- Сборка вспомогательных паровых машин
- Сборка поршней
- Установка параллели
- Сборка уплотнительного устройства штока
- Сборка рамовых подшипников и укладка коленчатого вала
- Сборка подшипников шатуна
- Сборка и регулировка парораспределения вспомогательных паровых машин и паровых насосов
- Особенности регулировки парораспределения насосов типа Вортингтон
- Особенности регулировки парораспределения паровых насосов типа Виртигтон
- Электронасосы
- Демонтаж электронасосов
- Монтаж электронасосов
- Сборка шестеренчатых электронасосов
- Сборка центробежных электронасосов
- Теплообменные аппараты
- Монтаж теплообменных аппаратов
- Сборка теплообменных аппаратов с U-образными трубками
- Сборка теплообменных аппаратов с прямыми трубками
- Сборка теплообменных аппаратов с нагревательными батареями
Сборка вспомогательных паровых машин
Сборка поршней
- Перед сборкой поршней и заводкой их в цилиндры должны быть проверены зазоры в паровых, золотниковых и насосных цилиндриках согласно табл. 1.
- Прилегание сопрягаемых поверхностей конуса поршня с конусом поршневого штока должно быть равномерным и не менее 90 %.
- Неплотность прилегания торца гайки к верхней торцовой поверхности поршня с местными зазорами выше 0,03 мм не допускается.
- Излом оси шток—стержень шатуна допускается не свыше 0,15 мм на длине шатуна.
- После заводки поршней в цилиндры и установки их на штоках необходимо, чтобы давление со стороны уплотнительных колец на стенку цилиндра не было чрезмерным (при отнятом шатуне поршень со штоком должны опускаться вниз от собственного веса), а также выдержаны зазоры, указанные в табл. 2.
- Перед заводкой в цилиндр шток необходимо проверить на изгиб, для чего нужно приложить линейку с двух сторон к штоку. После заводки штока в
цилиндр установить ползун на параллель, прижать его щеками и проверить расположение штока в цилиндре.
Установка параллели
- Рабочая поверхность каждой параллели должна быть при горячем состоянии машины параллельна оси цилиндра и оси коленчатого вала.
- Для установки параллели производят проверку положения штока в цилиндре без шатуна и поршня:
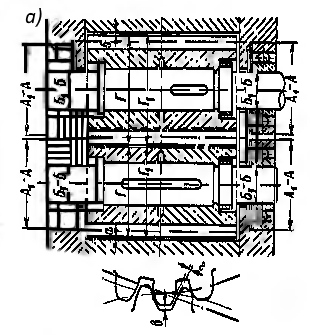
- для проверки положения параллели относительно оси цилиндра шток, введенный в цилиндр, располагают в каждом из крайних положений ползуна на параллели так, чтобы расстояния А и Б вверху и В к Г внизу между образующими цилиндра и штоком, лежащие в продольной плоскости машины (т. е. по оси вала), были соответственно равны вверху и внизу (рис. 1). Это покажет, что шток не имеет в данной плоскости ни смещения, ни уклона; боковые зазоры между ползуном и щеками параллели также должны быть равны;
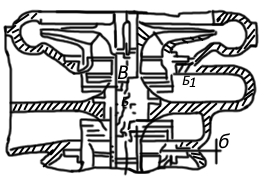
- для проверки положения параллели относительно оси коленчатого вала машины проверяется положение штока в поперечной плоскости машины (т. е. в перпендикулярном к оси вала направлении). Между щеками параллели и ползуном прокладывают латунную прокладку нужной толщины и, прижав щеками плоскость ползуна к плоскости параллели, замеряют расстояния с и б от штока до поверхности цилиндра в его верхней части, в и г — в уплотнительной коробке (рис. 2).
- Если, а — б — в — г (рис. 3) при верхнем и нижнем положениях ползуна со штоком, то шток стоит правильно и, следовательно, плоскость ползуна пришабрена правильно. Если значение этих разностей отрицательно, то плоскость ползуна пришабрена неправильно или параллельно перекошена:
- если определение положения штока вверху покажет уклон его в сторону, например от параллели (рис. 3), и при перемещении штока вниз зазор между штоком и стенкой уплотнительной коробки увеличится со стороны параллели и уменьшится с обратной стороны, т. е. везде, то причина перекоса штока — неправильная пригонка плоскости ползуна, которая оказалась не параллельной оси штока;
- если при уклоне штока в ту же сторону, что и в предыдущем случае, перемещение штока вниз не изменит зазоров между штоком и стенками уплотнительной коробки, это свидетельствует о неправильном положении плоскости параллели.



Сборка уплотнительного устройства штока
- Во избежание перекоса нажимной втулки уплотнительной коробки с мягкой набивкой при нажатии проверяют щупом с разных сторон равенство зазоров между штоком и втулкой, а также равенство зазоров между фланцами втулки и корпусом коробки.
- Мягкую уплотнительную набивку предварительно пропитывают смесью подогретого цилиндрового масла с графитом. Шлаги мягкой набивки ставятся стыками вразмет, а концы срезаются наискось по плоскости перпендикулярно к штоку.
- Величины установочных и предельно допустимых зазоров в уплотнительных устройствах приведены в Сборка вспомогательных турбогенераторовтабл. 35. Зазоры в уплотнительных коробках турбины. Для вспомогательных паровых машин, работающих перегретым паром, необходимо проверить, не превышает ли величина смешения оси цилиндра при его прогревании величину установочного кольцевого зазора в уплотнении штока. При наличии такого превышения установочный кольцевой зазор в уплотнительной коробке должен быть увеличен. Величина смещения оси цилиндра при прогретой машине определяется по формуле:
где:
- R – расстояние между осью цилиндра и плоскостью параллели при холодном состоянии машины, лик;
- а – коэффициент линейного расширения чугуна, равный 0,000011 мм/мм °C;
- tср — средняя температура стенки цилиндра во время его работы, град,
- t — температура машины во время сборки, град.
Сборка рамовых подшипников и укладка коленчатого вала
- Вкладыши рамовых подшипников должны удовлетворять следующим требованиям:
- вкладыш плотно лежит в гнезде;
- плоскость разъема параллельна стенке вкладыша, если вкладыш прямоугольный, или средней образующей ее, если вкладыш полукруглый, допускается непараллельность не более 0,04 мм на длине 300 мм;
- рабочая поверхность вкладыша пригнана по шейке коленчатого вала по краске, причем толщина вкладыша от спинки до рабочей поверхности по всей ее средней образующей должна быть одинаковой;
- вкладыш прилегает к шейке на протяжении 100—120° (⅔ полуокружности); по обеим сторонам вкладыша должны быть сделаны масляные холодильники с шириной по дуге вкладыша 15°.
- Пригонка рамовых подшипников должна обеспечивать не только хорошее прилегание всех вкладышей к шейкам вала, но и правильное положение коленчатого вала, при котором:
- ось коленчатого вала должна лежать в плоскости, проходящей через ось цилиндра при прогретой машине;
- ось коленчатого вала должна быть перпендикулярна оси
цилиндров; - ось коленчатого вала должна располагаться по высоте так, чтобы высота вредного пространства в паровом цилиндре соответствовала установленной величине (установочные величины вредных пространств в цилиндрах вспомогательных паровых механизмов см. табл. 3), а у всех рамовых, мотылевых и головных подшипников имелся необходимый запас на износ.
- Биение шеек коленчатого вала в рамовых подшипниках при снятых крышках и верхних вкладышах подшипников не должно превышать 0,03 мм.
- Для обеспечения правильного положения коленчатого вала необходимо, чтобы;
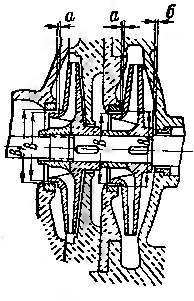
- расстояния, а – б (рис. 4), что обеспечивает расположение оси коленчатого вала в плоскости, проходящей через ось цилиндра;
- расстояния в от вала до верхней плоскости рамы были во всех подшипниках равны.
- Величина масляных зазоров зависит от диаметра шейки и системы смазки и приводится в табл. 4. Определение масляного зазора производится посредством свинцовых выжимок. Регулировать масляный зазор в подшипнике следует исключительно набором прокладок. Число прокладок и толщина их с обеих сторон подшипника должны быть одинаковы.
- Соосность рамовых подшипников при их пригонке необходимо периодически контролировать путем замера раскепов всех мотылей коленчатого вала, искривление вала укажет на нарушение соосности подшипников. Точки, между которыми замеряется расстояние для определения раскепа, должны быть максимально удалены от шейки мотыля, а для удобства пользования целесообразно их окернить кружком. Расстояние между щеками замеряется микрометрическим штихмасом или индикатором с удлиненной ножкой. Замеры производить при четырех положениях каждого мотыля: верх, низ, правый борт, левый борт. При искривлении вала необходимо сразу же разобраться в том, какие ошибки при пригонке рамовых подшипников привели к этому искривлению. При определении стороны выпуклости кривизны вала необходимо исходить из того положения, что при деформации вала угол между щекой мотыля и рамовой шейкой не изменяется, а деформация происходит в районе мотылевой шейки. После окончания пригонки до сборки поршневого движения величины раскепов не должны превышать 0,02— 0,04 мм.
- Ремонт коленвала и других основных подвижных деталей дизелейУкладка коленчатого вала представляет одну из наиболее ответственных операций, так как неправильная укладка коленчатого вала и увеличение масляных зазоров в рамовых подшипниках ведут к появлению стуков и перекосу всего поршневого движения машины.

Сборка подшипников шатуна
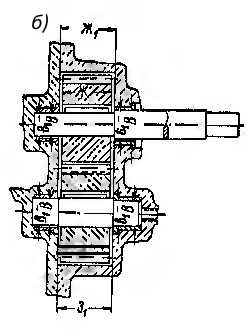
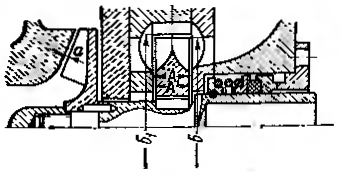
- Перед сборкой подшипников шатуна, имеющего два головных подшипника, необходимо зафиксировать правильное положение штока поршня и поперечины при шатуне, собрать головные подшипники и, вращая машину, подвести шейку мотыля под верхний вкладыш мотылевого подшипника, после чего проверить боковые осевые зазоры с и б головных и мотылевого подшипников (рис. 5). Если при равных осевых зазорах а головных подшипников зазоры б мотылевого подшипника при расширении цилиндра во время прогревания машины не будут выбраны даже при некотором износе упорного подшипника, значит, головные подшипники не перекашивают шатун. В противном случае шатун перекашивается и головные подшипники необходимо перешабрить.
- Для правильной сборки подшипников шатуна необходимо, чтобы:
- овальность и конусность головных и мотылевых шеек были меньше предельно допускаемых, см. табл. 4 и 5;
- поверхность этих шеек была отшлифована;
- парные головные шейки на поперечине штока располагались на общей оси а эта ось или ось гнезда головного подшипника в поперечине была параллельна подошве ползуна и перпендикулярна оси штока,
- ось подшипника мотылевой шейки была параллельна оси коленчатого вала и параллели;
- шток правильно располагался в цилиндре.
- После окончательной сборки подшипников шатуна должны быть достигнуты:
- соосность парных головных подшипников;
- параллельность друг другу осей верхней и нижней головок шатуна при перпендикулярности этих осей к оси шатуна и расположении их строго в одной плоскости.
- Окончательная сборка подшипников шатуна производится следующим образом:
- вычисляются осевые зазоры на холодной машине между щеками мотыля и торцами мотылевого подшипника при данном положении вала в осевом направлении, если ось шатуна располагается строго в поперечной плоскости цилиндра. Вычисление производится исходя из записанного в формуляре расстояния оси цилиндра от торцовых поверхностей ближайших к ней гнезд рамовых подшипников в нос и корму;
- шток с ползуном заводится на место и крепится примерно среднем положении;
- если первым собирается головной подшипник, то его собирают на шейке в тугую, а под мотылевый подшипник при снятой крышке подводят шейку мотыля. Если при равных осевых зазорах по головному подшипнику осевые зазоры по мотылевому подшипнику не соответствуют требуемым, то головной подшипник перешабривается. По окончании этой пригонки вновь проверяется правильность осевых зазоров по головному и мотылевому подшипникам и, если они соответствуют требуемым, приступают к сборке мотылевого;
- если первым собирается мотылевый подшипник, то его собирают на шейке в тугую, а подшипник или шейку, расположенные в верхней головке шатуна, подводят (путем вращения вала) под шейки или Приборы и автоматы для комплектования подшипниковподшипники в поперечине штока. Если при равенстве осевых зазоров по головному подшипнику осевые зазоры по мотылевому подшипнику не соответствуют требуемым, это указывает на перекос оси мотылевого подшипника в вертикальной плоскости, что устраняется перешабриванием мотылевого подшипника. Для выявления перекоса оси мотылевого подшипника в горизонтальной плоскости передают вес штока с ползуном и шатуном на мотылевый подшипник, ослабляют ползун в нащечинах параллели, собирают головной подшипник в тугую и замеряют зазоры под подошвой шатуна с носовой и кормовой стороны. Разница в этих зазорах укажет на перекос оси мотылевого подшипника в горизонтальной плоскости, который устраняется перешабриванием мотылевого подшипника.
- При перешабровке подшипников шатуна могут измениться зазоры между крышкой цилиндра и поршнем, а также между поршнем и днищем, после перешабровки подшипников эти зазоры проверяются согласно табл. 3.
- Величину масляного зазора в подшипниках шатуна у вспомогательных паровых машин проверяют путем пробы подшипника «на качку». Для этого, собрав головной подшипник на масле и зажав его стяжные болты до отказа, отводят его от вертикального положения на угол 30—35° и затем отпускают.

При правильно подобранной величине масляного зазора шатун должен под действием собственного веса медленно возвращаться в вертикальное положение. Быстрое падение шатуна укажет на излишек масляного зазора, а способность удерживаться в наклонном положении—на недостаточную величину этого зазора.
Сборка паровых насосов
- При сборке поршней насоса кромки бронзовых колец должны быть запилены, чтобы заусеницы не послужили причиной заедания колец. Эбонитовые кольца при ослаблении можно увеличить в диаметре нагревом в горячей воде перед сборкой.
- Сборка отливных и приемных клапанов насосов должна производиться с особой тщательностью. Клапаны должны быть хорошо притерты с учетом того, что у самодействующих клапанов ширина уплотняющего пояса на гнездах конических клапанов должна быть примерно в два раза больше, чем у других (у клапанов диаметром до 50 мм 2—3 мм) если ширину уплотняющего пояса клапанных гнезд насоса оставить минимальной, то на конической поверхности каждого самодействующего клапана быстро образуется кольцевое углубление и плотность посадки резко нарушается. Трехдисковые клапаны не притираются, если же они окажутся покоробленными, то их выравнивают на плите, так как требуется, чтобы поверхность этих клапанов была гладкой и ровной.
- Предохранительные перепускные клапаны насосов регулируются так, чтобы они травили при давлении, превышающем максимальное Методы обнаружения дефектов и поврежденийрабочее давление насоса на 10 %.
- У всех паровых насосов строго выдерживается линия осей паровых и гидравлических цилиндров. Необходимо проверять, чтобы эта линия не была нарушена при монтаже, особенно при переборках, так как нарушение этой линии может привести к задирам штоков цилиндров, поломке поршневых колец и другим авариям.
Сборка и регулировка парораспределения вспомогательных паровых машин и паровых насосов
- При сборке цилиндрических золотников без колец или с неразрезными кольцами установочный зазор между рабочей втулкой золотникового цилиндра и золотником выдерживают согласно табл. 6. У цилиндрических золотников с разрезными кольцами эти кольца должны пригоняться и устанавливаться с зазорами согласно табл. 7. Если золотник имеет кольца без напуска, то, во избежание волочения пара в кольцевых зазорах между золотниковым цилиндром и телом золотника при малых открытиях окон, кромки золотника нужно скосить.
- При сборке плоского золотника нужно проверить, чтобы зеркало золотниковой коробки было строго параллельно оси золотникового штока. При креплении плоского золотника на штоке между крепительной гайкой и телом золотника оставить зазор 0,03—0,05 мм, обеспечивающий постоянное прижатие золотника к зеркалу давлением пара. В таком положении крепительную гайку надежно застопорить контргайкой.
При сборке золотникового привода с двущечной кулисой необходимо:
- Проверить равенство высоты обоих секторов кулисы и перпендикулярность их рабочей поверхности по отношению к боковой поверхности. Высота секторов в районе переднего хода дается на 0,03—0,05 мм больше, чем в остальной части.
- Проверить равенство высот распорных втулок кулисы.
- Рабочие поверхности секторов кулисы и вкладышей камня пришабрить взаимно по краске.
- Между боковыми поверхностями камня и секторов установить зазоры согласно табл. 8.
- Шейки кулисного камня не должны иметь овальности или задира.
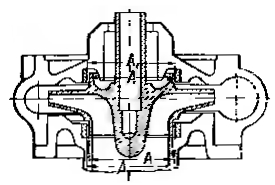
- Правильность взаимного положения всех рабочих поверхностей собранной кулисы проверить на плите (рис. 6). При этом парные шейки кулисы установить параллельно плите и проверить:
- перпендикулярность боковых плоскостей секторов плите;
- отсутствие смешения парных шеек кулисы на высоте секторов;
- параллельность шейки камня плите и, следовательно, отсутствие перекоса в поперечном сечении кулисы. Чтобы убедиться в отсутствии смещения шеек кулисы по ее длине и отсутствии перекоса шейки камня в направлении вдоль кулисы, сделанную проверку контролируют при вертикальном положении кулисы по отношению к плите (рис. 7).
- Ось шейки камня должна быть строго перпендикулярна оси золотникового штока. Для регулировки парораспределения вспомогательных паровых машин достаточно установить золотник на штоке по заданным линейным опережениям.


Перед регулировкой парораспределения предварительно определяется положение ползуна и коленчатого вала при нахождении поршня в мертвых точках верхней и нижней (в. м. т. и н. м. т.).
Для нахождения в. м. т. следует:
- повернуть машину так, чтобы мотыль, двигаясь снизу-вверх, остановился не дойдя 30—35° до в. м. т., в этом положении наносят постоянную риску 1 (рис. 8) на ползуне и против нее временную риску 2 на параллели, постоянную риску 5 на верхнем вкладыше рамового подшипника и против нее временную риску 6 на валу;
- повернуть машину в том же направлении через в м. т., пока риска 1 на ползуне не окажется несколько ниже риски 2 на параллели, после этого изменить направление вращения машины так, чтобы мотыль опять двигался снизу-вверх (этим учитывается влияние слабины в подшипниках), и остановить, когда риска 1 на ползуне окажется точно против риски 2 на параллели, в этом положении машины поставить на валу вторую временную риску 7 против постоянной риски 5 на вкладыше подшипника;
- разделить дугу на валу между двумя временными рисками 6 и 7 пополам и в точке деления на валу поставить риску в. м. т., при положении этой риски против риски 5 на вкладыше подшипника мотыль и поршень будут находиться в в. м. т.
- при положении поршня в в. м. т. поставить на параллели против риски 1 на ползуне новую риску 3 (постоянную риску в. м. т.), эта риска будет нужна при проверке величины вредного пространства в верхней полости цилиндра. Точно так же находится и н. м. т. Риски на валу, определяющие положение мертвых точек, замаркировать.

Перед регулировкой устанавливается высота верхнего вредного пространства при найденном положении поршня и ползуна в в. м. т., отмеченном рисками 1 на ползуне и 3 на параллели (рис. 8). Для этого надо найти положение поршня и ползуна при разобранном головном подшипнике и закрытой крышке цилиндра. Когда поршень упрется в крышку цилиндра, поставить на параллели риску 9 точно против риски на ползуне.
Предлагается к прочтению: ТО и ремонт судовых дизелей
Расстояние между рисками 3 и 9 (в мм) даст величину верхнего вредного пространства цилиндра. Таким же образом определяется и высота нижнего вредного пространства цилиндра. Эта величина верхнего и нижнего вредных пространств должна быть в пределах величин, указанных в табл. 3.
Если крышки золотниковых коробок располагаются сверху, то замер фактических величин линейных опережений производится при помощи поверочных реек. Для каждого золотника подготовляется свой комплект реек, одна для шаблона зеркала, другая для шаблона золотника, третья — временная вспомогательная.
Разметка основных поверочных реек производится следующим образом:
- на рейку А (рис. 9) с зеркала золотниковой коробки наносится точное расположение его окон и линия Ф — расположения фланца золотниковой коробки;
- на рейку Б наносится с золотника точное расположение всех его полей и внутренних каналов, если же верхним полем золотника служит его уплотнительное кольцо, к верхней кромке которого, когда золотник находится на месте, нет свободного доступа, то на рейку должна быть дополнительно нанесена линия К — расположения верхней плоскости крышки золотника, конец рейки Б выше верхней риски отрезается.

Для замера фактических величин линейных опережений нужно мотыль поставить в положение в. м. т., а затем в н. м. т. и в обоих положениях замерить фактические величины линейных опережений:
- при верхнем расположении крышки золотниковой коробки, установив поршень в в. м. т., на верхнюю кромку золотника устанавливают вспомогательную рейку В и замеряют ею расстояние от верхней кромки золотника до кромки фланца золотниковой коробки (риска Ло на рейке В, рис. 9). Наложив затем рейку В на рейку А так, чтобы риска Ло пришлась против риски Ф на рейке А, а свободный конец рейки В уходил вверх, прикладывают рейку А к рейке Б так, чтобы верхний конец риски К уперся в нижний конец рейки В, получают положение золотника на зеркале при нахождении поршня в в. м. т. Искомую величину линейного опережения получают непосредственным измерением на рейках. Так же получают и величину линейного опережения в н. м. т.;
- при боковом расположении крышки золотниковой коробки замеры удобнее производить путем заводки в открывшееся окно деревянного клина и отметки — на клине того сечения, которое окажется против зеркала.
Необходимые установочные величины линейных опережений должны быть взяты из формуляра механизма.
Особенности регулировки парораспределения насосов типа Вортингтон
Регулировка может производиться двумя способами: по средним и крайним положениям поршней, причем в обоих случаях на холодном насосе при снятой крышке золотниковой коробки. Величину открытия этих окон на зеркале замеряют:
- при плоских золотниках — непосредственно на зеркале;
- при цилиндрических золотниках — при помощи реек, как и при установке Главные и вспомогательные паровые котлыпарораспределения вспомогательных паровых машин. При регулировке необходимо учитывать предусмотренное конструкцией наличие значительной слабины в каком-либо из соединений каждого золотникового привода в осевом направлении. Назначение ее — создать отставание в движении золотника, чтобы управляемый им поршень несколько задерживался в крайних положениях.
- Для установки золотников по средним положениям поршней оба поршня фиксируются в среднем положении, считая крайними положения их при упоре в крышку и днище. Оттягивая затем каждый золотник в осевом направлении сначала в одну сторону, а затем в другую, определяют величину открытая окон в каждую из полостей обоих цилиндров. Величины открытия окон в противоположные полости одного и того же цилиндра должны быть одинаковы.
- Для установки золотников по крайним положениям поршней один из поршней ставится в одно, а затем в другое крайнее положение. В обоих положениях поршня замеряют величину открытия соответствующего окна золотником, приводимым в движение перемещаемым поршнем, при замере оттягивают золотник в осевом направлении в то положение, которое он должен занять под воздействием только что заканчивающегося перемещения поршня. Величины открытия окон в противоположные полости одного и того же цилиндра должны быть одинаковы. Таким же образом должны быть отрегулированы величины открытия окон и вторым золотником.
- В обоих случаях, если величина открытия окон у разных цилиндров окажется разной, а слабина в приводе каждого золотника может регулироваться, величины открытия окон должны быть выполнены одинаковыми у обоих цилиндров. После окончания регулировки все соединения золотникового привода, имеющие контргайки, должны быть надежно законтрены.
Особенности регулировки парораспределения паровых насосов типа Виртигтон
При регулировке этого парораспределения необходимо правильно установить только вспомогательный золотник одним из трех следующих способов:
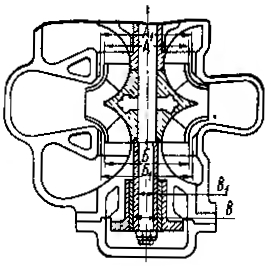
- Вспомогательный золотник устанавливают (рис. 10) по имеющимся заводским маркам на кронштейне золотникового привода. Замеряют между ними расстояние N и, ввертывая или вывертывая затем нарезную часть золотникового штока из муфты 1, получают такое положение этой части штока, чтобы расстояние между рисками головки 2 и муфты 1 равнялось расстоянию N. После этого закрепляют нарезную часть штока контргайкой, установив нижнюю гайку 3 так, чтобы ее риска отстояла от риски головки на ту же величину N, гайку 3 застопоривают контргайкой.
- При отсутствии заводских марок нужно перекрыть водяные клапаны насоса так, чтобы он мог качать воду за борт или в пустой отсек. Затем пустить насос самым малым ходом и отрегулировать его на ходу. Сначала надо регулировать момент переброски золотника при верхнем положении поршня, для чего ввертывать нарезную часть штока муфты 1 до тех пор, пока поршень не начнет упираться в крышку. Тогда шток на 1-1 ½ оборота отвернуть назад и застопорить контргайкой. После этого перейти к регулировке момента переброски золотника при нижнем положении поршня, вращением нижней гайки опускать ее до тех пор, пока поршень не начнет упираться в днище цилиндра, после чего поднять эту гайку на 1 ½÷2 оборота вверх и застопорить контргайкой.
- Третий способ, наиболее практичный поршень поднимается в верхнее крайнее положение до тех пор, пока не упрется в крышку на штоке поршня по кромке нажимной сальниковой втулки карандашом делают отметку. Затем поршень опускается в крайнее нижнее положение до упора в днище, и карандашом по той же кромке сальниковой втулки делают вторую отметку.

Расстояние между отметками карандаша делится на четыре равные части, затем поршень поднимается на четверть хода вверх (т. е. пока отметка на штоке поршня, соответствующая ¼ хода снизу или % хода сверху, не сравняется с кромкой сальниковой втулки). Такое положение поршня будет соответствовать отсечке впуска пара в верхнюю полость при ходе поршня вниз.
Для установки парораспределения надо поставить главный золотник влево, вспомогательный золотник при помощи гаек на золотниковой
тяге установить так, чтобы нижняя кромка его производила отсечку впуска пара в окно, находящееся на, плоском срезе главного золотника. После этого поршень поднимается вверх на ¾ хода (т. е. пока отметка на штоке поршня, соответствующая ¼ хода снизу или хода сверку, не сравняется с кромкой сальниковой втулки). Такое положение будет соответствовать отсечке впуска пара в нижнюю полость цилиндра при ходе поршня вверх.
Затем Топливные насосы золотникового типаглавный золотник подвигается вправо, заводским маркам, а вспомогательный золотник устанавливают так, чтобы верхняя кромка его производила отсечку впуска пара в окно, находящееся на плоском срезе главного золотника. Если на золотниковой коробке не имеется крышки и нельзя вдеть взаимного расположения золотников, то установка золотников производится при помощи шаблонов. Для этого изготовляется шаблон плоского среза главного золотника с расположенными на нем окнами и шаблон вспомогательного золотника. Сняв нижнюю крышку золотниковой коробки, замеряют расстояние от нижней кромки вспомогательного золотника до нижней кромки плоского среза главного золотника и, перенеся эти величины на шаблоны, определяют взаимное расположение золотников.
При сборке сальниковой коробки нижняя втулка поджимается настолько, чтобы золотниковый шток не мог опускаться под действием собственного веса и веса вспомогательного золотника, в противном случае произойдет преждевременный впуск пара в нижнюю полость цилиндра, и поршень, двигаясь сверху вниз, пройдя подхода, будет возвращаться к верху.
Электронасосы
Демонтаж электронасосов
При капитальном ремонте электронасосы демонтируются с фундамента полностью вместе с фундаментными рамами. При текущем или среднем ремонте может быть демонтирована и разобрана только гидравлическая часть агрегата или какой-либо ее узел. Отдача механизмов с фундамента, разборка, маркировка и выгрузка их производятся в соответствии с § 58.
Монтаж электронасосов
При достройке судна или после капитального ремонта электронасосы устанавливаются на фундамент в собранном виде вместе с фундаментными рамами (см. гл. Судовой фундамент, центровка и установка механизмовОбработка фундаментов и центровка механизмов и Судовые фундаментыКрепление механизмов на фундамент судна).
При этом необходимо:
- при монтаже всасывающего и нагнетательного трубопроводов тщательно подогнать фланцы трубопроводов к соответствующим фланцам насоса. Круговой зазор между фланцами трубы и насоса должен быть не более 3 мм и легко выбираться при подтягивании трубы;
- обеспечить непараллельность фланца трубы фланцу насоса не более 0,5 мм на 100 мм диаметра фланца;
- надежно уплотнить фланцевые соединения прокладками, особенно фланцевые соединения всасывающего трубопровода. После среднего и текущего ремонта сборка гидравлической части насоса или отдельных узлов гидравлической части производится в соответствии с нижеперечисленными требованиями.
Сборка шестеренчатых электронасосов
- Все детали, подвергающиеся во время работы внутреннему давлению, должны пройти гидравлические испытания на прочность и плотность.
- Уменьшать расстояния между осями цилиндрических расточек в корпусе под шестерни и осями расточек в проставках и крышках под втулки и шарикоподшипники не допускается.
- Ремонт коленвала и других основных подвижных деталей дизелейБиение шеек вала под втулки или шарикоподшипники друг относительно друга не должно превышать 0,04 мм.
- При нарезке зубьев допускаются:
- радиальное биение основной окружности не более 0,04 мм;
- предельное отклонение нормального шага +0,020 мм;
- отклонение по профилю зуба не более 0,020 мм;
- отклонение толщины зуба по нормали не более 0,05 мм;
- отклонение по направлению зуба не более 0,015 мм.
- После нарезки кромки зубьев шестерен на торцах закругляются по радиусу около 0,3—0,5 мм.
- При расточке корпуса насоса для сохранения радиальных зазоров между корпусом и шестерней допускается изготовление шестерен с увеличенной головкой зубьев, причем увеличение должно быть не более 0,05 модуля.
- Шестерни насаживаются на вал по плотной посадке 2-го класса точности.
- Шестерни надежно стопорятся от осевых перемещений.
- Предохранительно-перепускные клапаны после гидравлического испытания регулируются на давление начального и полного перепуска, указанное в формуляре механизма.
- Зазоры во всех узлах электронасосов устанавливаются в пределах нормальных установочных величин. В тех же узлах электронасосов, в которых детали не подвергались ремонту или замене, оставляются несколько повышенные величины зазоров, но не достигающие предельно допустимых величин.
- Зазоры в зубчатом зацеплении устанавливаются в пределах нормальных установочных величин. Проверка производится на оттиск свинцовой проволокой толщиной 0,5—0,8 или 0,8—1,0 мм.
- При сборке насосов после среднего или текущего ремонта масляные зазоры в подшипниках и зубчатой передаче могут быть увеличены по сравнению с установочными, но не более чем на 60 % при среднем и на 85 % при текущем ремонте от разницы между предельно допустимыми и установочными зазорами.
- Ниже приведены величины установочных и предельно допустимых зазоров в зависимости от наружного диаметра шестерни (табл. 9).
- При сборке электронасосов Ремонт вспомогательных и промысловых механизмовподвижные детали собираются с соответствующими посадками, а неподвижные надежно насаживаются и крепятся предусмотренными креплениями.
- При наличии редуктора торцы зубчатых колес и шестерен редуктора располагаются в одной плоскости. Смещение торцов допускается не более 0,05 мм.
- Внутренние плоскости насоса, соприкасающиеся с рабочей средой, тщательно очищают.
- Острые кромки зубьев шестерен перед установкой в корпус заваливают.
- Ведущая и ведомая шестерки насоса пригоняются друг к другу по краске. После пригонки контакт в зацеплении шестерен насоса должен быть не менее
60 % по высоте и не менее 65 % по длине зубьев. - Насос после окончательной сборки подвергается пробному гидравлическому испытанию рабочей средой при давлении, указанном в формуляре механизма.
- При сборке электронасоса вал гидравлической части с валом редуктора или электродвигателя должен быть отцентрован в пределах:
- смещение осей валов не более 0,15 мм;
- излом осей валов на 1 м не более 0,5 мм.
- После среднего ремонта электронасосов, поскольку в отдельных неремонтируемых узлах остаются повышенные зазоры, допускается несколько повышенный шум. Снижение производительности насоса после среднего ремонта допускается до 5 %, а снижение напора до 3 % против спецификационных величин при нормальном числе оборотов.
Сборка центробежных электронасосов
- Неперпендикулярность плоскостей фланцев, соединяющих корпус насоса с опорным кронштейном, фонарем или корпусом электродвигателя, к оси расточки под подшипники и уплотнения вала допускается не более 0,05 мм на 1 м длины.
- Технология изготовления узлов, секций и блоков секций корпусаЧасти корпуса, имеющие разъем в плоскости, проходящей через ось вала, пригоняются между собой так, чтобы при проверке на краску плоскость прилегания была не менее двух пятен на 1 см2. Щуп 0,05 мм не должен проходить между соединяемыми плоскостями. Плоскости разъема можно смазывать уплотняющей мастикой (шеллаком, белилами и др.).
- Установка вставок корпуса производится с учетом изменившихся после ремонта размеров ротора.
- Соосность оси расточки (под рабочие колеса, внутреннее уплотнение, наружное уплотнение и подшипники) с осями расточки всасывающего насоса (под-рабочее колесо и вал) и кронштейна с выносным подшипником должна выдерживаться в пределах смешения не более 0,02 мм излом осей должен выдерживаться за счет шабровки плоскостей фланцев корпуса основного насоса, корпуса разрежающего насоса и кронштейна с подшипником.
- Вкладыши подшипников, залитые баббитом, плотно пригоняются в корпусе подшипника с проверкой по краске. Щуп 0,05 мм не должен входить между вкладышем и телом корпуса.
- При укладке ротора за базу принимается ось расточки корпуса и плоскость разъема корпуса, совпадающая с осью расточки.
- Плоскость, проходящая через середину рабочих колес центробежного типа, должна совпадать с плоскостью, проходящей через центр спирального канала улитки в корпусе насоса, с отклонением (смещением по оси вала) не более 0,3 мм.
- Рабочее колесо всасывающего насоса, не имеющее дисков, устанавливается в середине расточки корпуса так, чтобы оба осевых зазора по обе стороны колеса были одинаковыми-, допускается разница в величине осевого зазор, а, в пределах 25 % от суммарной величины осевых зазоров между корпусом и рабочим колесом.
- При сборке ротора должен быть предусмотрен осевой зазор а (для разбега ротора) в верхнем подшипнике в пределах 0,05—0,2 мм.
- Осевой зазор во внутреннем уплотнении между торцами уплотнительных колес в корпусе или крышке и торцами заточек или выступов рабочих колес устанавливается не менее 0,5 мм.
- Цилиндрические выступы или заточки рабочих колес должны входить в уплотнительные кольца, установленные в корпусе или в крышке, не менее чем на 75 % их ширины. В отдельных случаях допускается величина этого перекрытия до 60 % ширины выступа или заточки рабочего колеса.
- Радиальные и осевые зазоры при сборке в зависимости от типа, производительности и назначения насоса см. табл. 10—15.

Теплообменные аппараты
Монтаж теплообменных аппаратов
Демонтаж, разборка, маркировка и выгрузка теплообменных аппаратов производятся в соответствии с общими правилами.
Проверку фундаментов перед установкой аппаратов, установку аппаратов на фундаменты и крепление их см. Судовые фундаменты, установка и крепление механизмовКрепление механизмов на фундамент судна.
Все вновь изготовленные детали и теплообменные аппараты в сборе подвергаются гидравлическому испытанию с выполнением следующих требований:
- Гидравлическому испытанию на прочность подвергаются после окончательной механической обработки: корпуса и крышки аппаратов, теплообменные трубки до установки на место, корпуса арматуры. Новые сварные конструкции, имеющие по присоединительным фланцам минимальные припуски на окончательную обработку после испытания, допускается испытывать до обработки фланцев.
- Гидравлическому испытанию на плотность подвергают трубные доски с развальцованными в них трубками для проверки качества вальцовки трубок, запорные органы арматуры для проверки притирки и готовые теплообменные аппараты с их арматурой по отдельным полостям (паровой, масляной, топливной и т. п.) для проверки правильности и качества сборки.
- Нормы пробного давления при гидравлическом испытании теплообменных аппаратов в сборе и их деталей должны соответствовать ГОСТ 1999—60.
- Повышение пробного давления при гидравлическом испытании теплообменных аппаратов или их деталей должно производиться постепенно в течение 5—10 мин.
- При испытании теплообменного аппарата каждая полость (паровая, водяная, масляная) должна быть испытана отдельно соответствующим пробным давлением на плотность водой. Кроме того, топливную полость подогревателей нефти испытывают на плотность, помимо воды, горячим топливом при температуре 95° с тем же давлением, масляную полость маслоохладителей и подогревателей масла испытывают на плотность, помимо воды, горячим маслом при температуре 70° с тем же давлением.
- Испытание считается принятым, если при постоянном давлении в указанных выше условиях не будет обнаружено, признаков разрыва, остаточной деформации, течи, отпотевания, появления слезинок или других неплотностей.
Сборка теплообменных аппаратов с U-образными трубками
- Перед сборкой проверяют основные размеры и форму корпуса, отклонения от цилиндрической формы не должны превышать допусков табл. 16. Плоскости фланцев- для крепления трубной доски и фланцев патрубков проверяют по плите и щупу, отклонение от плоскости допускается не более 0,1 мм. Уменьшение толщины фланца корпуса допускается до 10 % от чертежного размера, но не более 3 мм.
- Стальная литая крышка может быть оставлена для сборки без ремонта, если глубина коррозии внутренней ее поверхности не превышает 10 %. Плоскость основного фланца крышки и плоскость поверхности внутренних перегородок требуется проверить по плите и щупу, отклонение от плоскости допускается не более 0,1 мм. Уменьшение толщины фланца крышки допускается до 10 % от чертежного размера, но не более 3 мм.
- Пучок U-образных трубок с трубной доской:
- если негодные трубки не могут быть заменены без вырубки годных трубок, то допускается глушение этих трубок в следующем количестве: при текущем ремонте до 10 %, при среднем ремонте до 5 % от числа в каждом протоке, каждую поврежденную трубку глушат с обоих концов металлическими конусными пробками типа рис. 11;
- овальность отверстий в трубных досках перед заводкой трубок должна быть не более 0,05 мм;
- зазоры между отверстиями в трубной доске и трубками до их развальцовки должны быть выдержаны согласно табл. 17;
- трубки перед вальцовкой устанавливаются так, чтобы их оси были направлены перпендикулярно плоскости трубной доски, и чтобы была выдержана высота колокольчиков. Отклонение от перпендикулярности трубок к трубной доске допускается не более 2 мм на 1 м длины;
- Ремонт трубопроводов и арматурывальцовка трубок производится равномерно по окружности и по длине развальцовываемого пояса, причем развальцованный конец трубки не должен доходить до внутренней кромки трубной доски на 3—5 мм (размер а, рис. 12, 13) во избежание подрезки трубки.



После развальцовки выступающие концы трубок раздаются для образования колокольчика. Высота колокольчиков может быть принята по табл. 17, а угол конуса колокольчиков может быть принят 30° (рис. 13):
- зазоры между петлями трубок должны быть одинаковыми. При окончательной сборке теплообменного аппарата проверяют:
- комплектность узлов, 75) правильность протоков.
- установку диафрагм и отбойного щита,
- установку прокладок и набивок.
- длину и диаметр болтов и шпилек.
Сборка теплообменных аппаратов с прямыми трубками
- У корпусов теплообменных аппаратов с поперечными диафрагмами для изменения направления потока охлаждаемой среды овальность в районе установки диафрагм должна составлять не более 1,5 мм.
- При большой разработке резьбы в доске для уплотнительных втулок допускается нарезка более полной резьбы метчиком с увеличенным на 0,1—0,3 мм диаметром, у отдельных отверстий нарезается резьба, увеличенная до следующего стандартного размера; при этом диаметр гладкого отверстия в заплечики гнезда под уплотнение не должен быть увеличен.
- Трубки прямые:
- для морской воды рекомендуется применять трубки из мельхиора марки МН 70—30, для пресной воды — из латуни марки Л68;
- перед сборкой трубки подвергают гидравлическому испытанию в течение 10 сек.;
- трубки обрезают строго по длине. Трубки, подлежащие развальцовке в трубной доске, обрезают так, чтобы после их установки и развальцовки была обеспечена необходимая высота колокольчика.
- Втулки уплотнительные изготовляют из оловянистой латуни марки Л062—1. Овальность внутреннего диаметра под трубку и заплечики должна быть не более 0,10 мм.
При сборке необходимо тщательно провести:
- установку диафрагм и отбойных щитов;
- установку трубных досок и связей;
- вальцовку трубок или установку набивки и уплотнительных втулок;
- установку протекторов и арматуры.
При сборке маслоохладителей, у которых -масло проходит по корпусу, омывая трубки снаружи, между цилиндрической стенкой корпуса и диафрагмами устанавливаются зазоры не более 1 мм на сторону. Местное увеличение зазора допускается при условии, что общая площадь просвета между корпусом и кромкой диафрагмы не превысит площади просвета при величине зазора 1 мм на сторону. Трубки аппаратов без уплотнений на концах должны развальцовываться только после окончательного присоединения трубных досок к корпусу. При наличии уплотнений концы трубок должны быть водонепроницаемы, а втулки поставлены так, чтобы трубки имели возможность расширяться.
Читайте также: Механическая мастерская на судне
Окончательно уплотнительные втулки прижимают после того, как на место установлены все трубки и выполнена набивка всех уплотнений аппарата. При нажатии втулки оставляется зазор между заплечиками втулок и торцами трубки с одной или с-обеих сторон (рис. 14). Величина зазора должна находиться в пределах от 2 до 4 мм на 1 м длины трубки.

Не допускается нажатие до соприкосновения заплечиков втулок с торцами трубок с обеих сторон каждой трубки. После окончательной сборки теплообменного аппарата раздельно по каждой его плоскости производится гидравлическое испытание согласно требованиям, приведенным выше. Испытание полости в корпусе теплообменного аппарата производится при снятых лючках для наблюдения за состоянием вальцовки трубок или уплотнительных устройств. Гидравлическое испытание паровой полости конденсаторов, трубки которых уплотняются мягкой набивкой, производится водой, подогретой до 50—60°.
Сборка теплообменных аппаратов с нагревательными батареями
К теплообменным аппаратам данной конструкции относятся испарители установок, опреснители опреснительных установок и другие аппараты с нагревательными батареями.
- Если на площади, превышающей 25 % всей внутренней поверхности корпуса, наблюдается отставание полуды и наличие черновин, то выполняется полное лужение корпуса. Внутренняя поверхность корпусов, соприкасающаяся со вторичным паром (а также сепаратора и батареи), теплообменных аппаратов, предназначенных для пополнения убыли пресной питьевой воды, должна быть вылужена чистым оловом. Олово для полуды должно иметь сертификат или быть проверено анализом.
- Концы трубок змеевиков перед заводкой их в коробки зачищают до чистого металла и обезжиривают.
- Зазор между расточкой гнезда в коробке и трубкой змеевика до пайки должен быть не более 0,30 мм. Если зазор больше указанного, то производится развальцовка трубок.
- При сборке батареи необходимо:
- установить равноразмерные зазоры между петлями каждого змеевика и между змеевиками;
- выдержать параллельность осей трубок змеевиков между собой;
- правильно и надежно установить все уплотнительные прокладки и крепления деталей и узлов батареи между собой;
- правильно собрать тележку батареи.
- Трубки для змеевиков батареи изготовляются из тянутых медных труб марки М3 и поступают на сборку отожженными. При сборке теплообменных аппаратов обратить внимание на правильность установки прокладок и надежность соединения деталей. Гидравлическое испытание теллообменного аппарата вместе с его арматурой на плотность производится раздельно по каждой полости согласно приведенным выше требованиям.
Нормы гидравлических испытаний — см. табл. 18 и 19.





