точки данной дуги будет радиусом дуги.
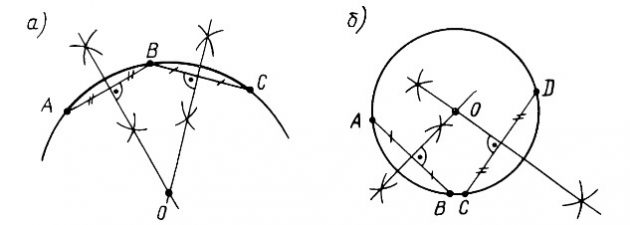
Центр окружности и ее радиус (рис. 19, б) можно определить с помощью четырех точек, соединяя которые попарно, получаем две непараллельные хорды АВ и CD. Далее построение аналогично показанному на рис. 19, а.
Деление окружности на равные части. Пример деления окружности на равные части приведен на рис. 20.
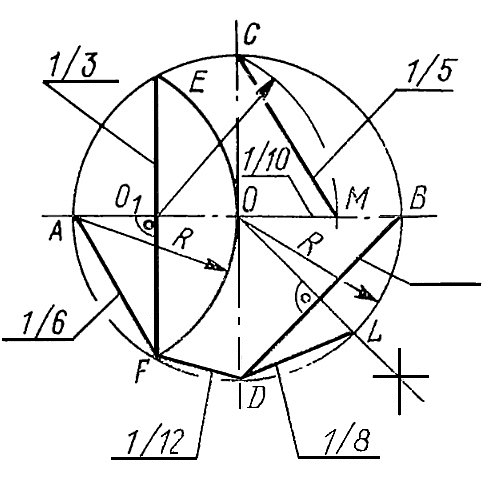
Деление на три, шесть, двенадцать частей. Радиусом из точки А (пересечение диаметра с окружностью) проводим дугу до пересечения с окружностью в точках F и Е. Отрезок FE = 1/3, AF = 1/6 и ГД= 1/12 длины окружности.
Деление на пять и десять частей. Линия FE делит AO пополам в точке O1. Из точки О, как из центра, радиусом O1O проводим дугу до пересечения с горизонтальным диаметром окружности в точке М. Отрезок СМ =1/5 и OM =1/10 длины окружности.
Деление на четыре и восемь частей. Отрезок В, соединяющий концы диаметров окружности, равен 1/4 ее части. Из центра О проводим перпендикуляр к BD до пересечения с окружностью. Отрезок DL = 1/8 длины окружности.
Уклон. Уклон представляет собой отклонение прямой линии (или плоскости) от горизонтального или вертикального направления (основания уклона). Размер уклона определяется тангенсом угла отклонения (рис. 21).
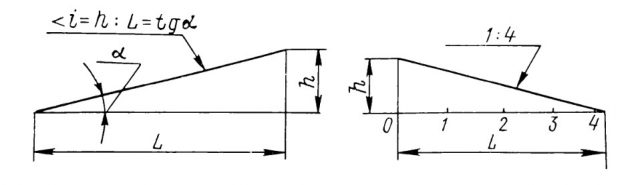
Уклон может быть выражен отношением в градусах или в процентах. Перед размерным числом ставят знак уклона вершина угла которого должна быть направлена в сторону уклона, а нижний штрих параллелен основанию уклона.
Конусность. Коническая поверхность определяется конусностью. Конусность есть отношение разности диаметров двух нормальных (поперечных) сечений кругового конуса к расстоянию между ними. Можно также сказать, что конусность равна удвоенному значению уклона образующей конуса (рис. 22).
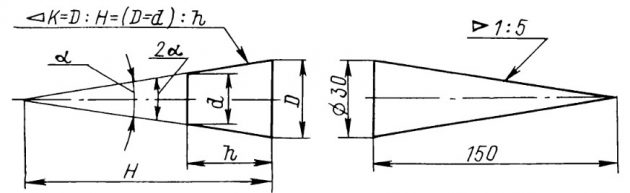
На чертежах конусность наносят согласно ГОСТ 2.307-68. Перед размерным числом, определяющим ее, ставят условный знак в виде равнобедренного треугольника, острие которого направлено в сторону вершины конуса.
Знак и цифры, указывающие размер конусности, располагают на чертежах параллельно геометрической оси конической поверхности.
Технический контроль
При изготовлении секций техническому контролю подлежат:
- сборка и сварка секций;
- сдача секции на конструктивность, т. е. полный объем сборочно-сварочных работ, включая установку и сварку насыщения, установку транспортировочных обухов, разметку контрольных линий и маркировку;
- испытание сварных швов на непроницаемость.
В табл. 1 приведены объемы и методы технического контроля качества изготовления днищевых секций, применяемых на одном из ведущих заводов отрасли.
После сдачи корпусных конструкций ОТК и испытаний на непроницаемость (в тех случаях, когда это предусмотрено технологическим процессом) их грунтуют. Грунтом называется первый слой краски, наносимый на поверхность конструкции с целью предохранения ее от коррозии.
Перед грунтовкой конструкции очищают от окалины, ржавчины, масел и других загрязнений с помощью специальных пневматических молотков для обивки окалины, пневматических стальных щеток, скребков и протирки ветошью. Поскольку на многих судостроительных заводах конструкции изготовляют из предварительно очищенного загрунтованного или пассивированного металла, перед грунтовкой очищают лишь отдельные участки конструкций, имеющие налет ржавчины или загрязнения. Грунт наносят на поверхность конструкций кистью или с помощью пистолетов-распылителей. Кромки конструкций у монтажных стыков не грунтуют на ширине 50-100 мм.
Читайте также: Устройства для погрузки, разгрузки и перемещения груза, и другие судовые такелажные работы
На многих заводах имеются специальные участки для грунтовки корпусных конструкций, размещаемые в изолированных от сборочно-сварочного цеха помещениях, оборудованные специальной системой вентиляции.






Очень хорошо все описано, радуют объяснения построения разметки!