Монтаж паровых котлов производится по строго установленному порядку и технологиям, после чего подготавливается к гидравлическим испытаниям.
- Общее положение
- Требования к котлам при их монтаже и ремонте
- Огнетрубные котлы
- Водотрубные котлы
- Ремонт огнетрубных и водотрубных котлов
- Погрузка котлов в корпус судна
- Транспортировка котлов к судну
- Установка и крепление котла на судовых фундаментах
- Монтаж обшивки котла, воздухонаправляющих устройств, трубопроводов на котле, топочных устройств, поддона и кирпичной кладки
- Внутренние работы в котлах
- Монтаж внутренних частей
- Монтаж арматуры и приводов к ней
- Монтаж автоматической системы управления горением и питанием котлов
- Крепление изоляции, монтаж газоходов
- Монтаж газоходов котла
- Чистка котла, освидетельствование и разборка
- Чистка котла
- Подготовка котла при ремонте к освидетельствованию. Дефектация и разборка
- Испытание котлов после монтажных работ на судне
- Подготовка к испытаниям
- Гидравлическое испытание котла
Для сокращения срока достройки или ремонта судна большую часть работ необходимо выполнять в цехах. Объем насыщения котлов или узлов в цехе должен быть максимальным и включать:
- сборку корпуса котла;
- сборку переходных частей фундамента или переходной фундаментной рамы с опорами котла;
- монтаж кирпичной кладки;
- установку арматуры;
- установку топочных устройств;
- изготовление и установку трубопроводов, расположенных на котле;
- установку и зашивку изоляции на котле.
Общее положение
Поставка котлов с неполным объемом насыщения или отдельными узлами допускается в случаях, когда отсутствуют необходимые подъемно-транспортные средства или из-за габаритов котлы нельзя перевозить по железной дороге. Отдельные детали или узлы (Шверты, рули и их арматура на малотоннажных судахарматура, хвостовые части, сухопарники), затрудняющие транспортировку, устанавливаются на котлы после доставки на место назначения. Пригонка этих деталей или узлов выполняется в цехе завода-изготовителя котла с необходимой маркировкой деталей или узлов и мест их пригонки. Переходные рамы и переходные части фундамента, изготовляемые котлостроительным заводом, поставляются в сборе с котлом, маркируются места расположения установочных домкратов.
Котлы, поставляемые в сборе с арматурой, кроме гидравлического испытания корпуса в цехе завода-поставщика должны подвергаться гидравлическому испытанию на плотность согласно ГОСТ 1999—60. По согласованию с судостроительным заводом гидравлическое испытание котла в сборе с арматурой может не производиться в цехе завода-поставщика.
Если котел должен быть поставлен заводу-строителю судна с установленной изоляцией, то в местах всех соединений и швов, а также около горловин, наклепышей и клапанов изоляцию выполняют в виде съемных покрытий (рис. 1).

Цель этих покрытии обеспечить возможность наблюдения за местами соединений при испытаниях после монтажа на судне. Котлы, прошедшие гидравлическое испытание в цехе завода-поставщика, консервируют для защиты от коррозии. Вынутое из котла перед транспортировкой влагопоглощающее вещество на судне укладывается вновь.
Требования к котлам при их монтаже и ремонте
Требования, предъявляемые к котлам, поставляемым на монтаж при достройке судна, зависят от типа котла и сводятся к следующему.
Огнетрубные котлы
При полном насыщении котла для агрегатной установки. Для защиты выступающих и легко повреждаемых частей на котел перед отправкой к месту монтажных работ обычно со стороны переднего фронта и топочных устройств устанавливают деревянные или металлические щиты.
В случае снятия части арматуры и других деталей при перевозке к месту монтажных работ все свободные фланцы арматуры, штуцеров, наварышей или накпепышей на котле закрывают деревянными или металлическими заглушками и пломбируют. Открытые наружные резьбы деталей, установленных на котел, закрывают деревянными или металлическими пробками.
Для ускорения монтажных работ в цехе заранее подгоняют по месту топочные рамы, дымовую коробку и пароперегреватель.
При неполном насыщении котла на котлостроительном заводе осуществляют сборку барабана с огневыми камерами, жаровыми трубами, дымогарными трубками и связями. Выполняют контрольную сборку дымовой коробки и топочного устройства с барабаном котла, а также контрольную сборку воздухоподогревателя с дымовой коробкой. Производится также необходимая маркировка соединяемых узлов и частей котла.
Водотрубные котлы
При полном насыщении котла с установленной изоляцией парового коллектора центровые риски с переднего и заднего днищ выносятся на открытые поверхности обшивок или специально закрепленные кронштейны (см. рис. 23).
Положение штуцеров водомерных приборов должно отвечать требованиям, указанным ниже.
На внешние кромки переходных частей фундамента и переходной рамы выносятся риски, соответствующие продольным и поперечным осевым котельных опор (величина допускаемого разворота парового коллектора указывается в техническом доку менте конструкторского бюро). Отверстия в полках переходной рамы для ее крепления к судовому фундаменту просверливают на котлостроительном заводе. Латунные пластины плотно прикрепляют к основаниям котельных опор. На длине 50—70 мм допускаются местные зазоры, не превышающие 0,1 мм.
Основания опор поставляемых котлов обрабатывают станочным способом или в случае слесарной пригонки подвергают в процессе сборки котла контролю по проверочной плите «на краску» (4-5 пятен на 1 дм2). Полки, расположенные на основании переходной рамы и примыкающие к судовому фундаменту, не обрабатываются. Монтажные и тепловые зазоры подвижных опор при закреплении прижимных планок должны быть выдержаны в пределах отклонений, указанных в чертеже (рис. 2, визиры А, Б, В).

Собранные с котлом переходные части фундамента или переходную раму грунтуют суриком.
При неполном насыщении котла. Поставляемые без установленной арматуры, топочных устройств и изоляции Общие сведения по подготовке производства и организации монтажных работкотлы после окончания их постройки подвергают в цехе гидравлическому испытанию без арматуры и доставляют к месту монтажных работ.
Пригнанные, но не установленные детали и узлы отправляют одновременно с котлом на завод, производящий их монтаж. Кирпич, изоляционные материалы и трубы для монтажа котла обычно поставляет завод-строитель судна. Состояние арматуры, поступающей или установленной на место перед монтажными работами, проверяют в процессе общего осмотра котла, одновременно проверяют и записи в формулярах, паспортах и сертификатах.
После расконсервации производится осмотр наружных частей и фланцев арматуры, фланцев штуцеров, наварышей и наклепышей коллекторов (арматура для осмотра не разбирается).
Не допускаются:
- трещины на корпусах и фланцах арматуры, на фланцах штуцеров, наклепышах и наварышах коллекторов;
- коррозия и забоины на штоках клапанов;
- поперечные риски, глубокие забоины и раковины на присоединительных поверхностях фланцев.
Допускаются:
- отдельные круговые риски на присоединительных поверхностях фланцев арматуры и коллекторов котла;
- отдельные (не более пяти) забоины и раковины на уплотнительных поверхностях фланцев глубиной до 0,5 мм, если их наибольший размер не превышает 10 % от ширины уплотнительного пояска и края забоины зачищены заподлицо с плоскостью фланца;
- незначительные риски на выточках под сферические шайбы (не более трех на 1 выточку). Арматуру без клейма окончательной приемки ОТК. завода или цеха-изготовителя устанавливать на котел не допускается.
Для устранения глубоких забоин, раковин и поперечных рисок допускается дополнительная механическая или слесарная обработка фланцев арматуры, а также наварышей, наклепышей и штуцеров коллекторов. После расконсервации производится осмотр крепежных деталей и металлических прокладок.
Не допускается устанавливать:
- болты, шпильки и гайки с заметными на глаз дефектами резьбы;
- болты и гайки со смятыми гранями и углами;
- болты и шпильки с погнутым стержнем;
- металлические прокладки, имеющие поперечные риски, забоины, трещины и другие повреждения гребешков.
В маркировке на гайках и шпильках для арматуры на рабочее давление, свыше 64 кг/см2, должна быть указана марка стали, из которой они изготовлены. Гайки следует наворачивать на резьбу соответствующих болтов и шпилек без люфта.
Паронитовые прокладки вырезают по размерам уплотнительных поясков, они не должны иметь расслоений, изломов, надрезов и рванин. Устанавливать набор прокладок до указанной в чертеже толщины не допускается. Каждая прокладка может быть использована только один раз.
Не допускаются трещины, глубокие забоины и вмятины, коррозия и повреждения резьбы на деталях форсунок, сервомоторов и приводов. Кромки прижимного отверстия и распылителей форсунок должны быть острыми, без забоин и царапин. Требуется, чтобы поршни сервомоторов легко (без заеданий) перемещались в корпусах, а валики кронштейнов приводов вращались в подшипниках под действием веса рычагов. Насос-форсунки с гидроприводомФорсунки и сервомоторы без клейма приемки ОТК устанавливать на котел не разрешается.
Обязательные требования:
- при соединении воздухонаправляющих устройств с форсуночным штуцером форсунка должна быть навернута па резьбу форсуночного штуцера не менее чем на 3-4 нитки и застопорена;
- выдержан установочный размер между торцами форсунки и форсуночного штуцера. Если чертежом не оговорены допускаемые отклонения от этого размера, их следует принимать равными ± ½ шага резьбы форсуночного штуцера;
- форсунка должна легко входить в форсуночный штуцер. Незначительные искривления форсуночного штуцера допускается править ударами ручника или кувалды;
- положение форсунок относительно фурмы и расстояние между их осями зависят от положения форсуночных штуцеров, их, как правило, проверяют специальным шаблоном, так как при неправильно выложенной фурме происходит коксование форсунки и нарушение горения.
Для фиксации положения опор на переходной раме фундамента укладывают нужных размеров прокладки, удаляемые при монтажных работах на судне. При закреплении переходных частей или переходной рамы (при сборке котла) в процессе подгонки к подвижным опорам, типовые конструкции которых изображены на рис. 2, выполняются следующие требования:
- зазор между шайбами и лапой опоры выдержан в пределах 0,3—1,0 мм;
- расположение болтов относительно центров отверстий в лапах спор выдержано согласно чертежу;
- зазор Б между втулками и стенками отверстий забиты прокладки, удаляемые яри монтажных работах на судне.
При старой технологии крепления котлов предварительно обработанные плиты должны иметь припуск по толщине для главных отлов 20 мм, для вспомогательных 10 мм. Плиты, прижимные планки и крепежные детали котлостроительный завод отправляет на монтаж вместе с котлом в законсервированном виде. Болты для крепления опор обычно заводят со стороны переходной рамы или переходных частей фундамента. Когда расстояние между основными фундаментами и опорной плитой переходной части фундамента меньше длины болтов, последние допускается заводить со стороны опор. Энергетические установки плавучих доковФиксация установки и крепления котла обеспечивается плотным прилеганием гаек и головок болтов к поверхностям, щуп 0,10 мм не должен (проходить на длине не менее 1/3 окружности гайки или головки болта. На некоторых заводах устанавливают несколько (4-8) тризонных установочных болтов.
Ремонт огнетрубных и водотрубных котлов
При ремонте водотрубных и Судовые котлы и котельные установкиогнетрубных котлов выдерживаются следующие требования:
- Все новые и отремонтированные детали и узлы, поступающие на судно, должны быть полностью подготовлены к установке и закреплению на котле. Пройти необходимые испытания и контроль в цехе.
- На судне котел должен быть полностью счищен от грязи, накипи, масла, шлама и других отложений и подготовлен к сборочным работам.
- Все изготовленные вновь или отремонтированные старые детали и узлы котла должны иметь маркировку, обеспечивающую быструю установку и закрепление детали или узла на котле.
Огнетрубные котлы. В трубных решетках огнетрубных котлов диаметр гнезд должен быть максимально увеличен для приварки или вальцовки вставляемых труб не более чем на 1 мм соответствующего наружного диаметра вставляемой трубы. Овальность отверстия должна быть не более 0,5 мм. Не допускаются раковины на гнездах, трещины на решетке (в результате температурных напряжений или неудовлетворительной вальцовки).
В крышках горловин, на поверхностях соединения с арматурой, наварышей и патрубков не допускается коробление. На жаровых трубах в местах правки для подкрепления участка должны быть установлены скобы жесткости с дугообразными вырезами для облегчения циркуляции воды в котле. Сумма площадей всех зазоров (так называемое живое сечение) замененной или отремонтированной колосниковой решетки должна быть равна 15-25 % от общей площади решетки.
Водотрубные котлы. В заглушенных по каким-либо причинам трубах предусматривается отверстие в стенке, чтобы воздух и влага при нагревании не вытолкнули из трубы поставленные заглушки.
В кирпичной кладке все разрушенные и выкрошившиеся кирпичи должны быть заменены, а трещины заделаны мергелем или смесью шамота с огнеупорной глиной. Для болтов крепления кирпичей допускается максимальное (до 40 %) уменьшение площади сечения.
Увеличение производительности котельных форсунок свыше нормы допускается не более чем на 10 %. Допускаются к дальнейшей эксплуатации листы обшивки, газонаправляющие щиты, листы поддонов и воздухонаправляющих устройств:
- с износом по толщине не более 50 %;
- с утонением на листах и угольниках фундамента от оборжавления не более 30 %;
- три отсутствии сквозных про ржавления.
Погрузка котлов в корпус судна
Транспортировка котлов к судну
Огнетрубный котел устанавливают на железнодорожную платформу или баржу на специальный фундамент, который может быть изготовлен также из деревянных брусьев. На платформе котел обтягивают при помощи талрепов во избежание сдвига при перевозке.
Водотрубные котлы, под топки которых ниже водяного коллектора, при перевозке к месту погрузки на судно устанавливают на высокие подставки (кабаны), а при погрузке на судно опускают либо на судовой фундамент, либо на специально подготовленные клетки.
Проверка и подготовка котельных фундаментов. Устанавливать и крепить котел та фундаменте разрешается после окончания и сдачи ОТК (в районе котельного отделения) основных корпусосварочных работ, испытаний междудонных и бортовых отсеков на водонепроницаемость. Отступления от этого правила допустимы с разрешения конструкторского бюро завода. ОТК разрешает устанавливать котел на судно после предварительной проверки соответствия комплектности и объема насыщения котла, а также внешнего осмотра и устранения обнаруженных повреждений. Если опорные поверхности фундамента обработаны, их предварительно очищают от консервирующей смазки и следов ржавчины.
Высоту и форму фундамента для огнетрубного котла (рис. 3) проверяют до ватерпаса, по шаблонам или рейкам, маркировку фундамента — по координатам чертежа и произведенной разметке.

Для водотрубного котла проверяют переходные части фундамента или переходную раму, а также соответствие зазоров между шайбами и лапами опор и расположение болтов. Проверяют также размеры фундамента и его расположение по отношению к переборкам и диаметральной плоскости судна. Продольные и поперечные центровые риски на поперечной переборке должны быть восстановлены или нанесены вновь (рис. 4). Закерненные риски на кромках опорных плит и поперечной переборке обводят белилами. Для котлов, устанавливаемых на переходных частях фундамента или переходных рамах, опорные поверхности фундамента не обрабатываются и поэтому они не должны иметь припусков. Для котлов, устанавливаемых на монтажных плитах, пригоняемых по месту, опорные поверхности котельных фундаментов должны предусматривать следующий припуск на обработку: 5 мм для главных котлов и 3 мм — для вспомогательных. Размеры опорных плит судовых фундаментов в случае применения переходных частей должны обеспечить расположение кромок этих плит на расстоянии 80-90 мм от вертикальных стенок переходных частей (рис. 2). Это требование применительно к вспомогательным котлам соблюдается только в отношении двух противоположных сторон периметра опорной плиты.
 Рис. 4 Маркировка судового фундамента и допускаемые отклонения от координат чертежа
Рис. 4 Маркировка судового фундамента и допускаемые отклонения от координат чертежа
Положение опорных поверхностей котельных фундаментов в местах установки опор можно проверять по струне (рис. 5), натянутой по контрольным линиям на бортах или при помощи шланговых ватерпасов. Струны закрепляют к скобам, приваренным на переборках или бортах.

Необработанную опорную поверхность фундаментных плит (не плоскостность) проверяют по линейке и щупу, причем линейку укладывают на плиты вдоль фундамента (рис. 6).

Непараллельность Δ опорных плит фундамента основой плоскости (рис. 4) допускается до 10 мм на 1 пог. м и при установке котлов на переходных частях и до 5 мм на 1 пог. м при. установке котлов прочими способами, разворот опорных плит фундамента в горизонтальной плоскости от номинального положения до 10 мм на 1 пог. м.
В условиях серийного производства сверление фундаментов для Судовые котлы и котельные установкиустановки вспомогательных котлов на переходной раме производится по контршаблону, согласованному с шаблоном для сверления отверстий в полках переходной рамы. При установке котла на монтажных плитах, изготовляемых по замерам с места, опорные поверхности фундамента обрабатывают для обеспечения плоскостности на станке или вручную. Чистота обработки не ниже 4-го класса по ГОСТ 2789—59.
Плоскостность обработанной поверхности фундамента проверяют:
- при станочной обработке линейкой и щупом: зазор при наложении линейки на всю длину поверхности не должен превышать 0,15 мм при длине поверхности до 500 мм и 0,2 мм — при длине свыше 500 мм,
- при слесарной обработке проверочной плитой «на краску»: не менее 5 пятен на 1 дм2, которые должны располагаться равномерно по всей поверхности. На обработанной поверхности допускаются «черновины» площадью каждая не более 25 см2, их общая площадь не должна превышать 15 % всей обработанной поверхности фундамента.
Погрузка котлов в котельные отделения. Для предохранения изоляции и арматуры деревянные щиты устанавливаются во всю длину котла, а не только под стропы. В местах прохода стропов снимают изоляцию, и на стропы подкладывают обычно плетеные из ворса маты, а в случае необходимости между стропами закладывают упоры.
Огнетрубный котел при погрузке в корпус судна остропиливают и отдают талрепы, после контрольного подъема краном (на 100-200 мм) для проверки качества островков котел опускают на судовой фундамент (рис. 7), затем снимают стропы и выравнивают котел при помощи установленных в намеченных местах судового фундамента домкратов.

Погрузка водотрубного котла на судно осуществляется различными способами в зависимости от его конструкции, веса, наличия грузоподъемных средств и условий доставки котла к месту монтажа, а именно:
- в собранном виде с обшивкой, изоляцией, пароперегревателем, кирпичной кладкой и арматурой;
- без отдельных узлов, например, без пароперегревателя и экономайзера, без поддона, кирпичной кладки и др.;
- отдельными узлами — коллекторы, трубы, пароперегреватель в сборе, экономайзер и т. п.
Первый, наиболее рациональный, способ обеспечивает минимальный срок, высокое качество, а также меньшую стоимость монтажных работ.
Второй способ применяется, если вес котла в сборе превышает грузоподъемность кранов.
Третий способ осуществляется очень редко, если нет возможности воспользоваться первым или вторым из-за габаритов котла или отсутствия транспорта для перевозки котла в сборе к месту монтажа.
Предлагается к прочтению: Конструкция и расчет бортовых перекрытий
После того как крепления котла для перевозки удалены, проверяют наличие временных прокладок в тепловых и монтажных зазорах, заложенных в цехе для фиксирования положения опор, эти прокладки удаляют, когда котел закреплен на судне.
Погрузка котла на судно в собранном виде может производиться в такой последовательности:
Если жесткость каркаса обшивки и Грузоподъемность и грузовместимостьгрузоподъемность крана или другого подъемного средства достаточны, подъем и опускание котла в судно осуществляют, подвешивая котел к одному гаку подъемного крана при большом угле наклона стропов
Подготовляя котел к погрузке, выполняют следующие работы:
- снимают изоляцию в местах прохода стропов;
- устанавливают деревянные щиты или брусья для предохранения арматуры, наружных труб и обшивки;
- подкладывают маты под стропы;
- устанавливают упоры между стропами, чтобы уменьшить нагрузку на каркас и обшивку из-за большого уклона стропов;
- между нижними коллекторами котла устанавливают распорные деревянные брусья (или металлические распорки), чтобы предотвратить деформацию котельных труб, на которых при подъеме будут висеть коллекторы;
- производят пробный небольшой подъем крана, чтобы проверить правильность положения котла на весу и исключить возможность наклонного положения или переворачивания при подъеме.
Одним из следующих приемов котлу придают правильное положение при подъеме и опускании в судно;
- подвешивают противовес с учетом веса отдельных частей котла (рис. 8, а); в результате этого центр тяжести котла из точки благодаря противовесу 3 перемещается в точку 2;
- надевают на паровой коллектор с двух сторон приспособление (рис. 8, б); центр тяжести котла остается без изменения, точка крепления стропов (точка а) переносится к гаку крана;
- варьируют длину стропов, например, пару стропов с одной стороны котла берут длиннее противоположной пары стропов;
- в редких случаях котел опускают в корпус судна на специальной сборной раме, которую после установки котла на домкраты разбирают на части и удаляют.

Схема остропки: стальными тросами (стропами), проверенными на допускаемую грузоподъемность, котел стропится обгонами непосредственно за паровой коллектор. Под стропы подкладывают плетеные маты. Если концы парового коллектора выступают незначительно, то заведенные стропы стягиваются дополнительно выше коллектора. Подвешенный к гаку котел поднимают и на весу разворачивают в положение, необходимое для установки в котельное отделение, затем опускают на фундамент или на клети, выложенные из деревянных брусьев.
При отсутствии крана нужной грузоподъемности для погрузки котла могут быть использованы два гака меньшей грузоподъемности (рис. 9) с применением специальной траверсы.

Последовательность работ: с днищ парового коллектора снимают изоляцию, два стропа с подложенными матами охватывают удавками паровой коллектор, а один длинный строп, пропущенный вниз через котел и сбоку водяного коллектора (жесткость каркаса обшивки внизу достаточна для этого), крепится к траверсе, которая, подвешивается к двум гакам кранов.
Чтобы предупредить соскальзывание стропов с парового коллектора, устанавливают оттяжки, закрепленные за обухи штормового крепления или другие места.
К нижним опорам или рамам котла приваривают в соответствии с ожидаемой нагрузкой рымы для стропов непосредственно от гака или через траверсы, размеры и крепление рымов выбирают с учетом веса котла и положения его центра тяжести. Этим способом грузят котлы весом до 30 т.
При недостаточной грузоподъемности крановых средств или невозможности производить погрузку котла из-за габаритов в собранном виде некоторые части котла (экономайзер, пароперегреватель и т. п.) снимают с соответствующей маркировкой взаимного расположения частей. Облегченный после снятия частей или с меньшими габаритами котел опускают в Корпус судна и предъявляемые к нему требованиякорпус судна, туда же грузят, устанавливают по маркировке и закрепляют снятые части котла, после чего приступают к выравниванию и закреплению котла на судовом фундаменте.
Если по каким-либо причинам котел в корпус судна можно или необходимо грузить только по частям, погрузку осуществляют следующим образом:
- в цехе котлостроительного завода обрабатывают все части котла с необходимой маркировкой, обеспечивая при монтаже на судне требуемое качество и минимальное время сборочных работ;
- проверяют и подготовляют судовой фундамент к установке и закреплению котла;
- опускают и укладывают водяные коллекторы на фундамент;
- устанавливают специальный каркас для укладки паровой» коллектора; верхнюю часть каркаса целесообразно изготовить подвижной в вертикальной и горизонтальной плоскостях для возможности регулировки положения парового коллектора;
- укладывают на каркас паровой коллектор; по координатам чертежа и подготовленным шаблонам регулируют взаимное положение всех коллекторов, временно их закрепляют;
- устанавливают и приваривают трубы обратной воды.
Подают водогрейные трубы, заводят их в котел и вальцуют, непрерывно проверяя:
- положение коллекторов, т. е. поворот их в результате вальцовки;
- положение трубок и зазоры между трубками — гребенками, шаблонами и рейками;
- ставят упоры (глаголи) и закрепляют паровой коллектор;
- снимают каркас и в случае необходимости заводят, а затем вальцуют остальные водогрейные трубки (если конструкция каркаса не позволяет устанавливать в котле все трубы сразу);
- устанавливают и закрепляют пароперегреватель; производят гидравлическое испытание котла без арматуры, устраняя выявленные дефекты;
- устанавливают экономайзер;
- производит укладку кирпичной кладки, обшивку, установку изоляции и арматуры;
- производит регулировку установки и крепления котла на судовом фундаменте.
Установка и крепление котла на судовых фундаментах
К монтажу котла приступают только после сдачи судового фундамента под него и получения акта наблюдающей организации, например, Морского Регистра, о приемке днищевой секции в районе котельного отделения.
Для судовых котельных установок с огнетрубными котлами характерно небольшое количество котлов, устанавливаемых чаще всего в одном котельном отделении, а иногда в общем отделении с главной машиной. Фундамент огнетрубного котла, изготовленный соответственно диаметру бочки котла, приваривают к набору корпуса судна.
Барабаны котла должны плотно прилегать к фундаментам по всей опорной поверхности для этого применяют:
- свинцовые прокладки;
- прокладку из асбестового волокна с суриком, покрытую парусиновой оберткой;
- суриковую замазку.
Огнетрубные котлы монтируются на судне всегда в собранном виде. Уложив на поверхность фундамента прокладки, устанавливают котел по продольным, поперечным и контрольным рискам согласно разметке по соответствующему чертежу и диаметральной плоскости.
При пользовании шланговым ватерпасом сравнивают уровень воды в стеклянных трубках шланга с отметками на котле, проверяют правильность установки котла с учетом крена и дифферента судна в момент проверки (рис. 10). Работу принимает ОТК и фиксирует положение котла. Допускается несовпадение уровней воды в стеклянных трубках шланга с отметками не более чем 5 мм.

1 – стойка; 2 – шланг; 3 – огневой шуруп
Преимущественное распространение получил следующий способ крепления котла (рис. 11): один конец талрепа соединяют с обушками 2, приваренными к котлу, а второй соединяют с обушками 1 для крепления к судовому фундаменту. Наметив места приварки обушков на судовом фундаменте, прихватывают и приваривают четыре обуха, используя электроды марки Э-42 по ГОСТ 2523—51. После приварки обушков крепят котел, регулируя его положение талрепами. Стопоры устанавливаются только после того, как талрепами создан нужный натяг (при горячем котле). Установка котла принимается ОТК.

При водотрубных котлах применяется агрегатированные судового механического оборудования для резкого сокращения объема и продолжительности механомонтажных работ на судне. Осуществление этого принципа возможно путем создания конструкций и технологии, позволяющих:
- или выполнить установку котлов, собранных в полном объеме (с максимальным насыщением) в цехе котлостроительного завода, включая арматуру, топочные устройства, Цистерны, трубопроводы и электрооборудование судовтрубопроводы, изоляцию и кирпичную кладку;
- или монтировать котлоагрегат заранее в цехе на переходной фундаментной раме совместно с теплообменными аппаратами, вспомогательными механизмами и приборами.
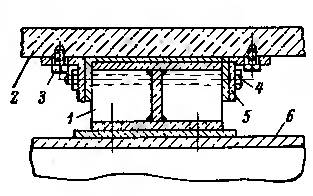
Наиболее трудоемкие монтажные операции — это установка и крепление котла к фундаментам. Водотрубные котлы опираются на опоры нижними коллекторами: водяными или водяными и экранными. Каждый коллектор лежит на двух опорах, иногда на трех, жестко закрепленных с судовым фундаментом. Для возможности перемещения при тепловых расширениях котел имеет одну жесткую закрепленную опору (рис. 12), а также опоры либо с одной степенью свободы перемещения, либо с двумя.

Опора 1, на которой коллектор 2 лежит свободно на латунной прокладке 3, называется подвижной (рис. 13).

Опора 1, к которой жестко крепится коллектор 2, называется неподвижной (рис. 14). Диаметр отверстия для крепления с фундаментом на 8-10 мм больше диаметра крепительных болтов 3 для продольного и поперечного перемещения опоры на фундаменте 6. Опора снабжена болтом 4, который соединяет ее с угольниками 5.
Существуют три основных способа крепления котлов на фундаментах при помощи:
- переходной рамы;
- переходных частей фундамента;
- пригоняемых по месту монтажных плит.
Принципиальная конструкция крепления котла на судовом фундаменте при помощи переходной рамы 1 и при наличии у котла специальных опор для поддержания каркаса 2 показана на рис. 15. Эти опоры причерчивают к нему при сборке котла на стенде. Для надежного прилегания опор к раме приварку следует производить, если предусмотрено упругое поджатые каркаса 3. Величину δ рекомендуется выбирать в пределах 1,5-2 мм.

Переходная рама, используемая при транспортировке котла, после его установки на судне полностью или частично входит в состав судового фундамента (иногда вырезаются перемычки переходной рамы). Наличие переходной рамы обеспечивает геометрическую неизменяемость котла при подъемах его краном и других видах транспортировки. Благодаря тому, что сборку котла осуществляют непосредственно на переходной раме, нет необходимости применять пригоняемые по месту монтажные плиты. Опорные рамы фундамента не обрабатываются.
Котел на судовом фундаменте устанавливают с применением местных выравнивающих шайб, а крепление осуществляют болтовым соединением или сваркой, первое из них позволяет использовать агрегатный способ ремонта котла.
Крепление котла при помощи переходной рамы осуществляется следующим образом Проверив положение котла, переходную раму крепят к судовому фундаменту болтами или сваркой. Отверстия в опорных плитах фундамента следует располагать так, чтобы расстояние от осей до кромки опорной плиты было не меньше одного диаметра крепежного болта. Выравнивающие шайбы, устанавливаемые между рамой и опорными фундаментами, изготовляют из стали любой марки, их наименьшая толщина 3 мм выдерживается по замерам с места с допуском +0,2 мм. Размеры снимают у кромок отверстий. Приборы для измерения шероховатости поверхности, волнистости и отклонений формыЧистота обработки поверхностей шайб — не ниже 4-го класса по ГОСТ 2789—59 Разрешается установка пакета из двух или трех шайб, в этих случаях на торнах шайб цифрами указывается их толщина (в миллиметрах).
Если ребра фундамента мешают нормально установить болт, то с разрешения КБ завода допускается местная подрубка ребра или срез части головки болта с одной стороны, но не более чем до стержня болта. Местные зазоры между выравнивающей шайбой и полками фундамента и переходной рамы при затянутых болтах не должны превышать 0,4 мм. Свисание шайбы с опорной плиты фундамента допускается не более 5 мм.
Крепление котла при помощи переходных частей фундамента производится следующим образом. Котельная опора 1 и прижимные планки 2 (рис. 16) остаются без изменений, вместо монтажной плиты устанавливают переходную часть 3. Соединение переходных частей с опорами котла осуществляют без слесарной подгонки, так как сопрягаемые поверхности обрабатывают на станке. К судовому фундаменту переходную часть приваривают при монтаже котла. Для сохранения заданного положения по высоте (при переделке старых проектов) судовой фундамент 5 должен быть понижен по сравнению со старым размером на величину h1.

Котел, погруженный на судно, устанавливают на 50-60 мм выше первоначального положения при помощи распорных домкратов 4, так как на нижних кромках переходных частей фундамента имеется припуск. Таким образом котел можно опускать в судно, регулировать установку его и крепить при полном насыщении деталями, узлами и частями.
Проверив положение котла, производят разметку под подрезку припуска на вертикальных стенках переходных частей фундамента. После разметки, учитывающей крен, дифферент, положение относительно ДП и поперечной переборки судна, а также по высоте, газовым резаком подрезают припуск.
Требуется, чтобы расстояние от поверхности опорных плит судового фундамента до подрезанных и зачищенных под сварку кромок вертикальных стенок переходных частей фундамента было одинаковым, и величина отклонения не превышала 2 мм (рис. 17).

1 – поверхность опорной плиты фундамента; 2 – установочный (номинальный) размер шаблона
Проверку выполняют подготовленным концевым шаблоном. Необходимо, чтобы зазоры под сварку между кромками не превышали 2 мм и на протяжении кромки каждой стороны переходной части было не менее двух мест касания кромки с опорной плитой. При отсутствии мест касания укладывают две временные прокладки на расстоянии 40-60 мм от углов переходной части. После наложения электроприхваток временные прокладки удаляют. Перед сваркой ОТК проверяет положение котла относительно ДП, поперечной переборки, по высоте, крену, дифференту, а также зазоры и зачистку кромок под сварку. Затем выполняют приварку переходных частей к опорным плитам. После первого прохода при сварке убирают распорные домкраты. В случае необходимости производят проковку сварного шва на части или на всем периметре, затем удаляют прокладки из тепловых зазоров и проверяют прилегание опор котла к опорным плитам переходных частей фундамента и зазоры.
Зазоры между основаниями плит у главных котлов на участке 70-100 мм от углов подвижных опор и на участке 100-150 мм от углов неподвижной опоры, а также на одной из четырёх сторон периметра основания не должны превышать 0,3 мм, а на остальном протяжении периметра 0,2 мм.
Для вспомогательных котлов зазоры по периметру опоры не регламентируются. Однако на двух сторонах периметра каждой опоры главных и вспомогательных котлов должны быть участки, где пластинка щупа 0,1 не проходит.
Крепление котлов к фундаменту при помощи пригоняемых по месту монтажных плит (рис. 18) используется для котлов с недостаточно жестким каркасом при неполном насыщении котла и по другим причинам.

Технология крепления котлов предусматривает обработку фундаментов с проверкой по контрольной плите «на краску», изготовление по замерам с места и слесарную пригонку монтажных плит 3 к основанию котельной опоры 2 и фундаменту 1. Сверление по месту большого количества отверстий диаметром 30-32 мм в фундаментах ручными пневматическими машинками. Сборочные работы на построечном местеМонтажные работы осуществляют с большим количеством перемещений котла домкратами при его установке, что иногда вызывает-нарушение соединений отдельных узлов и деталей.
Указанный метод задерживает монтаж котлов особенно с большим насыщением и принадлежит к числу наиболее трудоёмких при работах на судке; он рекомендуется при невозможности использовать более прогрессивные способы крепления котлов.
После установки и проверки положения котла относительно ДП и поперечной переборки судна, по высоте, крену и дифференту, снимают размеры с места и обрабатывают по ним монтажные плиты. Обработанные плиты пригоняют по месту с соблюдением следующих условий прилегания их к судовому фундаменту и основаниям котельных опор:
- в сопряжениях монтажной плиты с фундаментом и с основанием котельной опоры допускаются зазоры до 0,5 мм на участках длиной до 150 мм между местами касания. Для вспомогательных котлов длина участков распространения зазора между местами касания по периметру сопряжения не регламентируется. Однако должно быть не менее двух мест касания на каждой из двух сторон периметра сопряжения и не менее одного места касания на каждой из двух остальных сторон периметра;
- в подвижных сопряжениях монтажной плиты с основаниями котельных опор главных и вспомогательных котлов в процессе пригонки требуется обеспечить контакт поверхностей «на краску»: 4—5 пятен на 1 дм2 на площади не менее 60 % трущейся поверхности. После пригонки монтажной плиты по периметру сопряжения допускаются зазоры до 0,3 мм на участках длиной до 100 мм между пунктами касания. Головки болтов для крепления опор к судовому фундаменту и гайки должны плотно прилегать к поверхности, чтобы щуп 0,1 мм не проходил на длине, составляющей не менее 1/3 окружности гайки или головки болта. Длина выступающей из гайки нарезанной части болта не должна превышать четырех ниток, а монтажные и тепловые зазоры были выдержаны в соответствии с рис. 2.
Закрепляя на судовом фундаменте при помощи монтажных плит опоры типа рис. 2, следует оставлять зазор между шайбами и лапами опор в пределах 0,3-1,0 мм, а также обеспечивать расположение болтов относительно центров отверстий в лапах согласно чертежу.
Особенности крепления вспомогательных котлов. При креплении котла к фундаменту между основанием опоры 1 (рис. 19) и фундаментом 2 укладывают прокладку 3, пригоняемую по месту в период монтажа котла. В другом случае (рис. 20) латунная пластинка 2 крепится винтами 4 к переходной части 3, в которой для заводки болтов с двух противоположных сторон предусмотрены вырезы.

Опорную поверхность переходной части и поверхность латунной пластины, закрепленной винтами к основанию опоры, для сопряжения обрабатывают на станке без слесарной пригонки. Ввиду небольшой толщины (5-8 мм) вертикальных стенок переходной части кромки под сварку не разделывают.

Для погрузки котлов в некоторых конструкциях предусмотрены специальные рамы. Если на фундаменте монтируется вспомогательный котел барабанного типа, опорные поверхности фундаментов не обрабатывают, а латунные прокладки не требуют слесарной пригонки.
Установку и выверку котла в заданном положении обычно производят при помощи установочных домкратов (рис. 21).

В процессе монтажа в случае необходимости к котлам с опорами приваривают для поддержки каркаса дополнительные опоры 1 для установочных домкратов 2, устанавливаемых на фундаментах 3. При отсутствии домкратов применяют брусья, положенные под коллекторы и опоры котла, а регулировку производят клиньями, заводимыми между брусьями и опорами.
Установку котла в заданное положение осуществляют в соответствии с координатами установочного чертежа, определяющими положение котла относительно ДП судна, поперечной переборки или теоретического шпангоута по высоте от основной плоскости и по уклону в нос. Для быстроходных судов котел устанавливают с уклоном вниз оси парового коллектора в нос на 10-15 мм.
При установке главных и вспомогательных котлов выдерживают следующие допуски:
- отклонения положения продольной оси парового коллектора по высоте от основной плоскости и относительно диаметральной плоскости судна не должны превышать ± 15 мм. Разрешается проверять положение котла относительно ДП судна и поперечной переборки, используя в качестве промежуточных баз продольные и поперечные центровые риски на фундаменте под коллектором и неподвижной опорой. Для контроля положения котла в продольном направлении судна служат только центровые риски на опорной плите фундамента под неподвижную опору. Смещение центровых рисок на котельных опорах или на переходных элементах (переходная часть фундамента, переходная рама) относительно центровых рисок на опорных плитах фундамента допускается ± 5 мм. Относительное смещение указанных рисок может быть доведено также в пределах ± 15 мм минус величина фактических отклонений центровых рисок на опорных плитах фундамента относительно диаметральной плоскости и поперечной переборки;
- непараллельность продольной оси парового коллектора диаметральной плоскости судна не должна превышать 4 мм на 1 м длины коллектора;
- отклонение расстояния от переборки до днища парового коллектора не должно превышать ± 1 мм;
- Крен судна при поперечном перемещении грузакрен котла δy, (рис. 22) допускается не более 8 мм на 1 пог. м диаметра коллектора и определяется по формуле
где:
- y – в мм;
- B – в м;
- отклонение по дифференту продольной оси парового коллектора от заданного положения δz (рис. 22) не должно превышать ±2 мм на 1 пог. м длины коллектора и определяется по формуле
где:
- z – в мм;
- L – в м.

Чтобы проверить положение котла на судне, используют закерненные центровые риски на днищах парового коллектора, нанесенные при изготовлении котла. При наложенной изоляции сваркой или винтами на паровом коллекторе закрепляют кронштейны (рис. 23), на которые выносят центровые риски. Если центровые риски можно вынести на поверхности обшивки, то устанавливать кронштейны необязательно.

Дефекты и методы дефектоскопии деталейДефекты фундамента котла устраняют следующим образом: листы и угольники заменяют, если утонение от ржавчины достигает более 30 % или имеется сквозное проржавление. Ослабление фундамента компенсируется дополнительными ребрами жесткости, кницами и другими креплениями.
При проводке труб через конструкцию фундамента или при переделках ослабленное вырезкой место укрепляют приваренной планкой или кольцом. Монтаж верхних креплений котла. Для противодействия возникающим при качке силам инерции, стремящимся сдвинуть котел с опор, устанавливают дополнительные крепления. Они применяются трех основных типов:
Крепление типа рис. 24, о может изготовляться без пригоняемой по месту монтажной плиты 5 и с применением ее. В первом случае вертикальные стенки фундамента 3 подают на монтаж отдельными деталями с припуском 50 мм по высоте, а опорную плиту фундамента 4 — в сборе с кронштейном 1, который уже механически обработан.

Во втором случае (с монтажной плитой) фундамент до монтажных работ сварен, механически обработан и приварен к подволоку. Смещение фундамента относительно обуха 2 в направлении продольной оси котла допускается до 10 мм и в направлении поперечной оси котла — до 5 мм.
Кронштейн в сборе с плитой фундамента или без нее, установленный на место в заданное положение, закрепляют временными распорками. При этом выдерживаются зазоры с и б по чертежу. Зазоры под сварку не должны быть больше 2 мм. Во избежание значительных деформаций в зазоры под сварку рекомендуется вкладывать местные прокладки и удалять их после наложения прихваток. При сборке фундамента (после сварки) допускается изменять зазоры, а и б в пределах ± 10 % от их номинального значения.
Если используются пригоняемые по месту монтажные плиты, плоскость обработанной поверхности фундамента проверяют при помаши линейки и щупа. При этом допускаются следующие зазоры: между линейкой и плитой до 0,2 мм, между монтажной плитой, пригоняемой по месту, и плитами кронштейна и фундамента до 0,5 мм.
При креплении типа рис. 24, б и в пригонку и прихватку обухов рекомендуется производить после предварительной сборки крепления. При сверлении тяг по месту расстояние от центра отверстия до края тяги должно быть не менее диаметра отверстия.
Закончив монтажные работы, крепления всех типов окрашивают, а талрепы консервируют, тепловые зазоры в верхних креплениях всех типов окончательно проверяют и регулируют при горячем котле на плаву судна.
Монтаж обшивки котла, воздухонаправляющих устройств, трубопроводов на котле, топочных устройств, поддона и кирпичной кладки
Монтаж обшивки котла. Если на котле, поступающем на судно для монтажа, частично не поставлена обшивка, производят следующие работы.
В случае необходимости устанавливают и плотно обжимают каркас обшивки на коллекторах. Чтобы обеспечить перемещения при температурных деформациях, диаметр отверстий в каркасах выполняют на 4-5 мм больше диаметра крепительных болтов. Съемные щиты устанавливают на каркасах с асбестовыми прокладками и обычно закрепляют чеканами.
Дефекты обшивки каркаса, газоходов и поддонов котла исправляют одним из следующих способов: обнаруженные не-плотности устраняют, заменяя прокладки, или уплотняют асбестовым шнуром, или обжимают крепления или применяют другие способы, места сквозных коррозионных поражений и прогаров на каркасе и в листах обшивки вырезают и приваривают новые полосы, листы или угольники. Листы обшивки, газонаправляющих щитов, поддонов и воздухонаправляющих устройств заменяют, если износ достигает 50 % толщины и более. Для каркаса разрешается допуск на размер ± 15 мм против чертежного. Прогоревшие отдельные листы обшивки заменяют. Плотность обшивки восстанавливают, заменяя дефектные прокладки и уплотняя их крепежным материалом.
Читайте также: Судовые копировальные аппараты
Сборку на котле новых или отремонтированных деталей каркаса, листов обшивки, воздухонаправляющих устройств, поступающих с приваренными полосами, листами или угольниками, выполняют по маркировке, нанесенной при демонтаже деталей.
Монтаж воздухонаправляющих устройств. При монтаже устройства должны быть соблюдены следующие требования.
Для конструкций воздухонаправляющих устройств с форсуночным штуцером:
- форсунка должна быть навернута на резьбу форсуночного штуцера не менее чем на 3—4 нитки и застопорена;
- должен быть выдержан установочный размер между торцами форсунки и форсуночного штуцера. Если чертежом не оговорены допускаемые от этого размера отклонения, их следует принимать равными ± ½ шага резьбы форсуночного штуцера;
- форсунка должна легко входить в форсуночный штуцер. Незначительные искривления форсуночного штуцера допускается править ударами ручника или кувалды;
- положение форсунки относительно фурмы и расстояния между осями форсунок зависят от положения форсуночных штуцеров и при установке форсунок не проверяются.
Для конструкций без форсуночного штуцера:
- форсунку устанавливают по оси фурменного отверстия с проверкой шаблоном. Отклонение оси форсунки от оси фурменного отверстия на торце форсунки, обращенном к топке, не должно превышать допуска на нецилиндричность фурменного отверстия;
- размеры, определяющие положение форсунки в осевом направлении, выдерживаются без достаточной точности. Положение форсунок окончательно регулируется по факелу распиливания при пробных пусках котла. Корпус факела не должен пересекаться с внутренней поверхностью фурмы или касаться ее, а зазор между факелом и кромкой фурмы должен быть минимальным и равномерным по всей окружности, чтобы предотвратить попадание в топку излишков воздуха. Величину зазора определяют на глаз. Для регулировки положения форсунок изменяют толщину набора шайб под башмаком форсунки. Угол конуса распыливания должен находиться в пределах 70-90°, чтобы воздух проходил в достаточном количестве и имел направление, обеспечивающее хорошее перемешивание с топливом.
При выключенной форсунке доступ воздуха в топку должен прекращаться.
В соединениях приводов к воздухонаправляющим устройствам не допускается большой люфт. Ход поршня сервомотора должен быть согласован с ходом регистров: при одном крайнем положении поршня регистры открыты, при другом — закрыты. В положении «закрыто» регистры тоже полностью закрыты, между уплотнительными поверхностями регистра и корпусом воздухонаправляющего устройства допускается местный зазор 1 мм. В положении «открыто» регистры должны быть открыты на величину, указанную в чертеже, но не превышать ее больше чем на 10-15 %.
По окончании монтажа детали приводов и сервомоторов окрашивают алюминиевой краской.
Монтаж трубопроводов, расположенных на котле. Трубы, поступившие на монтаж, расконсервируют и после осмотра, если имеются приваренные присоединительные элементы, подвергают гидравлическим испытаниям на прочность по Правилам Регистра. Кронштейны для крепления труб приваривают к каркасу с учетом возможности снятия листов обшивки.
Трубопроводы при монтаже размещают так, чтобы они не затрудняли доступа к арматуре и обслуживанию котла. Трубы не должны переплетаться, перекрывать друг друга, провисать и закрывать номерные знаки форсунок. Их расположение должно обеспечивать возможность снятия форсунок для чистки, а также возможность установить растопочную форсунку и электровоспламенитель, не разбирая трубопровода. Энергетическая установка, системы и трубопроводы плавучей буровой установкиТрубопроводы, смонтированные при сборке котла, после установки и крепления его на судне подвергают гидравлическому испытанию на плотность по Правилам Регистра, независимо от испытаний, выполненных в цехе (без снятия изоляции).
Монтаж топочных устройств. Топочные устройства обычно монтируются при сборке котла в цехе котлостроительного завода, но в некоторых случаях при достройке и ремонте монтаж топочных устройств производится на судне. После монтажа устройство проверяют (при холодном котле) внешним осмотром, замерами расположения деталей, пробными передвижениями, контролируют также положение ограничительных устройств и действие стопоров. Окончательную регулировку работы устройства всегда выполняют на судне.
Установленные и закрепленные регистры (наружный и внутренний) должны плотно закрывать воздушные полости. Между регистром и кольцом корпуса допускаются местные зазоры до 1 мм. Не допускаются провисание, перекосы и заедание тяг диффузоров и регистров при их перемещении вручную.
Расконсервации подвергают наружные части сервомоторов, форсунок и приводов, рас консервацию внутренних частей форсунок и сервомоторов с разборкой не производят, так как внутренняя консервация легко смывается мазутом при пробных пусках котла.
К топочным устройствам относятся также сажеобдувочные аппараты. Обычно для сажеобдувочного аппарата на наружном листе обшивки устанавливается приварыш, к которому на болтах крепят корпус аппарата. Трубу аппарата вдоль котла пропускают через опорные кронштейны и стойки с отверстиями, которые крепят специальными хомутами. Труба сажеобдувочного аппарата должна свободно вращаться о без заеданий в корпусе, в отверстии обшивки и в опорных поверхностях стоек. Устанавливаются также упоры, ограничивающие поворот трубы аппарата по месту.
Для устранения дефектов форсуночного устройства выполняют следующее: при подтеках мазута форсунки перебирают и сменяют прокладки, если производительность форсунок увеличивается более чем на 10 % против нормы, заменяют головку форсунки с распылительной шайбой. Прижимные отверстия головок форсунок проверяют двусторонним калибром, причем один конец калибра обработан по чертежному размеру отверстия, другой — по предельно допускаемому. Запрещается:
- рассверливать прижимные отверстия в головках форсунок с целью увеличения расхода мазута;
- исправлять трещины и раковины в головках форсунок сваркой.
При условии, что диаметр прижимного отверстия головки не выходит за пределы допустимых норм, можно уменьшить производительность форсунки следующим образом:
- при незначительном увеличении производительности форсунки (до 5 %) ее распылительную пробку в головке притирают наждаком и пастой ГОИ;
- при более значительном увеличении производительности форсунки сферические распылительные пробки протачивают и шлифую по конусу, плоские — притирают на наждачном камне и доводят по плите. Изношенные на 40 % и более стволы форсунок заменяют.
Монтаж поддона. Поддон (рис. 25) может состоять из одного или двух слоев листов с жесткой легкой рамой между ними для создания воздушной изоляции.

Чтобы обеспечить перемещение листов двухслойного поддона от температурных расширений, отверстия в листах под болты выполняют овальной формы (рис. 26, б, в). Располагаясь близко к фундаменту, двухслойный поддон мешает креплению котла, поэтому его окончательно устанавливают после того, как закреплены котлы. Обычно поддоны изготовляют и контрольно устанавливают в котел на котлостроительном заводе. Общие сведения по подготовке производства и организации монтажных работПри монтажных работах на судне по маркировке сопрягаемых деталей производятся установка и крепление поддона.

а – крепление к коллектору; б – овальные отверстия под болты для крепления к коллектору; в – то же к поддону
При сборке поддона на судне сначала приваривают (по месту) к фундаменту котла кницы 4 (рис. 25), устанавливают и крепят к кницам (на болтах или при помощи сварки) балки 8 коробчатого сечения и угольники 5 и 7 рамы, лежащей между листами Ли 6 слоев поддона. Затем укладывают и закрепляют на раме листы наружного 6 и внутреннего 1 слоев поддона.
Закрепив поддон и установив под коллекторный лист 3 и переходный лист 2, на внутреннюю поверхность поддона (со стороны топочного пространства) укладывают и закрепляют листы изоляции (на рис. 25 не изображены). На рис. 27, а показано крепление деталей поддона к коллектору, под коллекторный лист крепится к телу коллектора на болтах 5 с овальными отверстиями (рис. 27, б), к этому листу крепят внутренний лист 4 также на болтах с овальными отверстиями (рис. 27, в) и наружный лист. 3. Отклонение смонтированного поддона по длине и высоте от осевой линии коллекторов до наружных листов допускается не более ± 5 мм.

1 – бочка; 2 – стеклянная трубка; 3 – резиновый шланг
Предусмотренную чертежом толщину термоизоляционного слоя составляют из одного, двух или трех листов асбестового картона, которые целесообразно склеивать силикатным клеем. Все щели и стыки между листами асбестового картой закладывают тонкими асбестовыми листами; картон покрывают шамотом толщиной около 5 мм, на который укладывают слой кирпича.
Монтаж поддона проверяют:
- на надежность крепления к коллекторам: размеры и соответствие расположения болтов в овальных отверстиях;
- на жесткость: под тяжестью шагов двух человек по внутренним листам поддон не должен качаться, а прогибы и выпучены должны составлять не более ± 8 мм на площади 2-2,5 м2. Для температурного расширения в районе планок поддона обеспечивают зазор не менее 10 и не более 18 мм. Монтаж кирпичной кладки. Чтобы уменьшить потери тепла через обшивку котла и предохранить обшивку от высоких температур топочных газов, внутренние поверхности топочного пространства (поддон, передний и задний фронты) облицовывают огнеупорным кирпичом.
Используют четыре вида кирпичей:
- легковесный;
- фасонный;
- кирпич без отверстий;
- кирпич с отверстиями. Температура помещения при монтажных работах с кирпичной кладкой должна быть не ниже +5°.
Монтаж кирпичной кладки начинают с поддона. Поверхность поддона застилают асбестовым картоном, все рваные или разлохмаченные кромки которого обрезают. Крепление картона к внутренним стенкам топки в процессе кладки допускается производить силикатным клеем. Толщину швов кирпичной кладки выдерживают по чертежу с допуском отклонения от номинальной не более ± 1 мм. Между кирпичами оставляют расстояние не более 3-5 мм, швы между кирпичами промазывают мергелем или смесью шамота с огнеупорной глиной.
На уложенном огнеупорном кирпиче не должно быть трещин и отбитых углов, свыше допускаемых ГОСТ, следует обеспечить, кроме того, плотное прилегание кирпича к поддону и стенкам топки котла, а также гладкую поверхность кирпичной кладки. Зазоры между метровой линейкой и поверхностью кладки при проверке не должны превышать 10 мм. Допускаются уступы по стыкам и пазам не более 2-3 мм.
Затяжка болтов ключом нормальной длины (при креплении кирпича) должна быть нормальной, без сильного натяга. Длина нарезной части, выступающей из гайки, не должна превышать четырех ниток. Фурменные отверстия выкладывают фасонным кирпичом по специальному шаблону. Базой для шаблона служит отверстие форсуночного штуцера или сопло, временно установленное в заданное положение Форсунки с много дырчатыми распылителямифорсунки, или специальный макет. Отклонение диаметра отверстий фурм, которые должны быть соединены с отверстием форсуночного штуцера или соплом форсунки, от заданных размеров допускается до +5 мм. Эксцентриситет отверстия фурмы относительно оси воздухонаправляющего устройства допускается до 5 мм, проверка производится шаблоном.
Просушку кирпичной кладки ведут в течение трех суток при температуре окружающего воздуха не ниже +10°. Допускается ускоренная просушка кирпичной кладки при помощи костра, разведенного па поддоне топки, или другим способом.
Монтаж кирпичной кладки выполняется с соблюдением следующих условий:
- кладку каждого следующего ряда начинают после выкладки всего предыдущего ряда;
- кладку каждого ряда производят лишь после пригонки кирпичей насухо так, чтобы крепительные болты совпадали с отверстиями в обшивке;
- при пригонке кирпичей обязательна разноска стыков кирпичной кладки;
- концевые кирпичи не должны соприкасаться с водогрейными трубами;
- при кладке в зимних условиях температура кирпича должна быть не ниже +5°, в противном случае не обеспечивается достаточное сцепление с раствором.
В судовых условиях кирпичную кладку ремонтируют, заменяя разрушенные и выкрошившиеся кирпичи. Обмазку производят кистью по хорошо просушенной кладке. Форсуночные отверстия выкладывают из кирпичей по специальному шаблону. Кирпичи укладывают ровно, стыками вразмет при расстоянии между кирпичами не более 3-5 мм. Используются колосники, изношенные места которых подвариваются электродуговой сваркой, после чего наплавленные места обрабатывают наждачным камнем. Мергелем заделывают появившиеся трещины, им же обмазывают по хорошо просушенной кладке всю поверхность топочной обмуровки Швы также заделывают мергелем. Болты для крепления кирпичей, если их толщина уменьшилась вследствие коррозии более чем на 40 %, заменяют. По поддону топочной камеры заменяемый кирпич укладывают в два слоя, а по ее боковым стенкам — в один слой: на ребро и плашмя. Пригонку кирпича производят с разноской стыков кладки при расстоянии между кирпичами не более 3-5 мм.
Внутренние работы в котлах
Монтаж внутренних частей
Воронки верхнего продувания располагают на такой высоте, чтобы их верхние кромки были на 25 мм ниже рабочего уровня воды в котле, количество и расположение воронок должно обеспечивать возможность продувания воды и масла со всего зеркала испарения.
Все котлы снабжаются указателем низшего уровня воды и указателем нормального (рабочего) уровня воды. Указатели 9 укрепляют на стенке котла на видном месте вблизи водоуказательного прибора. На огнетрубных котлах высота (низшего уровня воды над наивысшей точкой поверхности нагрева допускается: при внутреннем диаметре 2,5 м и более — не менее 125 мм при внутреннем диаметре менее 2,5 м (до 1,5 м) не менее 100 мм, при внутреннем диаметре 1,5 м и ниже — не менее 75 мм.
Указанная высота низшего уровня воды должна сохраняться при крене судна на 4° и при возможных эксплуатационных дифферентах судна. У огнетрубных котлов рабочий уровень воды расположен на высоте от 0,7 до 0,78 диаметра, считая от низа шей образующей цилиндра котла. Если рабочий уровень выше указанного, устанавливают сухопарник.
Ниже приводится наиболее распространенный и удобный способ установки (рис. 27). На верхнюю наружную часть шинельного листа (небо) средней огневой камеры устанавливается бачок с водой таким образом, чтобы уровень воды был выше нёба на 175 мм (или другой размер, указанный в чертеже или схеме). Шлангом со стеклянной трубкой выносят уровень к воронке верхнего продувания и к колонкам вод указателя. Воронку сначала устанавливают так, чтобы ее верхняя кромка была выше уровня воды в стеклянной трубке на величину, указанную в чертеже или схеме, а затем закрепляют. Колонку вод указателя устанавливают в положение, при котором нижняя кромка стекла находится на одном уровне с водой в стеклянной трубке шланга, а указатель низшего уровня воды выше уровня в стеклянной трубке на размер, указанный в чертеже или схеме (рис. 28).

После разметки устанавливают и приваривают кронштейны приборов. По месту гнут и обрезают трубы для приводов и приваривают к ним ручки и серьги. Приводы соединяют с клапанами водомерных приборов, заводят в кронштейны и закрепляют.
При установке указателей низшего и рабочего уровней воды соблюдаются следующие требования:
- допуски на свободные размеры — по 7-му классу точности (ГОСТ 1010);
- гравировка выполняется на глубину 0,5 мм с заливкой черным лаком (шрифт № 10 по ГОСТ 2930—45);
- по указанию организаций, контролирующих монтажные работы, иногда вместо слова «рабочий уровень» пишут «средний уровень»;
- отверстия под шпильки для крепления указателя сверлить по месту после окончательной установки указателей уровня воды.
Внутренние работы при ремонте огнетрубных котлов. Организация работ и техническая документация в сборочно-сварочном цехеХарактер и объем работ находятся в зависимости от вида ремонта. Так, например, при капитальном ремонте с выемом котла из корпуса судна монтажные работы осуществляются в такой же технологической последовательности, как и при достройке. При текущем и среднем ремонтах, когда котлы ремонтируются на судне без выема из корпуса, после ремонта отдельных деталей и узлов или их замены производят сборку котла на судне.
Течь дымогарных трубок в местах соединения с трубной решеткой устраняют заваркой или вальцовкой. Чтобы обеспечить долговременную прочность и непроницаемость соединений при эксплуатации котла, рекомендуется дымогарные трубы в огнетрубных котлах крепить к обеим трубным решеткам при помощи Сварки (рис. 29). Трубы приваривают или к внутренней поверхности Трубных отверстий или к наружной поверхности стенки без применения каких-либо механических методов уплотнения, например, вальцовки, отбортовки и т. п. Используются электроды марок Э-38, Э-42 или Э-42А.

1 – стенка огневой камеры; 2 – днище
Если приварку труб по каким-либо причинам осуществить нельзя, применяют вальцовку. Один конец трубы рекомендуется подвальцовывать не более трех раз, если после трехкратной подвальцовки не будет достигнута нужная плотность соединения, отрезают вальцованный конец трубы, приваривают новый и завальцовывают трубу или ставят в котел новую трубу.
Короткие связи на современных котлах крепятся при помощи сварки. На старых котлах с нарезными связями также рекомендуется в случае замены устанавливать новые связи при помощи сварки Калибр шва приварки связи берется равным 0,37 d, где d — расчетный диаметр связи. Если нет сварочного оборудования или условия работы не позволяют выполнить замену связи с применением сварки, производят постановку нарезных связей.
Окончательное обжатие новых или отремонтированных крышек горловин и лазов производят (после установки на котел) при первой разводке пара равномерным подвертыванием гаек, шпилек или натяжных болтов (при горячем состоянии котла) до нужного натяга и непроницаемости соединения.
Из числа сравнительно сложных и редких работ, выполняемых при ремонте котлов, необходимо отметить следующие.
Замена задней стенки или трубной решетки огневой камеры. После удаления коротких связей заднюю стенку вырезают по частям и выгружают из огневой камеры через топку. Кромки оставшейся части огневой камеры и части новой задней стенки, подготовляя под сварку, заводят через топку в огневую камеру и сваривают (рис. 30).

При замене трубной решетки огневой камеры по частям вместо коротких связей вынимают дымогарные трубы, обрубая сварной шов у приваренных труб или немного сминая чеканами концевые кромки вальцованных труб. После приварки новой трубной решетки соответственно обработанные дымогарные трубы заводят в гнезда трубных решеток котла и задней стенки огневой камеры и приваривают.
Замена жаровых труб. Удаляют мешающие работе дымогарные трубы нижних рядов котла. Удаляют, разрезав на части, старую жаровую трубу. Заводят после подготовки кроток под сварку звенья новой жаровой трубы. Звенья сваривают стыковым швом и приваривают к огневой камере и переднему днищу. Разрешается сварка звеньев стыковым швом параллельно оси трубы. После завершения указанных работ котел подвергают гидравлическим испытаниям (без арматуры) для проверки прочности.
При ремонте пароперегревателя, расположенного в дымогарных трубках котла, в дымовой коробке или огневой камере, монтажные работы облегчаются тем, что пароперегреватель можно вынуть из котла, отремонтировать в цехе, установить и закрепить по маркировке, произведенной при демонтаже, с использованием старых закрепляющих приспособлений.
Внутренние работы при ремонте водотрубных котлов. При ремонте котлов без выема из корпуса судна (после того как отремонтированы или изготовлены новые детали) на судне производят следующие работы:
Наиболее быстрый способ восстановления эксплуатационной (пригодности котла при небольшом количестве дефектных труб заключается в Ремонт судовых вспомогательных механизмов и трубопроводовглушении труб. Для отыскания поврежденной трубы пользуются одним из следующих способов:
- снимают щиты обшивки котла и, подкачивая воду, по видимой течи на трубах наружного ряда или со стороны топки определяют поврежденную трубу;
- заглушив деревянными пробками нижние концы сомнительных труб, через верхние концы в паровом коллекторе наливают воду. Вода будет вытекать из лопнувшей трубы;
- вставив в верхний конец трубы резиновую пробку с отверстием (в котле вода), в трубу через отверстие накачивают воздух резиновой грушей с надувным шаром (для пульверизаторов). При лопнувшей трубе надуть шар невозможно.
Глушение осуществляют постановкой с обоих концов глухих пробок (заглушек) — гладких конусных (конусность 1:10) и нарезных. Гладкие пробки (из мягкой стали) забивают ударами молотка или запрессовывают домкратом. Нарезные пробки (из твердой стали) ввертывают в трубу, действуя как метчиком.
Течь или пропуски пара в местах прилегания труб к их гнездам устраняют вальцовкой. Развальцовку и разбортовку производят двумя способами:
- вальцовкой уплотняют трубу в гнезде, а затем при помощи роликов образуют колокольчик (рис. 31);
- вальцуют трубу, а затем заводят в нее коническую оправку пневматическим молотком для образования колокольчика.

Высота бортовки (колокольчика) должна составлять:
- при диаметре трубы до 45 мм h = 6 мм (допуск + 1 мм);
- для труб диаметром больше 45 мм h = 8 мм (допуск + 1,5 мм).
Степень развальцовки (относительное увеличение внутреннего диаметра трубы) 0,8-1,8 %.
Это интересно: Малотоннажные суда из стеклопластика
При замене водогрейных труб восстанавливают уплотнительные канавки (если они имеются), развёртывают отверстия в трубной доске для придания ей правильной окружности, а также гладкой поверхности. Максимальная овальность допускается 0,6 мм. Зазор между поверхностями трубы и гнезда не более 1 мм на диаметр. Смена труб в котле на судне может осуществляться следующим образом:
- полностью снимают боковые стенки обшивки, вырубают или вырезают водогрейные трубы в средней части, оставляя четыре-пять рядов в поперечном направлении с каждого фронта котла для поддержания парового коллектора. Замену этих труб производят во вторую очередь, после того как заменены трубы в средней части;
- обшивку не разбирают полностью, а открывают лючки, топочные отверстия, окна против крайних пучков и снимают несколько верхних щитов обшивки, через которые вынимают старые отрезанные трубы, а также вводят в котел и устанавливают новые.
Перед постановкой в котел трубы подвергают гидравлическим испытаниям давлением по нормам Регистра.
Пропуск пара или течь в швах коллекторов устраняют электросваркой или электрона плавкой с предварительной очисткой и подготовкой мест заварки. Подварку коллекторов, изготовленных из хромомолибденовой или средне-марганцовистой сталей, выполняют по специальной технологии с предварительным и сопутствующим подогревом до t = 205-250° с контролем термокарандашом, так как в противном случае в месте сварки образуются трещины.
После ремонта отступление от чертежных размеров должно быть по длине не больше ± 5 мм, но внутреннему диаметру— не более 1 %, стрелка прогиба по образующей 0,2 % диаметра при диаметре больше 1 м и 0,1 %, если диаметр меньше 1 м.
Коллекторы полагается заменять при трещинах в трубной доске и при прогибе, большем 1 % наружного диаметра коллектора. Незначительную течь в виде выступающей росы или слезинок допускается устранять чеканкой.
Дефекты крышек горловин (лазов) и поварившей (наклепышей) при короблении крышек, а также разъедание уплотняющих поверхностей или небрежная подгонка и неравномерное обжатие устраняются подваркой с последующей зачисткой и пришабровкой мест разъедания на уплотняющих поверхностях крышек фланцев. При наличии оборудования уплотняющие поверхности фрезеруют на станке, после чего пришабривают фланец по плите или поверочному кольцу. Заваривать трещины в крышках горловин и наварышах не разрешается, такие крышки должны быть заменены. После ремонта разрешаются отступления от чертежных размеров по диаметру ± 1 мм и по толщине ± 0,5 мм. Сверлить сквозные отверстия для шпилек на всю толщину наварыша (наклепыша) не допускается. Окончательное равномерное обжатие гаек болтов (шпилек) рекомендуется производить на горячем котле при первой разводке. Прокладки крышек (равномерные по толщине) не должны выступать да поле уплотнительного бурта, в противно случае прокладку не удастся выжать и соединение будет пропускать пар.
При ремонте пароперегревателя, замене или приварке его трубок часто качество стыковых швов контролируют травлением (0 %-ным раствором азотной кислоты. Проверяемое место шва при этом предварительно зачищают бархатной пилкой. Темная полоса в месте травления свидетельствует о поверхностной рыхлости или другом дефекте. Трубки пароперегревателя бракуются, если сквозь них не проходит шарик диаметром, составляющим 90 % их внутреннего диаметра. При пропуске пара в коробке пароперегревателя заменяют прокладки.
Прогоревшие направляющие планки разделительных щитков пароперегревателя заменяют.
Монтаж арматуры и приводов к ней
Монтаж арматуры. Монтаж арматуры на котле обычно про- производится в цехе котлостроителыюго завода. Если перед транспортировкой и погрузкой котла на судно арматура с необходимой маркировкой, фиксирующей взаимное положение сопрягаемых поверхностей, была полностью или частично снята, установка и крепление ее осуществляются следующим образом. Наружные части и фланцы арматуры расконсервируют. Для присоединительных поверхностей фланцев, покрытых лаком, пользуются ацетоном или специальным растворителем. Удалять лаковое покрытие на фланцах опиловкой или шабровкой не допускается. Фланцы штуцеров, наклепышей и наварышей коллекторов котла расконсервируются так же, как и Палубная арматура судна из стеклопластикафланцы арматуры.
Фланцы и поверхности, остающиеся свободными при монтаже, не расконсервируются, а в местах, где нарушено покрытие, их вновь консервируют.
После обработки чистота присоединительных поверхностей должна соответствовать требованиям чертежа, а толщина фланцев должна быть в пределах допусков, предусмотренных нормалями С1-1352—57 и С1-1353—51.
Обычно сопрягаемые поверхности, подвергавшиеся слесарной обработке, после расконсервации проверяют «на краску».
Гайки крепления арматуры должны затягиваться ключом нормальной длины крест-накрест за несколько обходов (не менее трех). Не допускается затягивать гайки ударами ручника или кувалды.
Затяжка шпилек арматуры на рабочее давление больше 64 кг/см2 производится ключами с регулируемым моментом по ГОСТ 7068—54 или мерными ключами.
Положение штуцеров водомерных приборов проверяют по кондуктору 2 (рис. 32), служащему макетом водомерных приборов.

Риска, отмечающая средний уровень воды на кондукторе, должна совпадать с риской, обозначающей средний уровень воды в коллекторе но чертежу. Отклонение не должно превышать 5 мм. Поправка на дифферент определяется по формуле
где:
- a — поправка на дифферент судна, мм;
- l — расстояние от коллектора до водомерного прибора, мм;
- ψ — дифферент судна, град.
При наличии между кондуктором и присоединительными поверхностями фланцев штуцеров зазора более 0,1 мм на длине 1/4 окружности фланца и более разрешается подгибать предварительно под штуцеры.
Не разрешается укладывать набор паронитовых прокладок вместо одной для достижения указанной в чертеже толщины. Металлические прокладки перед установкой рекомендуется смазывать мастикой следующего состава (в процентах по весу):
Указатели уровня воды и, а рамки водомерных приборов устанавливают после окончательного закрепления котла на фундаменте по шланговому уровню 3, при этом учитывается только дифферент судна, установочным дифферентом и креном судна пренебрегают. Разность показаний шлангового уровня допускается до 2 мм. На торцы пробок кранов водоуказательных приборов и пробных кранов наносят метки (риски), указывающие направление каналов в пробках. Каждый котел снабжают одним клапаном верхнего продувания и, по крайней мере, одним клапаном нижнего продувания. На клапаны наносят метки или устанавливают устройства, указывающие, открыт или закрыт клапан, и табличку с указанием назначения клапана. Выполняются также все требования Регистра.
Монтаж вспомогательного оборудования и механизмов устройствМонтаж остальной арматуры котла, например, разобщительных клапанов, отключающих котел от главного и вспомогательного паропроводов (если таковые устанавливаются помимо стопорных), кранов и клапанов для взятия пробы воды, манометров и других выполняется по обычной технологии без применения особых приемов.
Монтаж приводов арматуры. Для управления арматурой предусматриваются специальные приводы: с передачей вращением, тросиковые и тяги с рукоятками. При монтаже приводов с передачей вращением не допускаются:
- трубы с глубокими вмятинами, погибами и трещинами, заметными на глаз;
- шарниры, путевые кронштейны и угловые зубчатые передачи с отступлениями по габаритам, качеству обработки и лёгкости вращения (должны иметь клеймо приемки ОТК). При монтаже все неточности компенсируются подгонкой забойной трубы, которую не допускается устанавливать в конечных пунктах привода. Если в чертеже не имеется указаний о размерах тепловых зазоров, последние при монтаже принимаются не менее 0,5 мм на 1 м длины привода.
Наибольшее расстояние между опорами приводов вращения не должно превышать:
- для горизонтальных участков привода 3 м;
- для участков привода, расположенных наклонно или вертикально, 4 м.
После окончания монтажа проверяют:
- совпадение направления вращения маховиков, один из которых расположен непосредственно на клапане, а другой — на пункте дистанционного управления;
- наличие и правильность указателей направления вращения привода. При открывании клапана маховик вращают против часовой стрелки, а при закрывании — по часовой;
- наличие отличительных планок у маховиков привода, единообразие надписей на них и соответствующие надписи у приводов;
- наличие указателей открытия клапанов на штоках, клапанов и у маховиков привода, а также соответствие их показаний действительным положениям клапанов;
- наличие и достаточность теплового зазора в приводе.
Тросик, применяемый для приводов, не должен иметь колонией, изломов, разрывов проволоки и следов коррозии. Обычно используют целый трос. Для получения необходимой длины разрешается сращивать несколько кусков троса одного диаметра длинным (разгонным) сплеснем, в местах соединений не должно быть не заделанных концов и открытых проволочек, а также заметного изменения толщины троса. Присоединение троса в конечных точках трассы должно производиться при помощи огонов, причем заваливание производится на длине не менее 15 d, где d — диаметр троса. На заделанные концы троса 3 накладывают марки.
Кронштейны и подвески с роликами устанавливают так, чтобы ось троса совпала с плоскостью вращения каждого ролика. На приводах длиной до 5 м винтовые талрепы устанавливать необязательно. Привод по возможности располагают в местах, затрудненных для доступа команды (на подволоке, под пайолами и т. д.), если привод проходит в доступных местах, трос должен быть защищен кожухом или заключён в трубу. Не допускается установка тяг с рукоятками, рычагов и других деталей, имеющих трещины, заметные на плаз прогибы и значительную коррозию. При монтаже привода должны быть выдержаны следующие требования не допускаются:
- перекосы и заедания в сочленениях привода;
- самопроизвольное открывание и закрывание клапанов от веса привода;
- установлены ограничители (остановы) перемещения рукояток привода при открывании и закрывании клапанов;
- отрегулированы на одновременность закрытия или открытия клапанов приводы, обслуживающие одновременно несколько клапанов;
- допускается отклонение от номинальной величины теплового зазора привода в пределах ± 20 %.
Смонтированные приводы всех типов окрашивают, а поверхности, не подлежащие окраске, покрывают консервирующим покрытием (техническим вазелином или другой смазкой). Установка привода к предохранительному клапану. По координатам чертежа и в соответствии с конструктивными особенностями по месту производят разметку трассы привода к предохранительному клапану. В случае необходимости в переборке или нише вырезают газом отверстия для переборочной втулки, а на верхней палубе — для труб. Установив переборочную втулку, выставляют и прихватывают необходимые кронштейны, блоки и механизмы подрыва. Пропустив временно через эти детали трос и соединив его, где требуется, регулируют их расположение и проверяют, насколько легко работает привод.
Сдав трассу ОТК, окончательно приваривают детали трассы. Снимают временный трос, соединяют шпиндель механизма подрыва с одним концом талрепа, а второй с канатом (штатный трос), который предварительно пропускают через трубы и переборочную втулку (если они имеются). Соединяют конец каната с коромыслом предохранительного клапана. Приварив трубы и скобы крепления труб, регулируют привод талрепами, устанавливают и закрепляют кожух. Установка приводов к главному или вспомогательному стопорному клапану. По координатам чертежа и по месту размечают трассу привода и, если требуется, вырезают (газом) в стенке ниши отверстия под фланец, который затем приваривают. Согласно разметке, выставляют и приваривают детали привода.
Отрезают трубы (по размерам с места), ставят их в нишу, собирают привод и закрепляют все детали. Размечают я просверливают отверстия под штифты, после установки штифтов и отличительной планки проверяют, насколько легко вращается привод, а затем сдают его ОТК.
Монтаж автоматической системы управления горением и питанием котлов
Нормальная работа всей паросиловой установки требует поддержания заданных параметров как на установившихся режимах, так и при маневрировании. Параметры, величины которых автоматически поддерживаются или изменяются по задана ному закону, называются регулируемыми. Устройства, имеющие назначением реагировать на отклонения регулируемых параметров и управлять рабочим процессом объекта с целью поддержания или изменения этих параметров по данному закону, называются автоматическими регуляторами. Регулятор, настройка которого изменяется по заранее заданному закону в зависимости от режима работы объекта, называется программным используются регуляторы гидравлические, источником энергии которых является давление рабочей жидкости (воды, масла или другой), пневматические, рабочей средой которых является сжатый воздух давлением 6-8 кг/см2>, электрические (чаще используются электромеханические), у которых в качестве исполнительного органа используется Энергетические установки плавучих доковэлектродвигатель.
При монтаже системы регулирования котла осуществляют три основных этапа работ:
- установку и закрепление аппаратуры на котле и вспомогательных механизмах;
- наладку системы регулирования;
- проверку работы системы и сдачу заказчику всей установки.
Общие требования к монтажу всех регуляторов заключаются в том, чтобы в местах соединении трубопроводов и уплотнений аппаратуры не было протечек; трубопроводы должны быть уложены без петель или неправильных изгибов, ведущих к образованию «воздушных мешков» или, застойных участков; перемещения всех регулирующих органов от дистанционных и местных приводов ручного управления должны осуществляться легко и плавно. Элементы автоматического регулирования монтируются по технологии, аналогичной той, которая применяется при установке и креплении арматуры и ее приводов на котле.
Установка и закрепление аппаратуры. Проверка качества монтажа системы регулирования заключается в следующем: прежде всего убеждаются в правильности размещения регуляторов и импульсных устройств. При осмотрах необходимо обратить внимание на непроницаемость главным образом мембран, легкость хода, наличие бокового смещения оси мембраны уровня, наличие нормальных гофр у мембран расхода уровня, легкость хода сервомотора с клапаном, отсутствие люфтов в передаточных рычагах, наличие установочного зазора между пластинчатыми пружинами с ограничительным винтом, зазор может быть не более 0,3 мм (допускается также и сжатие пружин, но не более 0,3 мм).
Необходимо расположить регулятор давления питательной воды (обычно поставляемый в комплекте с питательным насосом) таким образом, чтобы обеспечить удобный доступ ко всем его настроечным элементам и местам осмотра. Высоту установки регулятора уровня относительно барабана котла выбирают с учетом того, чтобы измерительный орган находился ниже водоуказательных колонок котла при предельных постоянных кренах и дифферентах судна. Минимальный уклон трубок для свободного вывода воздуха из полостей измерительного органа составляет 1:10. Некоторые участки импульсного трубопровода регулятора уровня заполнены паром, поэтому участки, где возможно образование водяной пробки из-за конденсации пара, выполняют с уклоном к углу (для слива конденсата в котел), а также изолируют для уменьшения конденсации. Трубопроводы очищают от грязи и промывают.
Проверка монтажа импульсных устройств и аппаратуры заканчивается гидравлическими испытаниями трубопроводов регулятора. на плотность. Регуляторы, правильно налаженные на стенде завода-поставщика, требуется дополнительно настраивать для корректировки применительно к условиям работы. Наладке предшествует внешний осмотр аппаратуры, проверка ее монтажа и исправности в соответствии с указаниями в документах завода-поставщика аппаратуры.
Основные показатели качества работы регуляторов, по которым судят об их настройке:
- устойчивость процесса регулирования при всех режимах работы;
- точность поддержания регулируемого параметра. Колебания этих параметров допускаются в пределах, указанных в документах;
- величина максимальных отклонений, регулируемых параметров при перемене режимов работы установки;
- величина промежутка времени, необходимого для устранения максимального отклонения регулируемого параметра.
Объем наладки и последовательность ее выполнения в общем случае для всех регуляторов включают следующее:
- проверку правильности сборки регулятора и всех вспомогательных узлов;
- наладку усилительного реле и измерительного органа;
- проверку нечувствительности измерительного и усилительного органов;
- определение протечек рабочей воды через уплотнение поршня сервомотора;
- определение страгивающего перехода давлений на поршне сервомотора;
- определение нечувствительности регулятора в целом и проверку статической характеристики в регуляторах с жесткой обратной связью;
- настройку времени сервомотора.
Наладка систем регулирования процесса горения. Схема регулирования процесса горения в котлах решает две задачи: установление расхода топлива в соответствии с количеством отбираемого из котла пара и обеспечение условий бездымного экономичного сгорания подводимого топлива при подаче необходимого количества воздуха. Первой производится наладка регулятора давления (или перепада давления) топлива. При работе нескольких топливных насосов на общую магистраль обязательно проверяется пропускная способность регулирующего клапана. Перед растопкой котлов осуществляют контрольную проверку настройки топливных регулирующих блоков по одновременности скачков давления при заполнении трубопроводов к форсункам и сливного.
Настройку золотников проверяют аналогичным образом. Закончив настройку, растапливают котлы и проверяют работу топочного устройства при выключенном регуляторе давления (или регуляторе перепада давления), причем особенно тщательно в области самых малых нагрузок при параллельной работе котлов. Затем приступают к наладке регулятора давления воздуха. Величина перепада не должна превышать 0,6-0,7 кг/см2. В заключение проверяют нечувствительность регулятора. Возвращение параметра (выведенного искусственно из равновесного состояния давления воздуха) к первоначальному значению после опускания сбивателя не должно превышать 5-10 мм вод. ст. в зависимости от номинальной величины давления воздуха. Далее включают регулятор давления пара.
Проконтролировав устойчивость работы на стационарных нагрузках, проверяют способность регулятора восстанавливать нарушенный режим. Наладка систем регулирования питания котлов. Исправность мембраны расхода и сдвоенного клапанного блока на импульсных трубопроводах проверяют после разводки котла, а исправность сервомотора, обходных кранов и дроссельных клапанов регуляторов уровня и давления питательной воды — после подачи к ним рабочей воды. В заключение проверяют степень нечувствительности регуляторов к изменениям контролируемых ими параметров. Наладку системы при первом включении в работу начинают с регулятора давления питательной воды, поскольку он обеспечивает условия нормальной работы регулятору уровня воды в котле. Далее производят наладку регулятора уровня воды в котле и, наконец, наладку всей системы.
Согласование настройки регуляторов давления и уровня воды выполняют на максимальной нагрузке котла, на промежуточных нагрузках котла это согласование не требуется. Общие сведения по подготовке производства и организации монтажных работИспытания систем регулирования проводятся при швартовных и ходовых испытаниях судна. При швартовных испытаниях первыми проверяют средства подачи к аппаратуре энергии, используемой для приведения, ее в действие. Колебания давления рабочей воды не должны превышать ± 1,5 кг/см2. Редуктор настраивают на поддержание давления около 8 кг/см2. Затем вводят в действие регуляторы давления топлива. Для обеспечения подачи пара главными котлами к вспомогательным механизмам проверяют регуляторы давления питательной воды и предварительно налаживают регуляторы уровня воды в котлах. Регуляторы давления воздуха включают при подготовке к швартовным испытаниям котельных турбовентиляторов.
Последними включают в работу регуляторы давления пара в котлах. Регуляторы окончательно налаживают во время заводских ходовых испытаний, при которых обеспечивается достижение заданного вида статических характеристик регулируемых параметров установки во всем диапазоне ее нагрузок, а также настраиваются и проверяются динамические характеристики, необходимые для получения требуемого качества регулирования. При сдаточных испытаниях осуществляется окончательная проверка системы. Регулятор подвергается испытаниям как при работе установки на режимах с постоянной нагрузкой, так и при маневрировании с максимальными скоростью и величиной изменения нагрузки. Основные неисправности автоматических регуляторов и способы их устранения приведены в табл. 1.
Крепление изоляции, монтаж газоходов
Монтаж изоляции. Во избежание тепловых потерь в окружающую среду и для предохранения обслуживающего персонала от действия высоких температур и ожогов все выступающие наружу части коллекторов и горячих труб покрывают слоем изоляции. При погрузке, установке и креплении котлов с поставленной изоляцией, чтобы обеспечить наблюдение при гидравлическом испытании котла, швы, горловины и другие места соединения отдельных деталей, находящихся под давлением, покрывают съемными листами, воротниками (рис. 1) или другими съёмными конструкциями изоляции.
При погрузке и закреплении котлов на судовом фундаменте без изоляции ее монтаж обычно производится после паровой пробы котла на некоторых заводах, если позволяют условия, котел покрывают изоляцией во время монтажных работ, защищая от попадания пыли и грязи все механизмы, Контроль и регулирование рабочих процессов, измерительные приборыприборы и арматуру на котле и вблизи котла. Не покрываются постоянной изоляцией только участки котла, закрываемые съемными покрытиями изоляции. Полное покрытие котла изоляцией осуществляется следующим образом. Перед началом изоляционных работ все механизмы и приборы вблизи котла закрываются брезентом или иным материалом. Изолируемые поверхности очищают от ржавчины, масла и грязи. Поверхности коллекторов и труб окрашивают в соответствии с «Табелем назначения красок» 05-171. Сварные швы после приварки деталей и крепления зачищают и скрашивают алюминиевой краской. Изоляция котла и труб формованными изделиями, асбестовыми матрацами, асбомагнезиальным шнуром и асбестовой тканью может производиться как на холодных, так и на горячих поверхностях.
Изоляция поверхностей формованными изделиями. При изоляции поверхностей формованными изделиями из совелита или вермикулита зазоры между частями не должны превышать 3 мм. Уступы в стыках допускаются до 5 мм. Кромки плит или сегментов при подгонке в случае необходимости опиливают. Швы промазывают мастикой из совелита, разведенного в воде. Уложенные на изолируемые поверхности сегменты или плиты стягивают проволокой, сплетенной в виде сетки, плотно прилегающей к изоляции.
Формованные изделия закрепляют на трубах бандажами. Изделия длиной до 100 мм допускается стягивать одним бандажом, большей длины — в двух местах. При изоляции в два слоя на первый закрепленный слой укладывают совелитовую подмазку толщиной 3-4 мм. Уложенный на подмазку второй слой формованных изделий закрепляют так же, как и первый.
Поверхность формованных изделий из совелита или вермикулита покрывают совелитовой или ньювелевой штукатуркой толщиной около 10 мм. Изоляцию укладывают на трубы так, чтобы она отстояла от фланцев на расстояние, равное длине соединительных болтов или шпилек плюс 20 мм.
Толщину изоляции проверяют толщиномером или путем замеров длины окружностей трубы с изоляцией и без изоляции и последующим подсчётам.
Изоляция поверхностей асбестовыми матрацами. Асбестовые матрацы, заполненные совелитом или ньювелем, должны иметь равномерную толщину, хорошо заделанные швы и расположенную в шахматном порядке стежку с шагом 80-100 мм. Крючки, предназначенные для зашнуровки матрацев, должны быть установлены на расстоянии 60-80 мм друг от друга и прочно соединены с матрацами. Соединение матрацев выполняется в стык, без зазоров. Щели и вставки в стыках матрацев, а также их провисание не допускаются. Ткань матрацев должна быть без порезов и надрывов. Горловины коллекторов и места присоединения арматуры изолируются отдельными легкосъемными матрацами, скрепленными с остальной изоляцией проволокой, зашнурованной за крючки.
Изоляция поверхностей асбомагнезиальным шнуром. Для изоляции используют асбомагнезиальный шнур одинаковой толщины по всей длине, также без надрывов и порезов. Шнур укладывают на трубу навивкой по спирали, плотно подтягивая и подгоняя друг к другу витки в один или несколько рядов в зависимости от заданной толщины изоляции.
При многослойной, изоляции, выполняемой шнуром различных диаметров, для первого слоя изоляции используется шнур меньшего диаметра. При навивке многослойной изоляции каждый последующий слой изоляций шнуром перекрывает все швы предыдущего слоя и навивается в обратном направлении. В начале и конце навивки шнур надежно закрепляют на трубе одним-двумя витками с кой проволоки. Изоляцию труб, выполненную асбомагнезиальным шнуром, покрывают асбестовой тканью, которую накладывают в стык по оси трубы и сшивают латунной проволокой диаметром 0,5-0,6 мм в две проволоки или диаметром 0,8-1,0 мм в одну проволоку. Шаг свивки 10-15 мм. Кромки ткани загибают внутрь.
Изоляция поверхностей асбестовой тканью. Порезы и надрывы на ткани не допускаются. Ткань плотно укладывают на изолируемую поверхность трубы и сшивают продольным швом латунной проволокой. На концах труб, у фланцев, ткань закрепляют проволокой.
Близко расположенные трубки диаметром до 10 мм допускается обшивать асбестовой тканью в один пучок.
Толщину изоляции проверяют до установки защитных металлических кожухов: на коллекторах в четырех-пяти топках, на трубах — в трех поперечных сечениях по длине трубы, на крупной арматуре и ее фланцевых соединениях. одной-двух точках. Отклонения от толщины изоляции не должны превышать величин, указанных в табл. 2.
После завершения всех видов работ по изоляции приступают к установке кожухов. Металлические кожухи должны плотно прилегать к изоляции и не иметь выступающих частей. При повреждении изоляций заменяют изолировочные матрацы и обмазку. Если старая изоляция заменяется полностью, то по маркировке, произведенной при демонтаже, матрацы из асбеста или другого материала плотно прижимают к котлу металлическими бандажами и закрепляют обшивкой. Необходимость в замене части изоляции определяется при дефектации с учетом прогара и разрушения изоляционных покрытий.
Монтаж газоходов котла
Полную смену изоляции, как правило, осуществляют при полном освидетельствовании котла и больших объемах ремонтных работ. Монтаж газоходов котла По шаблону, снятому с рамы нижнего дымохода, сверлят отверстия в раме дымохода на обшивке котла, устанавливают дымоход и соединяют его с рамой котла на асбестовых прокладках толщиной 5-10 мм. Верхнюю часть дымохода крепят к комингсу палубы со стороны котельного отделения. Отверстия под болты в листах дымохода выполняют овальными. Болты располагают в верхней части эллиптического отверстия, чем обеспечивается вертикальное перемещение дымохода от тепловых расширений.
Ремонт вспомогательных паровых котлов и теплообменных аппаратовВерхний дымоход крепят нижним фланцем к наружному комингсу. Изоляция дымоходов производится следующим образом: на наружную поверхность приваривают шпильки, затем накладывают листы асбестового картона, который закрепляется стальными полосами при помощи гаек. Иногда вместо полос применяют квадратные шайбы. Внутреннюю поверхность дымохода и дымовой трубы окрашивают огнестойким лаком.
Чистка котла, освидетельствование и разборка
Чистка котла
Перед испытаниями после достроечных монтажных работ производят расконсервацию котла, при подготовке котла перед ремонтом для дефектации и демонтажа выполняют внутреннюю и наружную чистку либо одну из них. Внутреннюю чистку выполняют с целью удаления из котла отложений, накипи, шлама и маслянистых веществ. На киль и шлам удаляют из котла щелочением, механической очисткой, химическим способом при помощи кислот (этот способ иногда применяется на некоторых заводах). Маслянистые вещества удаляют выпариванием. Чтобы разрыхлить накипь и облегчить процесс механической чистки, осуществляют щелочение котла. В качестве разрыхлителей применяют кальцинированную соду или тринатрийфосфат, а при необходимости (для удаления маслянистых веществ) добавляют керосин. Лучший способ разрыхления накипи — щелочение котла паром. Подачу пара регулируют так, чтобы котел заполнился конденсатом до рабочего уровня в течение 18-20 час. Если нет возможности осуществить этот способ, щелочение производят путем обогрева котла форсункой (этот способ, вызывающий излишние напряжения в деталях котла, не рекомендуется).
В котел вводят 1-2 % кальцинированной соды или 0,3-0,5 % тринатрийфосфата от веса боды в котле. Если необходимо, добавляют в воду керосин из расчета 0,1-0,5 % от веса воды в котле. На щелочение при температуре кипения в зависимости от толщины слоя и состояния накипи затрачивается от 18 до 24 час. иногда после продувания части раствора в него добавляют фосфат и снова подвергают кипячению в течение 48 час. Закончив щелочение, котел охлаждают, воду из котла спускают и приступают к механической очистке разрыхленной накипи.
Накипь после щелочения требуется немедленно очистить, пока не наступят процесс отвердевания, затрудняющий механическую очистку. Механическую очистку котла от накипи выполняют банниками, ручными и пневматическими скребками, стальными щетками, резаками и другим инструментом. Особенно тщательной очистке подвергают верхние и нижние колокольчики водогрейных трубок. Кроме механического способа очистки от накипи поверхностей нагрева котла, на некоторых заводах иногда применяют химический, при котором накипь растворяется под действием кислотного раствора. Не допускается кислотная очистка котла с трещинами в швах и вальцованных соединениях. Она осуществляется раствором соляной или серной кислоты. Для очистки поверхностей нагрева от накипи, состоящей преимущественно из карбонатов кальция и магния, применяют соляную кислоту.
Концентрацию кислотного раствора в зависимости от толщины накипи принимают в пределах от 3 до 10 %. Для защиты металла от разъедающего действия соляной кислоты в раствор добавляют вещества, называемые ингибиторами или пассиваторами, которые сильно тормозят растворение металла кислотой, не мешая воздействию кислоты на накипь. В качестве пассиватора используется хромокислый калий К2СгО4 или хромпик К2Сг2О4 в количестве от 0,3 до 1 % объема воды. Очистка котла продолжается 8—10 час. Уменьшение концентрации раствора указывает, что Перспективные методы и оборудование для очистки поверхностипроцесс очистки продолжается, если снижение концентрации раствора прекратилось, значит очистка котла закончилась. После окончания очистки использованный раствор (с содержанием кислоты 0,1-0,2 %) спускают, а затем в котел подают промывочную воду до полного удаления остатков кислотного раствора.
Рекомендуется в течение 10 час. производить нейтрализацию кислоты, оставшейся после промывки, 1-2 %-ным кипящим раствором кальцинированной соды или тринатрийфосфата. Места с силикатной накипью очищают механическим способом. Щелочение огнетрубных котлов препаратом «Антидепон» сорта Б, представляющим собой кристаллическую массу в виде брикетов цилиндрической формы, изготовленных из тринатрийфосфата, каустической соды, кальцинированной соды, хромо-кислого натрия и коллоидальных веществ, производится следующим образом. Перед щелочением такую арматуру, как водоуказательные приборы, предохранительные клапаны и т. п. снимают и заменяют ненужной или заглушают отверстия.
В зависимости от толщины накипи для щелочения приняты следующие нормы времени:
Количество «Антидепона», необходимое для щелочения котла, устанавливается из расчета 450 г на 1 м2 поверхности нагрева котла. Расчетное количество «Антидепона», растворенное в пятикратном объеме горячей воды, заливают через верхнюю горловину котла, заполненного водой до верхнего рабочего уровня
Загрузив «Антидепон» в котел, закрывают верхнюю горловину и поднимают давление пара до 3 кг/см2, затем постепенно снижают давление до 0,5-1 кг/см2, потом снова поднимают до 3 кг/см2 и т. д. Такой переменный, медленно изменяющийся режим ведут до конца щелочения. Уровень в котле на 1-2 см должен превышать обычный рабочий, этим достигается удаление масла со стенок котла. После щелочения производят продувание, промывку и механическую чистку котла.
В Петербургском институте водного транспорта создан прибор ИГ-4, при помощи которого в огнетрубных котлах достигалось разрушение накипи, только местами оставался слой толщиной 0,1-0,2 мм.
При наружной очистке с нагревательной и других поверхностей котла удаляют сажу, золу, ржавчину и окалину при помощи скребков, резаков, стальных щеток и других инструментов. Чистка облегчается и ускоряется обдувкой труб сжатым воздухом при наличии тяги в газоходе, а также обмывкой их водой.
B последнее время кафедрой общей химии Петербургского кораблестроительного Института (профессор А. К. Колосов, доцент А. В. Попова) предложен и внедрен в практику на Мурманском траловом флоте новый состав антинакипина под маркой ЛКтрал-1.
Они состоит из тринатрийфосфата, сульфата магния, хромата натрия, карбоната натрия и кукурузного крахмала.
Новый антинакипин, наряду с обычными свойствами, препятствующими отложению накипи, обладает антикоррозионными и обезмасливающими свойствами (масляные остатки переводятся в шлам).
Подготовка котла при ремонте к освидетельствованию. Дефектация и разборка
Выполняются следующие основные требования:
- должно быть очищено рабочее место;
- в случае необходимости подготовлены подъемно-транспортные средства, обеспечивающие Организация работ и техническая документация в сборочно-сварочном цехебезопасность работ и удобство обслуживания, осуществлена контрольная проверка подъёмных средств, закрепляемых в котельном отделении;
- подготовлено нормальное и низковольтное (аварийное) освещение;
- подготовлены детали и узлы для установки трапов, стеллажей и лесов;
- согласован график работ и взаимосвязь работающих.
Для освидетельствования котла необходимо:
- Снять изоляцию по всем соединениям и швам, около горловин, наклепышей, наварышей, патрубков и клапанов и очистить эти места от грязи и ржавчины; в случае необходимости снять также всю обшивку и изоляцию котла;
- Очистить всю арматуру от грязи и накипи;
- Очистить внутренность котла от накипи и грязи (см. чистку котла);
- Очистить толки и все газоходы от золы, сажи, пепла, шлаков и окалины;
- Снять кирпичную кладку, колосники, поперечины, пороги и форсунки;
- Открыть горловины и лазы и сиять часть щитов;
- Очистить лапы другие опоры, крепящие котел к фундаменту;
- Снять внутреннюю арматуру котла и коллекторов.
Указанные выше работы осуществляются или полностью, или частично в зависимости от. характера дефектации и состояния котла. Обеспечивается доступ со стороны пароводяного и огневого пространства, а также к наружным поверхностям котла. Если ремонтные работы осуществляются в цехе, например, при капитальном ремонте, то выгрузке котла из корпуса судна предшествуют следующие подготовительные работы:
- очистка рабочего места;
- стронка котла, как и при погрузке;
- разъединение котла от судового фундамента и снятие верхних креплений;
- пробный подъем на 100-200 мм и выгрузка котла из судна.
Наружному осмотру подвергают:
- поверхности коллекторов котла; обращая особое внимание на расположение, характер и глубину коррозионных поражений; кроме того, следует убедиться в отсутствии трещин в трубных досках и отфланцовках горловин, а также трещин и неоплатностей в сварных и клепаных швах;
- трубки (водогрейные, пароперегревателей и экономайзера) для выявления прогиба, выпучин, трещин, окалины, ржавчины и неплотностей;
- неизолированные части бочки огнетрубного котла, обращая особое внимание на состояние швов и изгибов днищ;
- топку котла, обращая внимание на состояние кирпичной кладки (особенно фурмы) и ее крепления;
- жаровые трубы и огневые камеры для выявления выпучин, трещин и неплотностей;
- газоходы и обшивку котла, определяя цельность листов, состояние крепления газонаправляющих щитов, наличие проржавленных мест;
- гарнитуру топок огнетрубных котлов: топочные и поддувальные дверцы, боровки, колосники, поперечины и пр.;
- места крепления котла к судовому фундаменту; необходимо проверить надежность крепления, отсутствие препятствий к расширению котла, а также степень оборжавления частей;
- места присоединения арматуры, приборов и привода следует убедиться в отсутствии течи из-под наварышей (наклепышей), в исправности штуцеров, исправности приводов клапанов и других деталей.
Для внутренней дефектации: разбирают и вынимают из коллекторов все внутренние части, открывают все лазы для доступа в коллекторы котла.
Внутреннему осмотру подвергают:
- коллекторы, обследуя с лупой места, где возможно появление трещин (трубные доски, днища, отфланцовки под горловины, швы), расположение, характер и глубину коррозионных поражений. В местах, наиболее пораженных коррозией, замеряют глубину язвин свинцовыми оттисками или другими способами;
- трубки (водогрейные, пароперегревателей, экономайзера), обращая внимание на характер и глубину коррозионных поражений, целость колокольчиков, состояние вальцовочных соединений, кроме того, следует убедиться в отсутствии трещин, деформаций и т. п.;
- в огнетрубных котлах осмотру подвергают жаровые трубы, трубные доски, стенки огневых камер, днища, бочки, швы для выявления трещин и неплотностей.
При дефектации котла, кроме наружного и внутреннего осмотров, в случае необходимости осуществляют Гидравлические характеристики продувочно-выпускного трактагидравлическое испытание котла, а также лабораторные испытания и исследования материалов, когда по вырезанным образцам. При снятии деталей и узлов обязательно производят маркировку, фиксирующую взаимное положение сопрягаемых деталей (узлов), для облегчения и ускорения монтажных работ после ремонта деталей и узлов котла.
При дефектации и определении характера ремонта элементов системы регулирования необходимо учитывать следующие возможные износы вследствие длительной эксплуатации.
- Скругление выключающих кромок и размыв околокромочных участков включающих золотников топливных регулирующих блоков.
- Засорение щели регулирующего сливного золотника, определяемое либо по отсутствию изменения давления мазута в сливной линии форсунок при повороте маховиков нагрузки, либо по изменению этого давления в недостаточном диапазоне
- Набухание и нарушение герметичности уплотнения резиновых уплотнительных муфт из-за старения, особенно работающих на горячей воде.
- Образование люфтов в передаточных механизмах и приводах регулирующих органов вызывает автоколебания в системе регулирования и уменьшает степень устойчивости, это особенно часто проявляется в механических приводах пультов авторегулирования и сервоприводах к регулирующим клапанам турбовентиляторов, обычно имеющих более сложную кинематику.
- Увеличение протечек через уплотнения поршней сервомоторов системы регулирования, что нарушает время действия сервомотора и делает ненадежной работу системы, особенно при маневрировании.
- Увеличение нечувствительности измерительных органов регуляторов из-за отложения шлама и грязи.
- Возникновение автоколебаний в контуре регулирования давления воздуха в результате нарушения плотности прилегания клапанов из-за износа. Если прикрытие дроссельного клапана изодрома не устраняет колебаний, изодром снимают и заменяют прокладки.
Испытание котлов после монтажных работ на судне
Подготовка к испытаниям
Котел, установленный на судне в законсервированном виде, перед гидравлическими испытаниями должен быть расконсервирован и очищен от грязи, окалины, ржавчины и т. п.
Внутренние части котла обычно не демонтируются, но иногда приходится демонтировать внутренние части коллекторов для очистки деталей, которые после расконсервации устанавливают на место. При демонтаже внутренних частей проверяют их маркировку и при необходимости восстанавливают ее.
К началу расконсервации устанавливают Энергетическая установка, системы и трубопроводы плавучей буровой установкитрубопроводы верхнего и нижнего продувания, перекрывают запорные органы арматуры, устанавливают на место крышки лазов коллекторов и барабана, а также закрывают регистры воздухонаправляющих устройств.
Штоки предохранительных клапанов должны быть застопорены штатными колпачками, не допускается изменять степень сжатия пружин клапанов. Воздушные краны не закрываются для полного удаления воздуха из котла при его заполнении водой. Если трубы котла снаружи законсервированы мазутом или смазкой, размягчающейся при нагреве, то кирпичная кладка должна быть защищена от стекающей смазки опилками или асбестом.
После того как в котле установлены внутренние части, трубки проверяют прокаткой калиброванных шариков (внутренние части котла, затрудняющие доступ к трубам, не устанавливают до проверки трубок). Обычно диаметр шариков на 3-4 мм. меньше внутреннего диаметра трубок. Для проверки трубок, которые невозможно проверить прокаткой шариком, применяют проталкивание пыжей или, в затруднительных случаях, продувку воздухом. Для удобства осмотра котла с полностью уложенной изоляцией, при испытании с мест присоединения арматуры, наклепышей, лазов и люков коллекторов и барабанов, а также и других соединений удаляют съемные участки изоляции и частично съемные щиты обшивки.
Фланцы арматуры без клапанов продувания разъединяют с трубопроводами, допускается проведение испытаний при температуре воды и окружающего воздуха не ниже +5°, разница 1 между температурой воды и воздуха не должна превышать 5°. Испытание котлов с арматурой и барабанами, изготовленными 1 из малоуглеродистой стали, ведут при температуре воды не ниже +15° и воздуха — не ниже +5°.
Заполнять котел водой выше +40° не рекомендуется, так как это может привести к расстройству вальцованных соединений вследствие неравномерного расширения коллекторов и труб. Наполнение водой производится таким образом, чтобы обеспечить возможность полного удаления воздуха из котла.
Для замера давления на котле и на прессе устанавливают манометры, показания которых во время испытания проверяют по показаниям контрольного манометра, также установленного на котле.
Котел допускается к гидравлическому испытанию независимо от готовности присоединяемых к нему трубопроводов. Гидравлический насос (ручной или пресс с приводом) включают через аккумулятор давления.
Для замеров расстояния между центрами коллекторов котла и замеров длины коллекторов устанавливают приборы или контрольные планки.
Испытание котла после ремонта зависит от характера и объема ремонтных работ. После среднего или капитального ремонта котла гидравлическое испытание обязательно.
Отремонтированные или вновь изготовленные детали и узлы при ремонте котлов подвергают гидравлическим испытаниям по нормам постройки котлов. Для отремонтированных котлов допускается совмещение гидравлических испытаний отдельных узлов с испытаниями котла в сборе по нормам испытания всего котла за исключением случаев, устанавливаемых органами надзора. Перед гидравлическим испытанием котел подвергается внутреннему осмотру.
Гидравлическое испытание котла
Воду в котел подкачивают насосом до момента ее появления из воздушного крана котла, что свидетельствует о полном удалении воздуха. Затем закрывают воздушный кран и- плавно без гидравлических ударов поднимают гидравлическое давление. Величина давления согласно ГОСТ 1999—60 должна быть равна:
- двойному рабочему давлению, если последнее не превосходит 5 кг/см2 (изб.);
- рабочему давлению плюс 5 кг/см2, если рабочее давление выше 5 кг/см2 и менее 20 кг/см2 (изб.);
- на 1,25 рабочего давления, если рабочее давление превышает 20 кг/см2 (изб.).
Давление поднимают (в течение 5-10 мин.) до рабочего и котел подвергают осмотру. При отсутствии дефектов доведенное до пробного давление выдерживают в течение 5-10 мин., после чего медленно снижают до рабочего и поддерживают постоянным в течение времени, необходимого для осмотра.
Гидравлическое испытание считается законченным, если не обнаружены течь или признаки нарушения плотности соединений. Течь в запорных органах предохранительных клапанов не считается дефектом. При обнаружении течи давление в котле медленно снижают до атмосферного, Дефекты и методы дефектоскопии деталейдефекты устраняют и гидравлическое испытание повторяют.
Незначительную течь во фланцевых соединениях допускается устранять дополнительной затяжкой крепежа при давлении в котле, равном атмосферному. Запрещается под давлением во время гидравлического испытания исправлять дефекты арматуры, производить подчеканку, подтягивание гаек или какие- либо другие работы во избежание перенапряжения и аварии.
Медленное снижение давления производится потому, что при быстром снижении может быть нарушена плотность вальцовки или других соединений. Для снижения давления нельзя пользоваться клапанами продувания.
Перед началом гидравлических испытаний, когда котел наполнен водой, при пробном давлении, а также после гидравлического испытания производят замеры расстояний между центрами коллекторов котла и длины коллекторов и фиксируют их.
Завершив гидравлические испытания, котел подвергают испытанию под паром при полном рабочем давлении продолжительностью не менее 8 и не более 24 час.
При промежутке времени между гидравлическим испытанием и паровой пробой в 20-30 дней котел целесообразно оставлять заполненным водой. В случаях, когда время между гидравлическим и паровым испытаниями превышает 30 дней (но не более трех месяцев), воду из котла выпускают (лучше через клапан нижнего продувания), затем котел просушивают и консервируют сухим способом. Предполагая, что разрыв между испытаниями превышает три месяца, котел консервируют для долговременного хранения.
Если погрузка и установка котла производилась без арматуры, то:
- котел подвергают гидравлическому испытанию давлением, указанным для испытания без арматуры;
- открывают все отверстия, необходимые для установки арматуры и приборов, снимают с сопрягаемых поверхностей консервирующее покрытие и, продув отверстия, устанавливают по отметкам маркировки арматуру и приборы. Затем приступают к установке приводов.
После монтажа арматуры, кирпичной кладки и приводов обычно осуществляют гидравлическое испытание котла согласно ГОСТ 1999—52. Затем производят дальнейший монтаж котла и паровую пробу. Монтаж изоляции можно выполнять до паровой пробы и после нее.
Испытание плотности обшивки. Полностью собранные и гидравлически испытанные котлы подвергают специальному испытанию по проверке герметичности элементов каркаса и обшивки. Это испытание может быть проведено следующими способами.
- Сжиганием в топочном пространстве ветоши, смоченной мазутом. При этом перекрывают дымоходы или дымовую трубу и все регистры воздухонаправляющих устройств котла. Ветошь, заложенную через лазы (их после этого сразу закрывают), зажигают, наблюдая за соединениями обшивки. Неплотность обнаруживают по дыму, выходящему из-под щитов обшивки.
- Нагнетанием воздуха в котельное отделение. Нагнетают воздух до давления 50-100 мм вод. ст., закрывают регистры воздухонаправляющих устройств и прекращают подачу воздуха
в котельное отделение. Поднося к соединениям обшивки зажженный фитиль, проверяют ее плотность. - Нагнетанием воздуха в топочное пространство котла. Нагнетают воздух в топочное пространство с перекрытыми дымоходами и регистрами. Изменение количества воздуха и утечки через неплотности фиксируется тарированной шайбой, через которую при вдувании в котел проходит воздух, а также показанием манометра или другим способом. Утечка воздуха обнаруживается фитилем, поднесенным к соединениям обшивки.
- Испытание на газонепроницаемость котлов с двухслойной обшивкой основано на следующем: количество воздуха, поступающего из воздушной магистрали через дроссельный клапан в приемную трубу, а из нее в кожух котла, при установившемся давлении в последнем равно количеству воздуха, уходящему через неплотности кожуха.
На рис. 33, с изображена схема методики испытания. При абсолютной герметичности утечка воздуха из кожуха с воздушной средой постоянного давления и расход воздуха через трубку 2 равны нулю.

а – схема методики испытания; б – схема подключения прибора.
1 – кожух; 2 – труба подачи воздуха в кожух; 3 – дроссельный клапан; 4 – сужающиее устройство; 5 – манометр перед сужающими устройством; 6 – дифференциальный манометр на сужающем устройстве; 7 – манометр для измерения давления в кожухе котла; 8 – термометр; 9 – заглушка рамы дымохода; 10 – наружный кожух; 11 – внутренний кожух
Испытание на плотность проводится в два этапа:
- определение пропуска воздуха через неплотности внутреннего кожуха;
- определение пропуска воздуха через неплотности наружного кожуха.
Схема подключения приборов показана на рис. 33, б.
Первый этап испытаний выполняется после того, как закончены Общие сведения по подготовке производства и организации монтажных работсборочные работы на внутренней обшивке и установка экономайзера, при этом наружная обшивка может быть открыта. Bce отверстия на внутренней обшивке заглушают, раму дымохода на экономайзере закрывают заглушкой. Пуская воздух в испытуемую камеру, дроссельным клапаном регулируют давление. При установленном постоянном давлении воздуха измеряют давление перед сужающим устройством в трубопроводе, перепад давления воздуха в сужающем устройстве, давление в кожухе, температуру и влажность воздуха. Вслед за замерами производится расчет воздуха по правилам расходомеров с нормальными диафрагмами, соплами и трубками Вентури.
Второй этап испытаний — определение потерь воздуха через неплотности наружного кожуха—выполняется после того, как закончена сборка наружной обшивки. К моменту испытания часть окон внутренней обшивки должна быть открыта. Перед испытанием все отверстия на наружном кожухе заглушают. Устанавливается давление воздуха, при котором определяется утечка, а затем приступают к проверке обшивки.
При агрегатной установке котла указанное испытание обычно осуществляется в цехе. В этом случае после окончания монтажных работ на судне производят контрольную проверку кожуха котла. Давление в воздушном пространстве между кожухами можно создать штатным вентилятором.
На некоторых заводах испытание на газонепроницаемость котлов с двухслойной обшивкой производят следующим образом! Снимают щиты наружного слоя обшивки и проверяют указанным выше способом плотность внутреннего слоя обшивки, устранив все дефекты, щиты наружного слоя обшивки ставят на место и, вдувая с избыточным давлением воздух между слоя обшивки с необходимым перекрытием выхода воздуха из обшивки, проверяют плотность наружного слоя обшивки.
Паровая проба котла. Подготовка котла к паровому испытанию заключается в следующем.
- Если котел до паровой пробы был законсервирован сухим, способом, из коллекторов котла удаляют влагопоглотитель. При «мокром» хранении котла воду спускают до отметки нижнего уровня. Пароперегреватель, заполненный водой, осушают.
- Из котельного отделения удаляют все лишние предметы, загромождающие проходы или мешающие обслуживанию котла. Все легковоспламеняющиеся предметы, находящиеся вблизи котла или в трюме, убирают. Пространство под настилом, особенно между двойным дном и поддоном котла, очищают и осушают. Наличие мазута, промасленных тряпок и концов не допускается.
- Проверяют наличие и исправность основного и аварийного освещения, противопожарных средств, системы орошения, средств сигнализации и связи, манометров, тягомеров, термометров и других контрольно-измерительных приборов, котельного инструмента, запасных форсунок, водоуказательных приборов и материалов, необходимых для обслуживания котла и вспомогательных механизмов. При отсутствии воды в пожарной магистрали разводка котла не допускается.
- У котлов с дутьем в топку снаружи осматривают напорный воздухопровод, открывают все шиберы и заслонки. Котельное отделение и топки котла обязательно вентилируют, для чего открывают дымовую трубу, все люки и шахты, а на котлерегистры и воздухонаправляющие устройства.
- Проверяют исправность водомерных приборов, открывая и закрывая клапаны. При неисправности хотя бы одного водомерного прибора паровую пробу производить не допускается. Стопорные колпачки предохранительных клапанов снимают для проверки возможности открыть клапаны вручную.
- Проверяют тепловые зазоры в опорах и верхних креплениях котла, действие всех приводов. Паровые клапаны после проверки приводов закрывают, а затем немного открывают примерно на обороте маховика (страгивают), чтобы предотвратить заклинивание при нагревании. Запорные органы арматуры должны быть закрыты, штоки клапанов, к которым не подведены трубопроводы, застопорены, а на свободных фланцах такой арматуры установлены заглушки.
- Открывают клапаны, сообщающие паровой коллектор с пароперегревателем (где имеются), устанавливают растопочную форсунку (при ее отсутствии — штатную), подготовляют к пуску вспомогательные механизмы согласно инструкции по обслуживанию.
Заполнение и осушение котла выполняют при открытом воздушном клапане, причем заполнение проверяют по водомерным приборам. Котел наполняют водой до уровня не ниже отметки, соответствующей нижнему уровню, и не выше расстояния между отметками нижнего и среднего уровней, чтобы при расширении воды в котле от нагревания и парообразования к концу разводки уровень воды занял рабочее положение.
Рекомендуется котел заполнять водой через экономайзер, чтобы удалить из последнего воздух. Перед разводкой экономайзер полностью заполняют водой.
Для разведения огня при помощи механических форсунок пользуются специальным змеевиком для подогрева мазута. При холодном мазуте допускается разводить в топке костер из дров, но следить за тем, чтобы мазут сгорал полностью. Разведение огня при помощи паровых форсунок производится в соответствии с инструкцией по обслуживанию котла. При обнаружении в топке или воздушном коробе подтеков мазута форсунку выключают и тушат огонь в топке. Разводить огонь допускается лишь после удаления мазута и тщательной вентиляции топки.
При подъеме пара в котле воздушный клапан держат открытым до появления из него пара. После того как воздушный клапан закроют, при открытом клапане продувания производят продувание пароперегревателя. Периодичность и порядок продувания должны соответствовать инструкции (в зависимости от типа котла).
Иногда пароперегреватели перед разводкой котла заполняют водой, которую удаляют, когда давление пара в котле достигает примерно половины рабочего, после чего выполняют периодическое продувание пароперегревателя.
Водомерные приборы с начала разведения огня требуется продувать через каждые 10-15 мин, при выходе из строя стекла водомерного прибора подъем пара следует приостановить, а стекло заменить. Работа котла с одним водомерным прибором свыше 30 мин не допускается. Для равномерного прогревания всех деталей, особенно у огнетрубных котлов, иногда специальным насосом перекачивают холодную воду из нижней части котла (через клапан нижнего продувания) в верхнюю часть (через клапан верхнего продувания).
Другой способ заключается в наполнении котла водой до краев перед разводкой. По мере нагревания воды в верхней части (в районе верхней половины жаровой трубы) периодически небольшую часть холодной воды из нижней части котла спускают (через клапан нижнего продувания) до нужного уровня. Этим устраняются неравномерность прогревания, потеря плотности и пропуск через соединение нижних связей котла и других мест. Подъем давления в котле ведут медленно, периодически осуществляя осмотр котла.
Горение в топке регулируют так, чтобы не было резких скачков температуры топочного устройства и отдельные части котла не подвергались бы резким изменениям температуры.
При достижении рабочего давления котел тщательно осматривают, обнаружив пропаривание во фланцевых, заклепочных или вальцованных соединениях, а также в запорных органах или корпусах Ремонт трубопроводов и арматурыарматуры, давление снижают до атмосферного и устраняют дефекты. После устранения всех дефектов паровую пробу повторяют.
Когда давление пара в котле достигнет 5 кг/см2, производят прогрев паропроводов, подготовляют и пускают в ход необходимые для работы котла вспомогательные механизмы. Одновременно прогревают резервные вспомогательные механизмы и держат их в готовности к пуску. Когда давление достигнет установленной нормы рабочего давления, проверяют действие предохранительных клапанов.
Котельные предохранительные клапаны огнетрубных котлов должны быть отрегулированы:
- для котлов с давлением до 12 кг/см2 — на рабочее давление плюс 0,3 кг/см2;
- для котлов с давлением свыше 12 кг/см2 — с перегрузкой не более 3 % от рабочего давления. Клапаны должны выдержать следующие испытания: при закрытых стопорных клапанах и полном горении давление не должно превосходить установленное более чем на 8 % от рабочего. Во время этого испытания питательную воду подают в котел в количестве, необходимом для поддержания воды в котле на безопасном уровне.
Котельные предохранительные клапаны водотрубных котлов должны быть отрегулированы на установленное рабочее давление пара с перегрузкой не более 5 % от рабочего. При установке сдвоенного предохранительного клапана каждый из клапанов регулируется на различное давление согласно чертежу. Испытание предохранительных клапанов на превышение рабочего давления пара в котле должно быть проведено при полном горении в топках, при закрытых стопорных клапанах для всех потребителей пара, кроме механизмов, обслуживающих котел в течение времени, пока уровень воды не опустится ниже низшего, допускаемого для данного котла уровня воды, но во всяком случае не более 7 мин.
Предохранительные клапаны при этом не должны допускать превышения рабочего давления более чем на 10 %.
Если давление в котле превысит допускаемое, необходимо, чтобы в первую очередь начинал действовать предохранительный клапан, установленный за пароперегревателем, а при дальнейшем повышении давления — предохранительные клапаны на котле.
Котел считается выдержавшим паровое испытание на плотность при полном отсутствии пропусков пара и воды.
Во время швартовных испытаний по утвержденной программе, начиная с момента разводки пара, ведется наблюдение за действием котла и обслуживающих его механизмов, проверяется согласованность действия котла, механизмов, аппаратов, приборов и их регулировка на швартовных испытаниях проверяется надежность работы котельной установки и готовность к ходовым испытаниям.
После швартовных испытаний проводятся по утвержденным программам ходовые заводские и сдаточные (официальные) испытания. После текущего ремонта котла ходовые испытания судна завод обычно не производит. После окончания испытаний в случае необходимости осуществляют консервацию котла.
При монтажных работах с котлами необходимо соблюдать установленные стандартом радиусы прогибов труб (табл. 3), указания по применению электродов даны в табл. 4 и 5, в табл. 6 приведены данные, касающиеся изоляционных материалов.






Все так подробно, просто супер-информативно!